汽车差速器半轴齿轮尺寸超差原因分析及工艺改进
2021-11-02李林鑫赖丽莉冯铃
李林鑫,赖丽莉,冯铃
四川化工职业技术学院 四川泸州 646005
1 序言
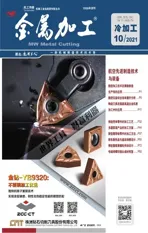
某公司半轴齿轮产品在入厂检验时,发现两件产品出现(15.8±0.15)mm尺寸超差,半轴齿轮超差尺寸位置如图1所示。该尺寸的作用是确定卡簧槽的轴向位置,限制半轴的轴向窜动,若该尺寸过大,则可能造成卡簧无法弹开,失去作用;若该尺寸过小,则可能造成卡簧提前弹开,装配不到位。为了保证尺寸精度,提升半轴齿轮的工作可靠性,对尺寸超差情况进行分析,找出原因,提出了解决办法,经验证,效果良好,为解决其他同类尺寸超差问题提供了理论依据。
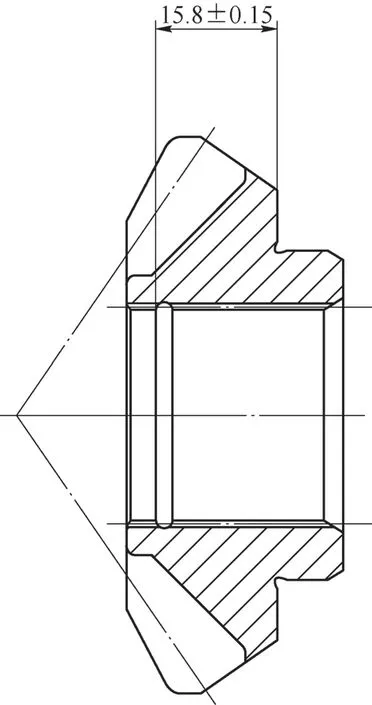
图1 半轴齿轮超差尺寸位置示意
2 尺寸超差原因分析
2.1 测量系统分析
尺寸检测系统如图2所示,采用薄片式高度尺测量头(量仪分辨率为0.01mm),检测块上平面(基准面)与工件被检测平面完全贴合,测量检测块的基准面到卡簧槽的距离。测量时,将零件放在基准面上进行测量,全过程为手动操作,人为因素存在一定的影响;同时,测量受两个面平行度影响,每次检测前需要核对基准。测量系统中量仪的分辨率为0.01mm,<T/20(尺寸公差T=0.3mm),满足测量需求。
