垃圾渗滤液膜滤浓缩液处理技术研究与应用进展
2021-11-01关淑妍赵庆良高庆伟赵冠舒
丁 晶,关淑妍,赵庆良,2,高庆伟,赵冠舒,王 琨,2
(1.哈尔滨工业大学 环境学院,哈尔滨 150090;2.城市水资源与水环境国家重点实验室(哈尔滨工业大学),哈尔滨 150090)
垃圾的焚烧处理前置储存和卫生填埋都将产生大量渗滤液。中国垃圾渗滤液的产生量一直呈现上升态势,如从2011年的49.546×106t到2017年的76.794×106t,预计2021年垃圾渗滤液产生量将达到112.66×106t[1-2]。为满足渗滤液排放标准,增加膜处理单元作为深度处理已成为渗滤液处理升级改造的主要方式。
用于垃圾渗滤液处理的膜工艺主要包括纳滤(NF)、反渗透(RO)以及二者联合使用。相应地,渗滤液膜滤浓缩液(LC)也就分为纳滤浓缩液(NFC)和反渗透浓缩液(ROC)。NFC和ROC的产生量分别占原渗滤液的15%~30%和15%~60%[3],其主要水质特征如表1所示[4-7]。可以看出,NFC与ROC皆是含有高浓度有机物和无机盐、可生化性较差的废水,若得不到有效处理便排放将会对环境造成严重的二次污染。

表1 渗滤液膜滤浓缩液主要水质特征
LC的安全处理处置主要是通过污染物与水分离,或者将其中的污染物质矿化或分解来实现的。LC的处理方法既有较为简单的回灌、蒸发与絮凝沉淀等传统工艺,又有较为复杂的高级氧化法等新型工艺,此外还多采用组合工艺。根据LC中污染物的去除与转化原理,LC处理方法除回灌处理外,基本可划分为物理处理法、化学处理法和物化处理法。近十年来已有多篇综述论文总结归纳LC处理方法[6,8-11],普遍认为LC的妥善处理是渗滤液膜处理技术的发展瓶颈[7,12],有学者于2015年针对LC处理的9个单一方法的原理和研究进展进行过综述[13],另有学者还从LC转移、减量化、资源利用和无害化处理4个方面对LC处理工艺的特点和存在问题进行了总结[14]。本文在前人研究成果的基础上,根据工艺原理对国内外现有LC处理方法进行分类,更加详细地量化探讨不同方法的应用效果、成本及技术发展阶段,深入分析各工艺的适用范围,对比不同高级氧化技术详细的应用参数和处理效果,给出适合于实际工程应用的组合处理工艺,阐明LC处理技术的未来研究重点,期望可为LC处理的实际应用方案提供思路和参考。
1 渗滤液浓缩液的回灌处理工艺
垃圾填埋LC回灌处理与渗滤液回灌法相似,将填埋单元视作生物膜反应器,LC通过喷洒、井注、表灌等方式回流,当LC沿空隙流动时,在填埋层上附着生长的微生物会吸附、降解LC中的有机物等污染物质,使其得到净化[15]。
LC在回灌前期可以促进填埋垃圾的分解、加速填埋场稳定化进程,但长期回灌将导致渗滤液的电导率、COD、氨氮和硫酸盐浓度增加,回灌一年后,渗滤液出现pH上升、BOD5与COD比下降的现象,同时利于甲烷的生成[16]。渗滤液和LC混合回灌可以减轻对垃圾降解的抑制作用、降低渗滤液水量、减少污染物的排放[15],但长期运行后再产生的LC中难降解有机物、氨氮、重金属和盐度都将大幅升高[17]。水质变化会导致膜工艺处理效率下降,增加膜分离系统运行成本,带来二次污染风险,甚至导致渗滤液处理系统失稳崩溃,长期运行稳定性较差。
