环保限产期间如何提升轧钢厂双炉生产节奏
2021-11-01孙倩
孙倩
摘要:随着国家越来越重视环保,环保限制产能成为钢铁企业的常态。如何提高限产期间钢铁产能,成了钢铁企业需要解决的根本问题,本文通过优化制度,设备调整,优化程序及操作方法等方面的一系列技术措施,提高了生产节奏。
关键词:限产 双炉生产 提高轧机产能 时序优化
一、引言
热轧厂是邯钢的产能大户,正常生产时,加热炉投用三座加热炉生产,能够满足轧机产能。环保限产期间, 公司要求热轧厂双炉生产,加热炉产不能满足轧机产能。为了保证产量的完成,只有提高生产节奏,此时加热炉成为了制约瓶颈。
二、生产中的问题
双炉生产,加热能力偏低,装/出钢和步进梁动作节奏慢,板坯出现温度欠烧和板坯到位慢问题,导致双炉生产时,小时生产块数远远低于三座加热炉生产节奏。
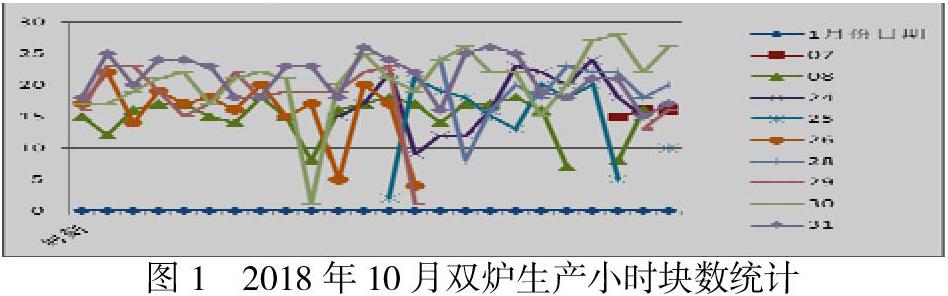
双炉生产节奏提升主要从加热制度优化,设备改造调整,设备动作提速与时序优化和操作控制优化四方面着手,按秒计进行分析总结,并逐项解决问题的方法,将生产节奏平均小时块数提高2块/小时。之前,双炉生产节奏数据如图1。
三、解决问题的具体实施步骤和措施
1、加热制度优化
针对双炉生产,加热炉烧嘴进行了重新标定调整,放大了预热段和加热一段烧嘴功率。双炉生产,板坯在炉时间短,根据板坯宽度,计算出板坯在炉时间,根据加热炉加热板坯宽度,小时生产块数和在炉时间,重新优化了各区加热制度。根据双炉生产,按照板坯宽度,计划生产块数。
双炉生产对比三座加热炉生产,板坯在炉时间大幅度降低,按照之前加热制度,板坯加热指标无法保证,均匀性较差。双炉生产,需要把板坯提前加热,增大均热段均热时间,降低均热段温度设定,避免均热段当加热段使用。
2、设备改造调整
预热段和加热一段烧嘴功率放大后,加热制度预热段,加热一段和加热二段设定温度平均提高20℃,导致烟道换热器温度偏高,换热器保护程序启动,控制预热段烧嘴不能正常燃烧。为了降低换热器温度,对稀释风机管道进行了改造。之前,每座加热炉单独一个稀释风机冷却换热器,加热制度更改后,稀释风机功率不能满足冷却供风要求。针对此问题,将四座加热炉稀释风机管路进行了串联。开启双炉生产,关闭不使用加热炉稀释风机进风阀门,使用三个稀释风机进行换热器冷却,换热器温度得到良好控制。预热段烧嘴按照温度设定,正常燃烧。
3、设备动作提速与时序优化
宽度1500mm以下板坯,双炉装钢块数可达70块以上,加热能力提升后,加热温度能够满足生产要求,但板坯到位慢,影响生产节奏。针对到位慢,对加热炉设备进行提速,动作时序进行优化,节省时间,提高生产节奏。
4、操作控制优化