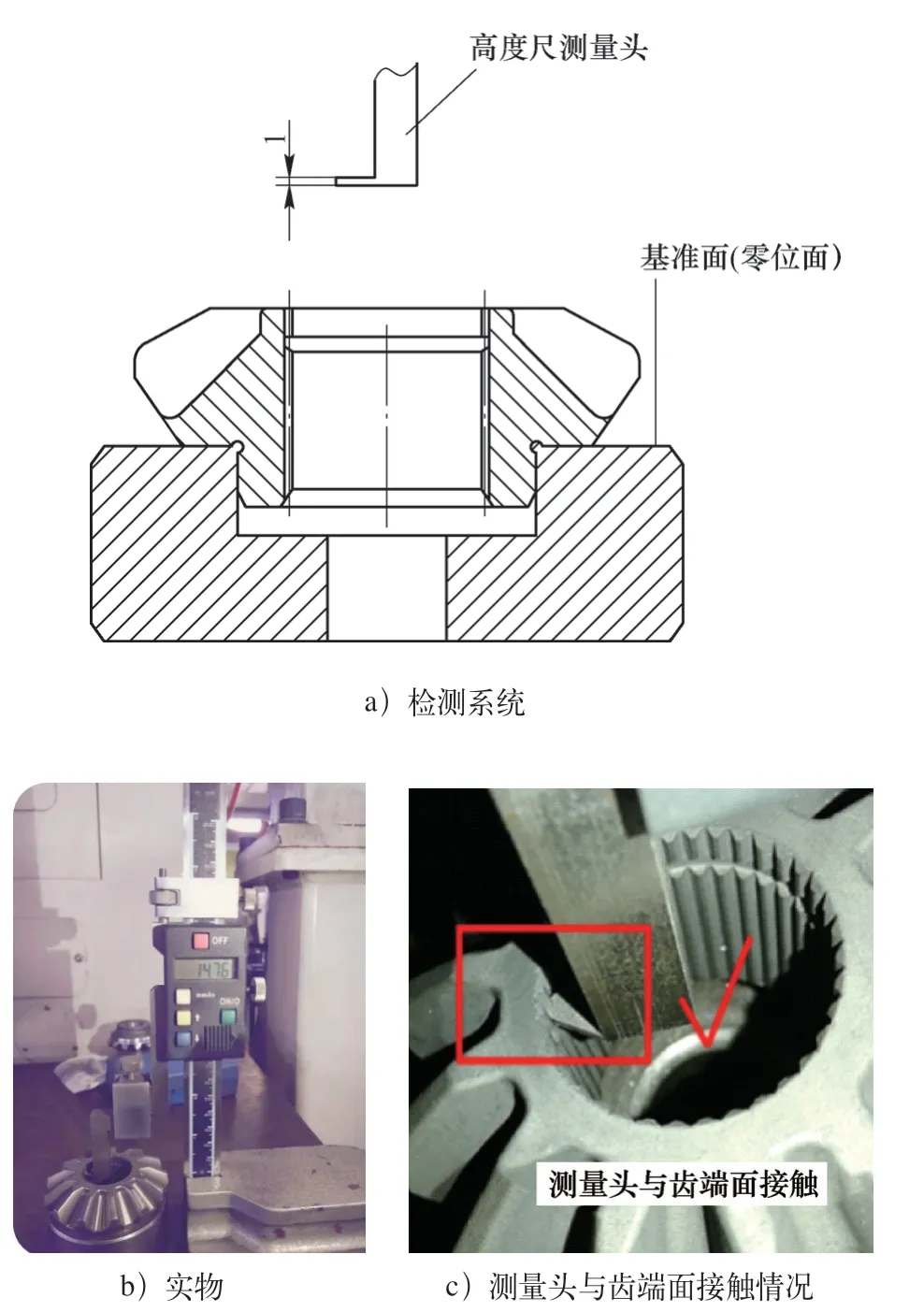
图2 尺寸检测系统示意
测量时清洁工件、检测块和标准件,放置到检测平台上,将高度尺测量头下端面移动至检测块(检测块上、下面平行度要求≤0.005mm,并按照检具周期校验规定校验)基准平面上,高度尺对零,使用标准件(标准件定期检测标定)校准,每次检测前校验一次,将零件放置在基准平面上,将高度尺测量头上端面移动至卡簧槽上端面,读取数值。在实际读数的基础上加上测量头的厚度1mm,得到实测值。
2.2 测量能力分析
选取自制15.8mm尺寸标准件作为样件,使用蔡司三坐标测量机测量(见图3),将测量10次的平均值作为标准件尺寸真值。一名检验员对标准件测量相同位置50次,利用Minitab软件生成标准件测量尺寸结果运行如图4所示。量具能力Cg及能力指数Cgk计算公式分别为

图3 标准件使用蔡司三坐标测量机测量
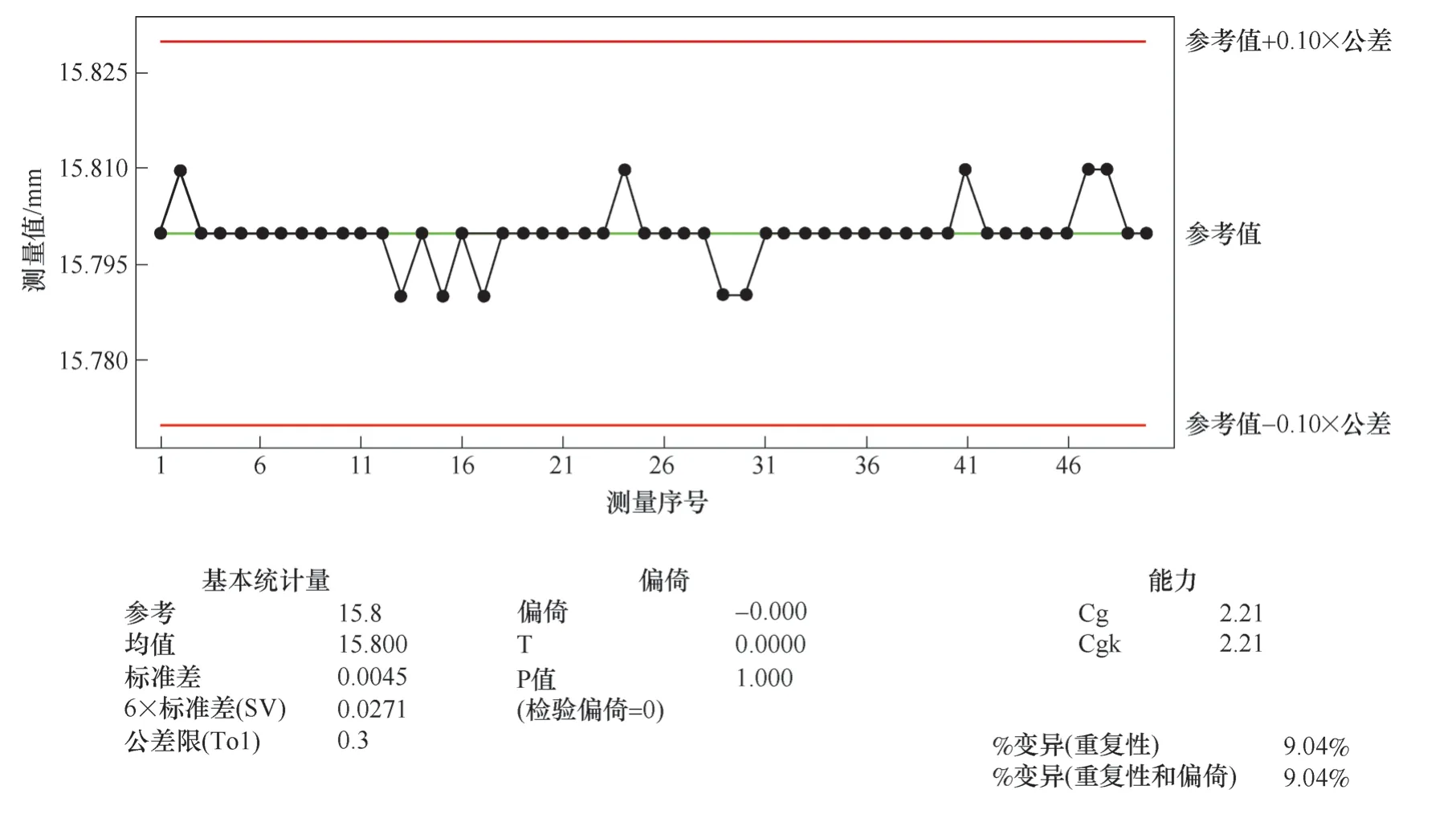
图4 测量尺寸结果运行示意
利用式(1)和式(2)计算出Cg(量具能力)=2.21,Cgk(量具能力指数)=2.21。Cg=Cgk,说明测量系统无偏倚;Cgk>1.67,说明测量系统能力可以满足使用要求。
2.3 原始过程能力分析
