一种等离子切割钢管坡口机构的技术研究
2021-11-02赵艳红
赵艳红


摘 要:针对管-管对接焊接前的坡口加工技术,文章采用一种等离子切割钢管坡口的机构进行切割试验。综合分析,经过实际的切割试验,在等离子气工作压力为0.26MPa,割嘴距离钢管表面2~3mm,切割电流75~80A,针对∮30~106mm、壁厚2.8~6mm的钢管,以10~10.60 mm/s的切割速度进行切割,可以得到符合职业院校焊接技术应用专业实训教学需求的钢管坡口。
关键词:等离子切割;坡口机构;技术研究
中图分类号:TG483 文献标识码:A 文章编号:1001-5922(2021)10-0140-04
Research on the Technology of Plasma Cutting Steel Pipe Groove Mechanism
Zhao Yanhong
(Urumqi Technical College, Urumqi 830026, China)
Abstract:Aiming at the groove processing technology before pipe pipe butt welding, In this paper, a mechanism of plasma cutting steel pipe groove is used for cutting experiment. Comprehensive analysis, after the actual cutting test, when the working pressure of plasma gas is 0.26MPa, the distance between cutting nozzle and steel pipe surface is 2~3mm, the cutting current is 75~80a, for steel pipes of ∮30~06mm and wall thickness of 2.8~6 mm, cutting at a cutting speed of 10~10.60mm/s can obtain steel pipe grooves that meet the requirements of professional training and teaching of welding technology application in vocational colleges.
Key words:plasma cutting; groove mechanism; technical study
0 序言
職业院校焊接技术应用专业在技能训练实际操作过程中,为了节约试件的(钢板和钢管)用量,都是进行重复使用,具体做法是将焊后的试件沿焊缝边缘处切割开后再次进行坡口加工、组对、焊接练习,从而可以大大降低教学成本。
在管-管对接焊接的实训教学工作中,钢管的坡口加工是一个必不可少的重要环节。现阶段,对于焊后的管焊缝,职业院校大都使用普通车床进行钢管坡口的加工,传统的车加工技术,需要在车加工前,先用无齿锯将焊后的钢管沿焊缝边缘处切开,然后再用普通车床进行坡口加工,这种方法不仅加工工序多,而且加工效率较为低下,如果用无齿锯切割后的钢管端面成斜面、不垂直,还会增加车加工的难度,更加影响加工效率。
针对职业院校焊接技术应用专业实训教学中,管-管对接焊接项目钢管的坡口加工,文章对制作一种等离子切割钢管坡口机构的技术研发与实践进行研究,为一种等离子切割钢管坡口机构切割材质为Q235、直径为∮30~160mm的钢管坡口提供一定的切割基础数据,对扩大钢管坡口加工领域会起到促进作用。
1 一种等离子切割钢管坡口机构的设计
使用等离子切割钢管坡口机构加工后的钢管坡口,必须要满足钢管的坡口角度30°、坡口表面粗糙度等级为▽4~▽5级的基本要求,因此首先要做到钢管稳固夹持、割枪角度灵活调节,切割速度稳定且均匀,背面挂渣少、切割质量好等;其次要做到加工工序少,对于焊后的管焊缝再次加工坡口,用一道工序就能完成,提高加工效率,降低教学成本,而且制作简单、操作使用方便;还要满足不同直径、不同长度钢管的稳固装夹要求,否则时间就浪费在工件装夹上了,与提高效率的最终目的相悖。简单、省时、高效、既有利于保证实操教学的进度,更有利于学生对此项焊接技能的训练和掌握。在职业院校焊接技术应用专业管-管对接焊的实训教学中,钢管的坡口完全可以采用一种等离子切割钢管坡口机构进行加工。
1.1 等离子切割钢管坡口机构的结构组成