2 渗滤液浓缩液的单元处理工艺
2.1 渗滤液浓缩液的物理处理
渗滤液浓缩液物理处理的典型工艺就是LC的蒸发处理方法,包括浸没燃烧蒸发法(SCE)和机械式蒸汽再压缩处理法(MVC/MVR)。
SCE法利用填埋场产生的填埋气或厌氧发酵产生的沼气,将其与空气充分混合后燃烧,产生的高温烟气直接通入LC中,使气液进行无固定界面的热量传递,蒸发LC中的水分,设备结构较简单,不存在结垢、腐蚀的问题,热传递效率高。LC经SCE法再浓缩后可直接结渣或结晶,过程中产生的蒸汽冷凝液及燃烧排放的CO2、颗粒物及不凝气等均稳定满足相应标准,但其对氨氮去除效率较低[18],实际蒸发率会随原水水质水量变化而产生一定波动[19]。上海老港渗滤液处理厂200 m3/d SCE法实际项目吨水耗电量32 kWh/m3[18],光大环保能源(镇江)有限公司3台SCE蒸发器(100 m3/d)全量处理的平均吨水耗电量为15 kWh/m3[19]。可见,SCE法电耗相对较低,现已投入工程应用。
MVC/MVR法通过压缩加热蒸发系统产生的二次蒸汽使其成为热源,实现循环利用蒸汽,自动化程度高,是目前最常用的蒸发法之一。MVC/MVR法需与干化系统联用得到符合填埋要求的结晶污泥[20],蒸发过程中可借助气塔对LC中有机钠盐和铵盐进行回收,产水能达标排放[21],但LC中高含盐量对蒸发压缩机所提供的温度要求高,不利于蒸发装置的稳定运行,氯离子对MVC/MVR装置腐蚀作用较为严重,设备常存在结垢和腐蚀问题,需经定期清洗与维护才能实现长期稳定运行[22]。青岛市小涧西生活垃圾处置园区的LC预处理-蒸发-干化处理工程(500 m3/d)运行成本约为105元/m3(含人工费、电费、药剂材料费和维修费)[21],利用MVC/MVR技术对厦门东部填埋场渗滤液处理站ROC、NFC及混合LC进行中试浓缩试验,蒸发-干化装置运行成本分别为141.17、128.6和131.05元/m3(含电费、药剂费和人工费)[23],此外,厦门东部固废处理中心24 m3/d预处理-蒸发-干化工程性试验项目运行总成本约为150元/m3[20]。
2.2 渗滤液浓缩液的化学处理
LC的化学处理法主要包括焚烧处理、超临界水氧化处理和高级氧化处理等。在LC的化学处理过程中,污染物性质、种类和数量都发生了变化。
2.2.1 LC的焚烧处理
焚烧法安全处置LC一般适用于垃圾焚烧厂,在收集LC后过滤,经雾化喷枪直接回喷至垃圾焚烧炉内,可彻底实现LC的无害化、减量化。和国外垃圾不同,中国焚烧厂中垃圾含水率高,热值较低,回喷技术对焚烧炉膛内燃烧和温度影响较大[24]。因此,LC处理采用回喷技术时需要合理控制回喷比,在不影响正常垃圾焚烧的情况下实现LC的无害化[25]。研究表明,当垃圾低位热值小于4 184 kJ/kg时不允许进行LC回喷,当垃圾低位热值逐渐升高至大于5 439 kJ/kg时可以进行LC回喷,但各地实际回喷量随着地域垃圾差别有较大差异,理论上允许回喷量随热值呈线性正相关关系,但一般不超过垃圾处理量的10%[26]。将生活垃圾焚烧发电厂LC以4.17 m3/h回喷至设计入炉低位热值为7 118 kJ/kg的750 t/d焚烧炉中,能确保稳定运行,且排放烟气中各污染物浓度符合国家标准[27]。