现场加工产品时,每半个小时(约生产50件)连续抽检5件,用收集的25组数据导入Minitab软件,生成过程能力分析图(见图5),=15.751mm,S=0.0292mm,理论中值Tm为15.8mm。计算出Cpk=1.17,Cp=1.73。Cpk<1.33,不满足合格率要求。Cp反映的是能够达到的过程能力的最高水平,Cpk反映实际的过程能力。Cp和Cpk值差异较大,中心发生偏移0.049mm。
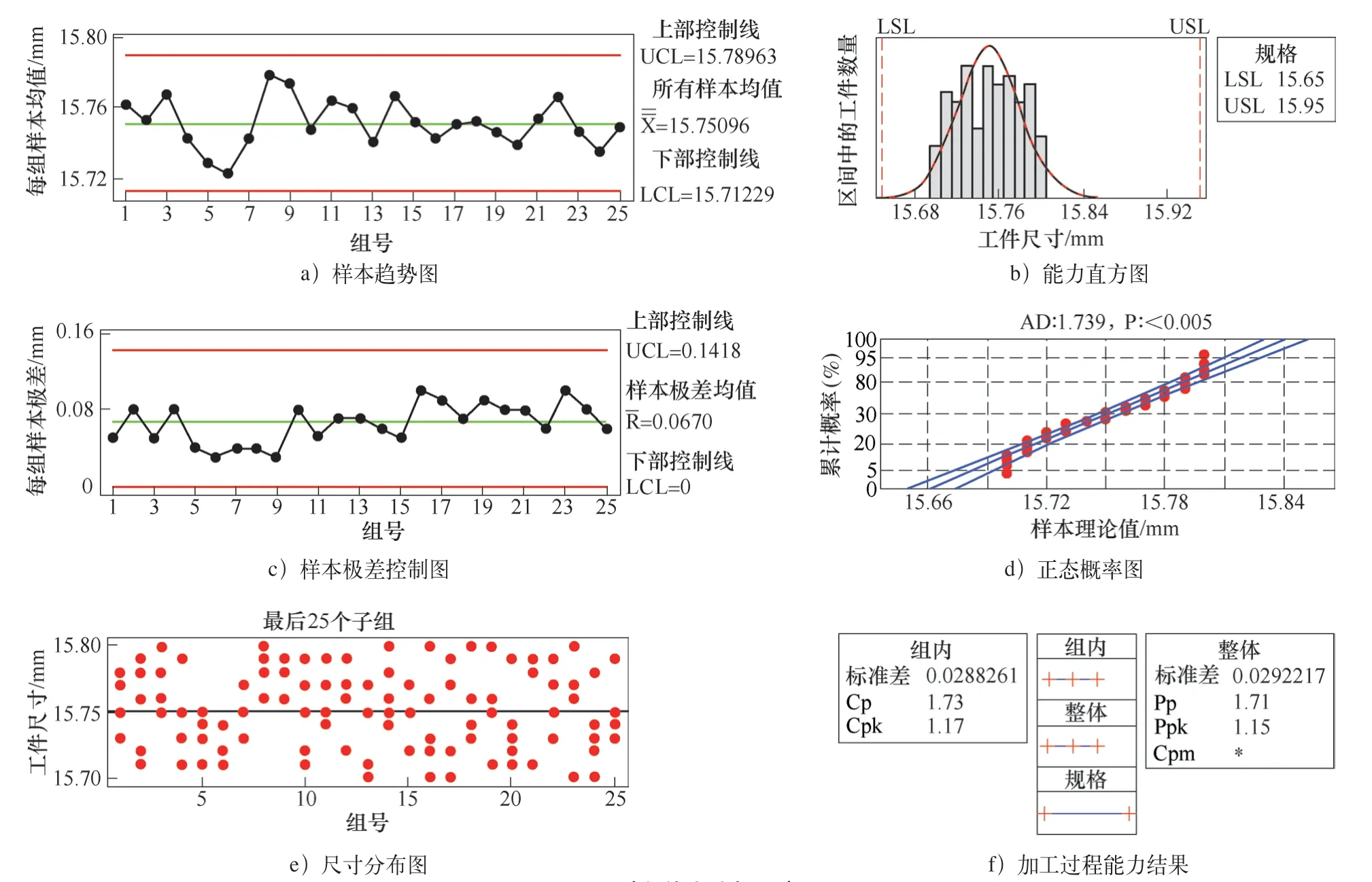
图5 过程能力分析示意
为了保证尺寸精度,确保产品合格率,一是需要将均值移至中差位置。尺寸的正态分布如图6所示,如保证Cpk>1.67,需将均值保证在15.792~15.808mm,均值μ需向右移动0.041~0.057mm;二是需要标准差不变。依据均值的活动范围,建立控制线,上控制线(μ+4δ)最大为15.80+4×0.0292≈15.92mm,下控制线(μ-4δ)≈15.68mm,即产品加工尺寸控制在15.68~15.92mm。
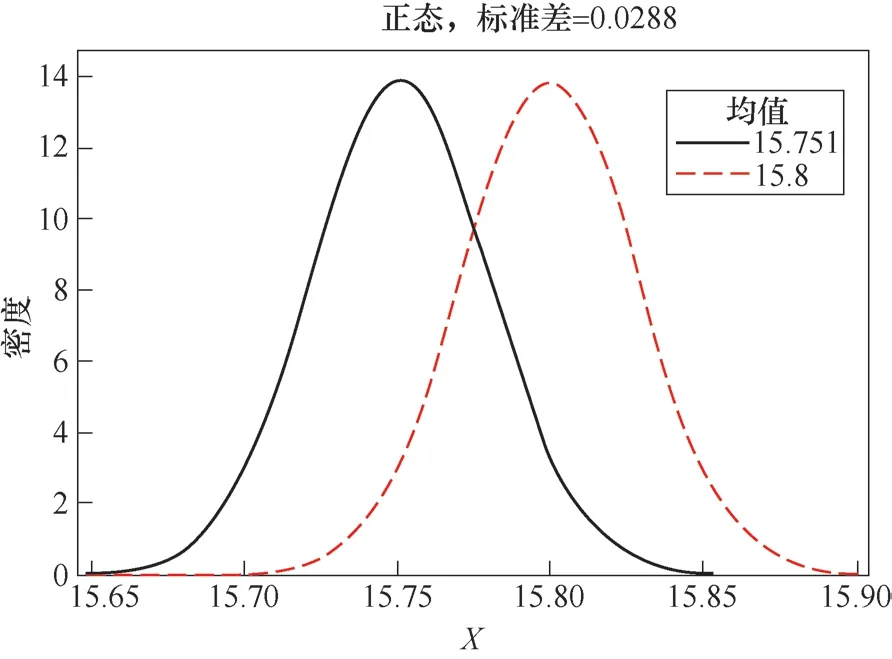
图6 尺寸的正态分布
2.4 热处理变形影响分析
因产品经过热处理,轴向变形可能会导致尺寸测量基准位置发生变化。从20件工件的安装距和15.8mm尺寸前后变化量的检测数据来看,热处理对安装距存在少量的影响。分析主要是由于齿形方向存在变化,因此影响了齿形定位检测安装距,但误差不超过0.01mm,对15.8mm尺寸的影响可忽略不计。