利用装钢机前进距离可以自动调节功能,实现装出钢同步进行,节省出整个出钢机动作时间。装窄断面板坯时,步进梁走出正常装钢位空间,装钢机前进3200mm左右,装钢机最大可走4700mm,装钢空间加大,装钢机根据装钢空间大小自动计算前进距离。开发出优先到位程序,如果板坯差一步到出钢位,优先将板坯走到位,然后再允许装钢机动作装钢。若差两步到位,查看装钢机前进距离,若装钢机前进距离有1米的余量,操作时,优先打“Empty”排空模式将板坯走到出钢位,然后打回“Normal”模式,这样,可以保证装出钢同步进行。装钢时间124s,出钢时间72s,可以节省出整个出钢时间。然后对操作画面进行了优化,将步进梁控制模式放入到主画面,方便操作。
四、提升生产节奏的技术要领
双炉生产节奏提升,加热炉是制约瓶颈,关键环节主要有:
1、加热炉加热能力根据双炉生产进行调整,重新标定烧嘴,放大预热段和加热一烧嘴功率,采用提前加热理念,加大板坯均热段时间,确保板坯加热指标和板坯的均匀性。
2、针对放大前段烧嘴功率,换热器温度高,改造稀释风机管路,增大稀释风风量,降低换热器温度。
3、设备提速,提高装出钢辊道速度,提高步进梁动作速度,优化了影响节奏的动作时序,节省了板坯传送,板坯前进,装钢机和步进梁连锁装钢时间。
4、实现装出钢同步,开发了优先到位功能,节省出钢时间,提高生产节奏。优化操作画面,为操作提供便利。
五、其先进性体现及运用中的效果
原三座加热炉生产,是根据三座加热炉生产节奏时设定的,投用三座加热炉,加热产能能够满足轧机产能。这次改进是适用于双炉生产节奏而创造的。原来不能满足双炉生产时加热能力,出钢节奏也不能达到块数要求。
1、改进后提高了加热能力,改变了加热制度和烧钢理念,改造了换热器温度控制风量,提高了设备动作时间,优化了动作时序,实现了装出钢同步,生产节奏有了明显提升,小时生产块数平均提高2块/小时。
2、根据板坯宽度,计算出双炉生产时板坯在炉时间,根据在炉时间,制定出具体的加热制度。改进后放大了前段加热能力,使板坯得到提前加热。
3、改造了稀釋风机管路,充分利用了现有设备,解决了加热制度改变带来的问题。
4、提高装出钢辊道速度,步进梁动作速度,装钢机与步进梁连锁动作时序,节省出大量时间,提高了生产节奏。
5、操作实现了装出钢动作同步,开发了优先到位程序。
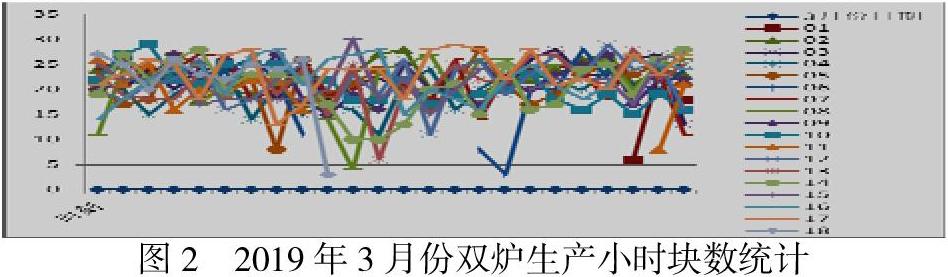
通过这次改造,1500mm以下板坯节奏有23块/小时,提高到25块/小时,1500-1800mm板坯节奏有22块/小时,提高到24块/小时,1800mm以上板坯节奏有18块/小时,提高到19.5块/小时。操作法采用后,生产节奏如图2。通过采用本操作法后,小时产量平均提高50t/小时。
参考文献
[1]何安瑞, 邵健, 孙文权,等. 适应智能制造的轧制精准控制关键技术[J]. 冶金自动化, 2016(5):1-8.
[2]邵健, 何安瑞, 孙文权, 宋勇, 荆丰伟. 面向生产全过程的热轧带钢精准控制核心技术[J]. 中国冶金, 2017,27(05):45-50.