LC的回喷焚烧能够彻底消除其中污染物质,但难以实现全量回喷情况下的稳定运行,回喷后还存在炉膛温度下降、热损失和炉膛腐蚀等问题[24]。因此,工程中常对LC进行再浓缩,降低回喷量后再焚烧。炉膛腐蚀主要由LC中氯和硫元素导致,其中氯元素的影响更大,因此使用时除控制最佳回喷比使温度在900 ℃左右,还应关注炉膛内壁对氯腐蚀的防护[28]。
2.2.2 LC的超临界水氧化处理
当压力和温度都升高到临界点(374.3 ℃、22.05 MPa)以上时,水的理化性质会发生很大变化,表现出类似于非极性有机化合物的性质,具有高扩散性和优良传质特性,该状态被称为超临界水。超临界水氧化(SCWO)则是以超临界水作为介质,向反应体系中通入分子氧,此时氧气能与有机物质进行良好互溶,形成均一富氧相,解除相间传质限制。此外,无机物几乎不能溶于超临界水,可在氧化反应过程析出,以无机盐形式离开反应体系[29]。已有研究表明,使用盐浴间歇式SCWO实验装置进行NFC处理,COD和氨氮去除率分别可达到90%和80%以上,且出水COD 和氨氮的去除率随温度和氧化系数的提高而增加,压力变化无明显影响[30]。
SCWO法处理LC可以快速得到明显净化效果,但由于反应要求的条件苛刻、设备易腐蚀,在设计、操作和运行上都存在很多问题。目前用于降低反应要求并缩短反应时间的SCWO催化剂正在开发中[31]。
2.2.3 LC的高级氧化法处理

不同AOPs对于污染物的去除效果存在差异,同种方法对不同水质LC的处理能力也有所区别。通过调研国内外文献和研究成果,不同试验条件下基于·OH的高级氧化法处理LC的效果及所需成本详见表2(NFC处理)及表3(ROC处理),为后续开发更加高效、低成本的·OH高级氧化技术提供数据依据和思路参考。由于国内外及国内不同地区垃圾组分存在一定差异,各地区渗滤液及LC的成分和污染物浓度也会有所不同,表2和表3数据仅具有部分参考意义,具体处理方法的选用仍需因地制宜。

表2 基于·OH的高级氧化工艺用于NFC处理的主要参数及效能
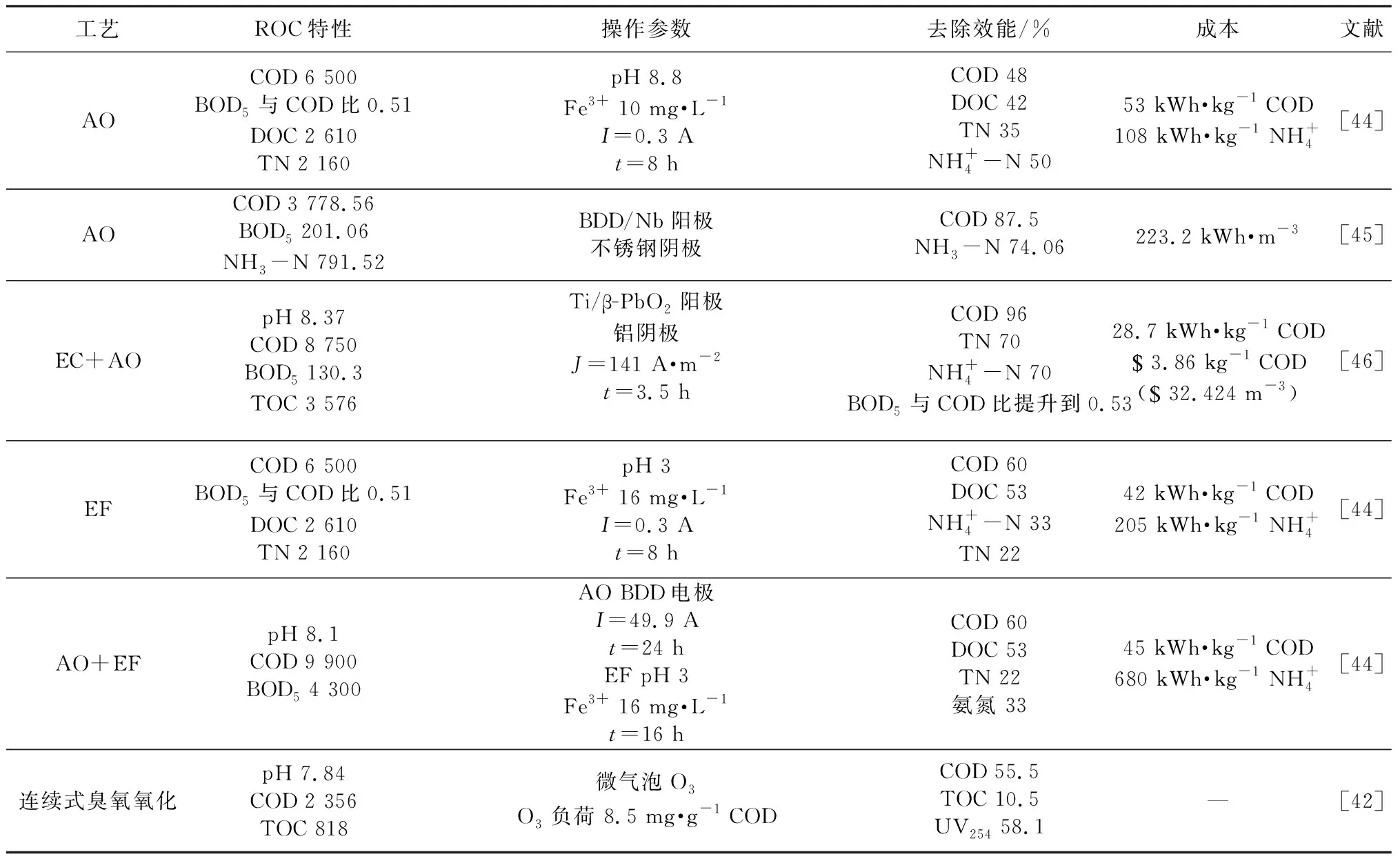
表3 基于·OH的高级氧化工艺用于ROC处理的主要参数及效能


表4 基于的高级氧化工艺用于LC处理的主要工艺参数及效能
综上,高级氧化法可以降解LC中难降解有机物,对TOC、COD及色度都具有良好去除效果,且可大幅提升LC的BOD5与COD比,但对其中盐度的去除效果非常有限。现已投入实际应用的高级氧化法主要包括芬顿和臭氧氧化,其他一些相对较新的高级氧化法尚处于实验室阶段,部分技术能耗和药剂消耗较大,运维成本高,对管理技术人员专业水平要求高,且通常需与其他技术联用,还需要进一步的改良优化,与实际应用存在一定的距离。但无论从技术可行性还是经济可行性的角度,高级氧化法都是一类极具前景的LC处理方法。