2.5 工艺过程分析
半轴齿轮加工工艺流程为:下料→制坯→锻压→机械加工(热处理前)→热处理→机械加工(热处理后)。因为15.8mm尺寸测量超差的两个面均是在热处理后机械加工完成的,所以应重点对机械加工(热处理后)工序进行分析。
图7为热处理后精车加工图样。精车工序在数控车床上完成,采用人工手动装、卸工件。加工时,将工件装入齿形定位块,工件齿槽对准定位块齿形,以齿面定位。在同一次装夹中,按照图样要求对安装距34mm和卡簧槽宽度2.2mm尺寸进行加工,加工面为图7b中的安装面和卡簧槽右端面,分别由两把车刀(外圆车刀和内孔车刀)完成。两个尺寸加工完成后,即形成了15.8mm尺寸的两个测量面。
卡簧槽右端面为热处理前加工,均以齿形定位。卡簧槽右端面位置由热处理前机械加工时的15.8mm尺寸控制(卡簧槽左端面为槽宽2.2mm尺寸的加工基准,其位置由15.8mm尺寸确定),而热处理前15.8mm尺寸因受刀具磨损和机床、夹具系统的影响,存在一定的公差;另外,热处理前2.2mm槽宽加工也受到刀具磨损影响,因此卡簧槽右端面的绝对位置存在变化,热处理后加工时以其作为槽宽的加工基准,用于确定卡簧槽左端面的加工尺寸,存在较大的误差。