一种等离子切割钢管坡口机构由分度头、割枪夹具、切割速度调节控制器、基础平台4部分组成。
(1)分度头部分:由一个型号为JZQ150分度头组成、可稳固夹持直径为30~160mm的钢管。分度头是该机构的核心部分。
(2)割枪夹具部分:由水平滑杆、垂直滑杆、水平旋转装置、角度调节装置、加强筋组件组成。水平滑杆连接分度头与加强筋以保证切割平稳并调节割枪横向的起割位置;垂直滑杆调节割枪垂直方向的起割位置;水平旋转装置调节割枪水平方向的起割位置;角度调节装置调节坡口角度30°。
(3)切割速度调节控制器部分:由一个220V变压器、一个速度调节器、一个型号为44ZYT05/H1电机、一个联轴器组成。
(4)基础平台部分:由基础平台及控制台组成。基础平台由25mm角钢焊接制作,保证切割过程平稳;控制台固定在基础平台侧面用于安装变压器、速度调节器等装置。
2 一种等离子切割钢管坡口机构的使用方法与切 割工艺参数研究
2.1 一种等离子切割钢管坡口机构的使用方法
一种等离子切割钢管坡口机构是应用于职业院校焊接技术应用专业的实训教学,主要功能是进行钢管坡口的加工。
具体使用方法:①用分度头部分稳固夹持钢管;②通过割枪夹具部分调节割枪起割位置及切割角度;③确定正确的切割工艺参数;④佩戴焊帽,开启切割阀门,进行切割,在切割过程中,要注意观察,切割完成后及时关闭切割阀门。
2.2 切割工艺参数研究
本次切割实验采用的钢管(一)材质是Q235、尺寸是∮60mm×100mm×6mm。
在进行切割试验之前,初步设定的两组切割工艺参数如表1所示。
按照表1的两组参数进行切割试验,完成切割的割口效果如图2所示。
从图2可以看出,钢管坡口的切割质量不符合实训要求,因此,表1的参数舍弃。
最终确定表2的切割参数进行切割,完成切割的割口效果如图3所示。
从图3可以看出,钢管坡口的切割质量符合实训要求,因此,确定表2为∮60mm×100mm×6mm钢管的切割工艺参数。
切割实验采用的钢管(二)材质是Q235、尺寸是∮60mm×100mm×3mm。
在进行切割试验之前,初步设定的两组切割工艺参数如表3所示。
按照表3的两组参数进行切割试验,完成切割的割口效果如图4所示。
从图4可以看出,钢管坡口的切割质量不符合实训要求,因此,表3的参数舍弃。
最后确定表4的切割参数进行切割,完成切割的割口效果如图5所示。
通過观察图3、图5可以看出,坡口角度30°、坡口表面粗糙度等级为▽4~▽5级、切口处没有挂渣,切口上边缘也没有熔化金属,切口整体比较整齐和美观。
试验结果表明,在切割速度10.60mm/s,割嘴距离管件表面距离2~3mm,等离子气工作压力0.26MPa的工艺参数下,可以获得符合实训要求的钢管坡口。
坡口角度30°符合预期要求,这是因为割枪夹具部分的角度调节装置可以灵活调节切割角度,即坡口角度;坡口表面粗糙度等级也符合预期要求,参照车床加工后的表面粗糙度Ra的等级为▽4~▽5,这是因为切割速度调节控制器可以使钢管稳定且匀速转动,而且等离子气的工作压力也适当,这两个切割参数的正确选择可以保证钢管坡口表面粗糙度等级符合要求。
2.3 切割后钢管的组对
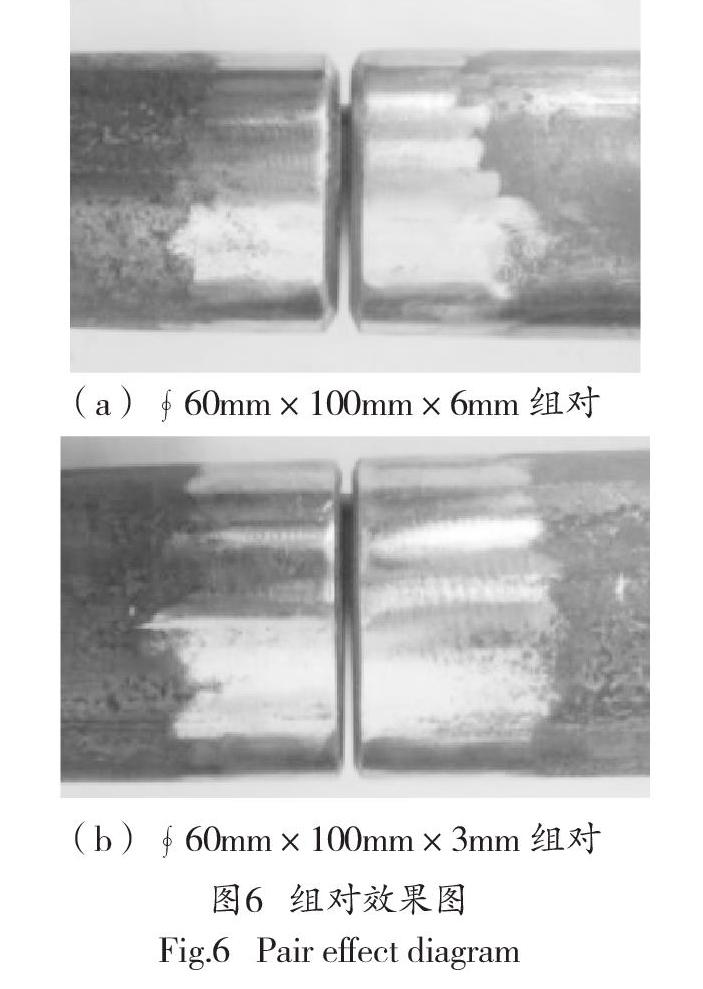
当坡口切割完毕,需使用角向磨光机对切口两侧进行打磨,以去除坡口两侧的表面锈迹、氧化皮和其他杂质,为焊前做好准备。再用锉刀锉削出钝边p=1mm,然后进行组对,根部间隙b=2.5~3mm,错边量≤1mm,α=60°(V形坡口)。
从图6可以看出,经过一种等离子切割钢管坡口机构加工的钢管坡口,组对后的尺寸能满足管-管对接焊接的要求,两钢管端面垂直且平行,并可完全保证组对尺寸。
3 结论
通过本次使用一种等离子切割钢管坡口机构对钢管进行坡口加工,在整个切割过程中可以归纳出以下结论:
(1)在等离子气工作压力为0.26MPa,针对∮30~106mm,壁厚2.8~6mm,割嘴距离钢管表面2~3mm,切割电流75~80A,以10~10.60mm/s的切割速度进行切割,可以得到符合实训教学需求的钢管坡口。
(2)对已切割好的钢管进行组对,可以看到,组对后的尺寸等能够满足后续管-管对接焊接实际操作训练规范的要求。
参考文献
[1]高飞,李勇,陆尧,等.机器人马鞍形切割轨迹研究[J].焊接技术,2017,291(4):65-68.
[2]丁志东.复杂长焊缝焊接机器人工作站及其工装夹具设计[J].焊接技术,2017,291(4):57-60.
[3]陈月峰,严得忠,程定富,等.国内数控等离子弧切割技术的发展与应用[J].焊接技术,2017,295(8):1-4.