2.3 渗滤液浓缩液的物化处理
LC的物化处理法利用物理与化学的综合作用使LC中的污染物得到去除,主要包括絮凝沉淀、吸附、膜分离、固化与稳定化处理等。
2.3.1 LC的絮凝沉淀处理
絮凝沉淀处理法通过固液分离能够有效去除LC中的溶解性有机物,常用于处理含有大分子有机物的废水,其中包括化学絮凝和电絮凝两种方式。

2.3.2 LC的吸附处理
吸附剂的多孔结构利于吸附法中物理吸附和化学吸附的进行,对于去除废水中色度、氮、磷、金属离子和中等分子质量以下难降解有机物等污染物都有非常好的效果。
最常用且普遍认可的吸附剂为活性炭,有研究利用木质粉末活性炭处理LC,出水COD去除率达到90%,电导率降低75%~80%[55]。粉末活性炭价格昂贵且需频繁更换,运行成本高,有人使用更廉价的硅藻土吸附剂处理LC,但该方法处理效果不佳,盐度仅下降0.007%,COD去除率仅为15.37%[56]。
目前已有试验证明吸附法处理垃圾渗滤液的可行性,但对于LC的吸附处理研究较少。
2.3.3 LC的膜分离处理
膜分离法包括利用纳滤膜、反渗透膜、正渗透及膜蒸馏等方法将溶液中的有机物和无机盐有效分离出来,可实现LC的减量化,常与焚烧处置法联用以实现污染物质的无害化。研究表明,当NFC添加盐酸、阻垢剂和还原剂后增压进入膜组件进行减量时,反渗透处理效果优于纳滤,50%以上产水可达标回用于城市绿化等方面,吨水耗电量7.8 kWh/m3[57]。在处理规模550 m3/d的实际案例中,二级物料膜工艺处理NFC/ROC可有效分离芳香性组分,LC减量88.17%。其中一级浓液含有高浓度腐殖质,可考虑进行资源化处理,二级浓液中COD相对较少,可通过进一步处理实现达标排放,运行效果稳定[58]。该类方法发展成熟,已有大量实际应用案例证明其可高效稳定运行[58],但易发生膜污染,需定期清洗,成本较高。
正渗透法利用不同浓度溶液之间的渗透压梯度作为驱动力以实现较低浓度溶液的浓缩,无需外加压力,可改善膜污染程度,运行周期长,能够有效降低成本[59]。采用正渗透法需谨慎考虑汲取液和膜的选择问题,有研究表明,用16%的氯化钠溶液作为汲取液进行三段浓缩可将两级ROC减量50%以上,产水质量优于《城镇污水处理厂污染物排放标准》(GB18918—2002)中一级A排放标准,平均运行费用54.83元/m3[60]。目前虽已有试验证明正渗透法处理LC的技术可行性,但相关研究较少。
膜蒸馏法利用疏水性膜和膜两侧温差造成的不同蒸汽压以浓缩溶液中非挥发溶质,设备体积小,应用灵活,是广受关注的新兴浓缩方法。膜蒸馏法处理LC可得到95%以上的COD去除率及脱盐率[61],甚至几乎完全去除[62],产水过程污染物浓度会随浓缩倍数增加而上升,但浓缩10倍时仍可稳定满足《生活垃圾填埋场控制标准》(GB16889—2008)的出水要求[61]。该方法的主要问题在于膜污染,其中主要污染物Ca2+和Mg2+可通过结合絮凝沉淀预处理去除,减轻膜污染程度,延长运行周期[62]。