经过对测量系统、测量能力、原始过程能力、热处理变形影响及工艺过程等5个方面的分析,可以判断出要解决15.8mm尺寸超差问题,应从工艺控制方法上进行改进。
3 热处理前后尺寸中值变化计算
图8为热处理前机械加工图样,对槽宽2.2mm、安装距34mm尺寸的要求如图8a所示,转换后的中间尺寸换算如图8b所示。结合图7a热处理后的尺寸精度要求,对安装距34mm和槽宽2.2mm尺寸在热处理前后的中间尺寸及公差变化进行计算,结果见表1。
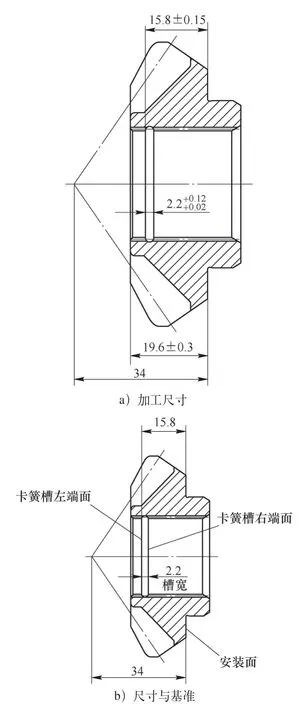
图7 热处理后精车加工图样
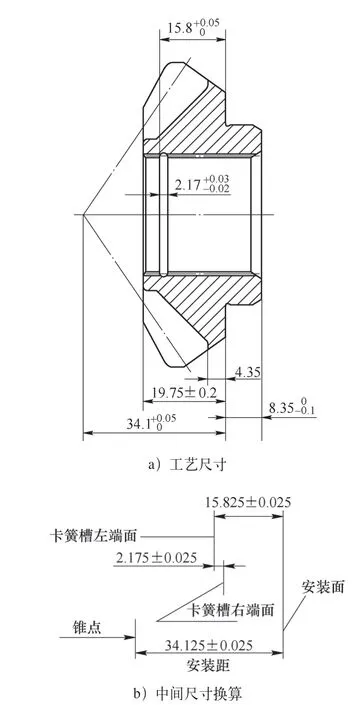
图8 热处理前机械加工图样
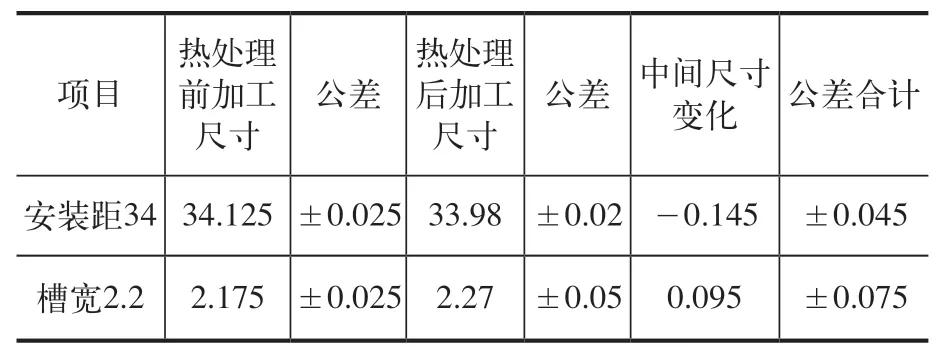
表1 热处理前后安装距34mm和槽宽2.2mm的中间 尺寸及公差变化计算结果 (单位:mm)
图8中15.8mm尺寸热处理前控制尺寸为(15.825± 0.025)mm,结合表1数据,热处理后精加工时,因受安装距34mm和槽宽2.2mm尺寸变化的影响,其中间尺寸变化为15.825-0.145+0.095=15.775(mm),实际公差变化为(±0.025)+(±0.045)+(±0.075)=±0.145(mm),即实际精加工后,得到的尺寸为(15.775±0.145)mm。与图7精加工要求的(15.8±0.15)mm比较,其中值出现0.025mm偏差,极限状态下的加工尺寸为15.63~15.92mm(图样要求极限尺寸为15.65~15.95mm),可能会出现超差现象。
4 工艺改进
15.8mm尺寸的两个面在热处理前、后加工时,均是在一次装夹中同时加工完成,没有固定的基准面,且不能形成封闭的尺寸链,造成该尺寸控制困难。因在加工时,均以齿形定位,所以为了形成封闭的尺寸链,将15.8mm尺寸中卡簧槽左面检测基准变更,检测其到锥点的距离,基本尺寸为18.18mm。工艺改进后的尺寸链如图9所示。
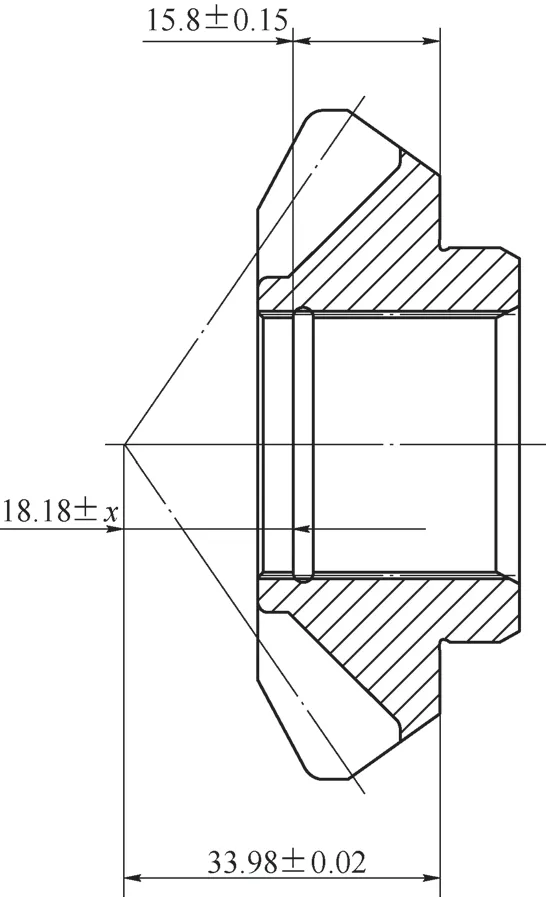
图9 工艺改进后的尺寸链
按照加工尺寸链设置原则,15.8mm尺寸为18.18mm尺寸和34mm尺寸加工后自然形成的尺寸,应为封闭环;在其他尺寸不变的情况下,18.18mm尺寸的增大会使15.8mm尺寸减小,其为减环;34mm尺寸增大会使15.8mm尺寸增大,其为增环。将数据代入式(3)、式(4)可计算出18.18mm尺寸的公差为±0.13mm,即加工时18.18mm尺寸加工精度达到(18.2±0.13)mm时,可保证(15.8±0.15)mm尺寸不出现超差。
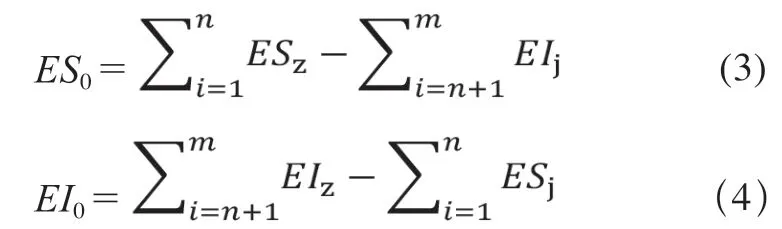