2.3.4 LC的固化与稳定化处理
LC中含有大量难降解有机物和重金属等难去除污染物,固化与稳定化法可使其中的物质被包容起来或呈现化学惰性,以便于贮存、运输和后续处理,降低对于环境的威胁。
用普通水泥作固化剂、加入斜发沸石等辅料对LC进行固化稳定化时,浸出液中只含有1%的有机物,氨氮、氯化物及Ni、Cu、Zn等重金属浓度均可达标,但该方法对Cr的固定能力有限[66]。有研究采用燃煤电厂粉煤灰部分替代水泥作为固化剂,实验结果表明,采用不同的固液比,将粉煤灰与水泥按不同比例进行混合均可使浸出液达标[67],但固化体的长期稳定性还需继续探究。另有以粒化高炉矿渣为主体成分配制的固化剂,灰液比为0.5时,可保证浆体不泌水,处置性价比高,固化体的强度和重金属浸出浓度均可达到填埋场填埋要求[68]。同时,将浓缩液取代工艺水用于焚烧厂飞灰螯合稳定化过程,结果表明,飞灰的重金属浸出浓度没有出现异常波动,因此,对于焚烧厂LC的部分消纳可优先考虑飞灰螯合稳定化[69]。
固化稳定化法得到的产物一般通过填埋处置也可加以利用。有试验采用HTG-SD商业固化剂,其对COD、氨氮、盐分、汞和砷的固化效率分别为87%、93.7%、86.6%、87.6%和94.6%。将固化混合物作为覆盖材料喷射至填埋单元表面时可起到防水和隔绝异味的作用,同时实现一定的经济效益和环保效益[70]。无论对固化产物进行填埋处置还是再次利用,都应针对固化体进行长期稳定性和环境安全性评估,考察其抗压强度、长期淋溶特征等具体性能,此外,LC的固化稳定化处理方法亟需建立相关污染防治技术政策、规范和标准等。
3 渗滤液浓缩液的组合处理工艺
为达到经济可行、效果良好的处理效果,考虑到LC的处理规模、水质参数和周边环境,实际应用中常采用多种处理方法相结合的方式实现LC中污染物的有效去除。根据是否采用膜技术,实际应用中LC的组合处理方法可分为无膜组合处理工艺和膜组合处理工艺。
3.1 无膜组合处理工艺
无膜组合处理工艺一般采用多级物理和化学处理串联的方法,不同处理单元有目标地降低或转移特定污染物,使LC达到排放标准。
常州某垃圾填埋场产生的NFC采用“烧碱软化-混凝沉淀-电化学氧化”组合方法处理,在烧碱软化工段总硬度及钙硬度去除率均可达到95%以上;软化工段出水经2 g/L的FeCl3混凝剂及0.1 g/L的PAM絮凝剂进行絮凝沉淀,COD去除率超30%,BOD5与COD比从0.03提升至0.14;电化学氧化工段COD去除率达57%,BOD5与COD比提升至0.37,出水与渗滤液原液混合至渗滤液生物处理工段,通过较低能耗实现达标排放[71]。此外,常州市垃圾填埋场还尝试了“混凝沉淀-树脂吸附-Fenton氧化”组合方法处理NFC,混凝沉淀工段采用18 g/L的Ca(OH)2混凝剂和1 mL/L阴离子PAM絮凝剂,COD去除率可达41%;出水经NDA-88树脂吸附后,COD去除率94.8%,除COD外其他污染物浓度均已达标;Fenton氧化工艺非必需流程,吸附工段或Fenton工段出水与纳滤出水按一定比例混合后均可达标排放,对于40 m3/d的处理项目吨水运行成本约为17.4元/m3[72]。