式中,n为增环数目;m为组成环数目;ES0、EI0分别为封闭环的上、下偏差;ESz、EIz分别为增环的上、下偏差;ESj、EIj分别为减环的上、下偏差。
结合批量加工时工序能够达到的经济精度和提高加工可靠性两个方面考虑,将热处理前后机械加工时的18.18mm尺寸加工公差全部提升为±0.02mm,设置精加工时的加工余量为0.1mm,即热处理前的工序尺寸为(18.28±0.02)mm,此时精加工出的15.8mm尺寸精度为(15.8±0.04)mm,满足图样(15.8±0.15)mm的技术要求。
采用新工艺后,2.2mm槽宽会受到18.2mm尺寸控制,18.2mm尺寸热处理前后加工的公差对其会产生影响。表2为热处理前后加工18.18mm尺寸的中间尺寸及公差变化数据。如图8所示,热处理前槽宽工序尺寸为(2.175±0.025)mm,引入18.18mm尺寸对其的影响后,热处理后精车工序其基本尺寸为2.175+0.1=2.275(mm),公差为(±0.025)+(±0.04)=±0.065(mm)。根据尺寸计算的结果,采用该方式将基准转化以后,槽宽尺寸控制在(2.275±0.065)mm,满足图样(2.27±0.1)mm的技术要求。工艺改进后热处理前后机械加工工序如图10所示。
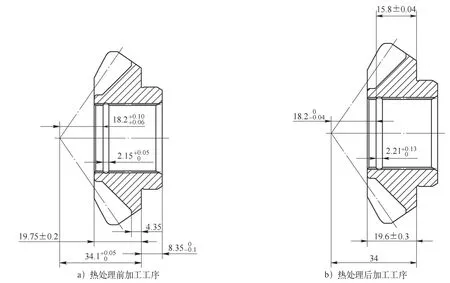