另有“混凝沉淀-臭氧氧化”组合方法处理NFC,混凝沉淀工段采用0.2%~0.3%三氯化铁或铝盐混凝剂及0.005%~0.010%高分子絮凝剂,可去除45%~60%的COD;出水进行臭氧深度氧化,COD降至1 500 mg/L以下,BOD5与COD比达0.35~0.45,大幅提高LC可生化性,回流至渗滤液生化处理系统,最终实现达标排放,处理成本约为32元/m3。该工艺在国内外均有稳定运行案例[73]。有研究开发了“电氧化-光芬顿”组合工艺处理LC,在经历电氧化处理2 h,UV/Fenton运行1.5 h,电催化氧化处理2 h后,LC中COD、氨氮和总氮的去除率可分别达到97.6%、98.8%和93.5%,系统出水可实现达标排放,吨水处理成本为93.2元/m3[74]。

3.2 膜组合处理工艺
在组合工艺处理LC中,常引入膜分离过程以强化LC的处理过程。
维尔利环保科技集团股份有限公司开发了“胶体分离膜-纳滤”工艺对LC进行全量处理,根据实际水质选择膜孔径。处理后产生的高浓废水回灌、外运或焚烧处置,低浓度废水经活性炭过滤后与纳滤清液混合达标排放,产水率可达85%以上,出水COD一般不会超过80 mg/L,应用于某500 m3/d全量处理项目时,最终需进行处置的高浓废水量为9 m3/d,混排水491 m3/d,其中COD在85~95 mg/L[77]。
济南市第二生活垃圾综合处理厂LC处理采用“预处理-MVR强制循环蒸发-单效釜蒸发-反渗透-离子交换”工艺,产水率76%,对COD、BOD和氨氮等污染物质的去除率均可达99%以上,出水达标排放[78]。成都垃圾渗滤液厂三期处理工艺为“厌氧发酵-外置式膜生化反应器-纳滤/反渗透(MBR+NF/RO)”,处理规模2 000 m3/d,NFC通过“混凝-高级氧化”工艺处理达标后排放,ROC进入高压反渗透减量系统减少水量后,通过浸没式燃烧蒸发技术处理达标排放[11]。佛山市白石坳生活垃圾填埋场采用“三级纳滤-斜板蒸发-水泥固化”工艺全量处理300 m3/d的NFC,第一级纳滤产生的再浓液进行斜板蒸发再浓缩后经水泥固化进行填埋,第一级清液经两级纳滤后最终实现294 m3/d达标产水,直接运行成本约为89元/m3[79]。
此外,有专利发明了“化学软化-微滤-碟管式反渗透”工艺用于处理垃圾焚烧发电厂NFC,系统产水率大于90%,可作为冷却水回用,经过再浓缩的污染物质回喷至焚烧炉[80]。“石灰软化-臭氧氧化-曝气生物滤池-超滤-反渗透”工艺处理280 m3/h的NFC、ROC时,反渗透工段最终产生达标回用水210 m3/h,70 m3/h浓水进行晾晒蒸发,流程中超滤膜耐冲击性强,在一定程度上缓解了反渗透膜污染情况,有效延长反渗透膜使用寿命[81]。
可见,工程上常组合使用几种工艺,将其特点和优势整合以实现LC的有效处理。部分组合工艺出水可直接达到排放标准或回用标准,也有部分工艺以提高LC可生化性为目的,工艺出水回到生化处理系统,最终实现达标排放。
3.3 LC处理方法比选
中国垃圾填埋场的LC处理主要以回灌为主,但回灌过程仅实现了污染物的转移,且对渗滤液处理系统的运行稳定性具有潜在风险,回灌处理LC的技术升级和替代工作势在必行;物理方法如蒸发也仅仅实现了LC的减量,污染物去除效果不佳;随着中国垃圾焚烧比例的增加,焚烧处理成为目前垃圾焚烧厂产生LC中污染物减量和去除的主流技术,填埋场产生LC的焚烧受限于焚烧装置的远近,如需长距离外运将额外增加运行成本;絮凝沉淀和高级氧化方法都可对LC中有机污染物进行去除,但无法降低盐度,可考虑作为LC处理单元之一和其他工艺进行组合联用;膜分离过程使LC的处理依然存在浓液等二次污染问题。
表5比较了回灌法、物理处理法(蒸发法)、化学处理法(焚烧、高级氧化和超临界水氧化法)、物化处理法(絮凝沉淀、吸附、膜分离和固化稳定化处理)和组合工艺(无膜和膜工艺)等不同方法在LC处理中的效能、现存问题、能耗成本及技术发展阶段。

表5 不同LC处理方法比较
结合各种工艺的实际应用工程情况,总结了不同条件下产生LC的处理工艺路线(图1)。在实际应用中,宜多采用不同技术组合的方式,发挥各自技术优势,基于高效能、低成本、可操作性强、长期稳定运行的原则实现LC达标排放和妥善处置。

图1 不同LC处理工艺路线
4 总结与展望
本文基于垃圾渗滤液膜滤浓缩液处理的基本原理,系统地评述了用于LC处理的回灌法、物理处理法(浸没燃烧蒸发法和机械式蒸汽再压缩处理法)、化学处理法(焚烧、高级氧化和超临界水氧化法)、物化处理法(絮凝沉淀、吸附、膜分离和固化稳定化处理)等单元工艺和无膜/有膜等组合工艺的处理对象、适用条件、去除效能和运行成本及技术发展阶段等。结合各种工艺的技术或经济可行性,并考虑到工程稳定运行和实际应用可操作性等情况,总结了适用于不同条件下所产生LC的处理工艺技术路线。
回灌法由于低成本、易操作等优势广泛应用,但回灌只能延缓和改变污染方式,不能妥善解决LC带来的污染,后期应持续关注回灌对整个垃圾填埋系统运行的影响。蒸发方法减量效果好,但成本较高,应不断对其进行工艺改良研究。物理法处理LC虽有一定效果,工程上多有应用,但应持续关注从LC中分离出污染物的安全处置。多数化学法及物化法能够使污染物氧化或矿化,将其有效去除,从根本上消除二次污染的可能性,但很多处理方法仍处于实验研究阶段,运行成本高,能耗和药剂消耗大,部分方法距投入实际应用还有一定差距。具备焚烧装置的地区目前多采用焚烧法处理LC,但需研究回喷比对焚烧温度的影响,同时做好炉膛防腐蚀措施,延长焚烧炉寿命;对于可高效去除LC中有机物的高级氧化法,未来应加强中试乃至工程试验研究,并评估其运行成本与工艺系统稳定性。在实际工程应用中,可选择将物理、化学、物化方法与膜组合用于LC处理,但应分析各组合工艺各单元的具体适用边界条件,根据LC处理规模、待处理LC水质情况、处理工艺和运行成本等优化有关工艺参数,使LC在低成本运行状态下出水直接达标排放或与渗滤液混合后再生化处理。