图10 工艺改进后热处理前后机械加工工序

表2 热处理前后加工18.18mm尺寸的中间尺寸及公差 变化数据 (单位:mm)
5 工艺改进后15.8mm尺寸Cpk验证
确认设备、夹具和刀具精度满足技术要求后,工件几何公差调整至合格,连续加工5件,检测尺寸稳定后,再连续加工,每半小时(约生产50件)抽检连续加工的5件工件,用收集的125组数据导入Minitab软件,生成过程能力分析图。图11为基准转化后加工15.8mm尺寸过程能力分析图,实际均值为15.8mm(工艺改进前为15.751mm),Cp=3.19(工艺改进前为1.73),Cpk=3.18(工艺改进前为1.17),均值在中差,无明显偏移,尺寸调整有效,过程能力非常好。
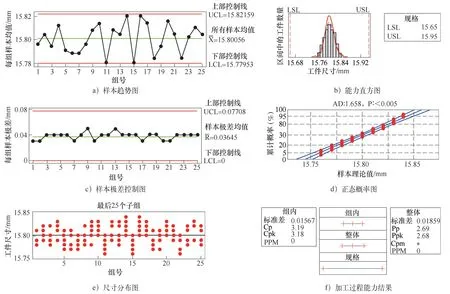
图11 基准转化后加工15.8mm尺寸过程能力分析示意
6 结束语
结合现代质量管理统计Minitab软件,针对半轴齿轮出现的尺寸超差现象,从测量系统、测量能力、原始过程能力、热处理变形影响和工艺过程等5个方面进行分析,找出超差原因是工艺过程设置有缺陷;针对工艺系统缺陷进行工艺改进,变更超差尺寸对应控制尺寸的基准,并进行生产验证,改进效果理想,解决了尺寸超差问题。该尺寸超差分析路径和改进方法,可为同类型产品尺寸超差问题的解决提供借鉴和理论支撑。