香水瓶盖蜗杆螺纹机构模具及检测夹具设计
2021-10-29蔡艳熊建武唐锋胡智清陈黎明
蔡艳,熊建武,唐锋,胡智清,陈黎明
(1.湖南财经工业职业技术学院,湖南衡阳 421002;2.湖南工业职业技术学院,长沙 410208)
化妆品瓶盖塑料件属于大批量生产型塑料件,一般需要一模多腔生产,为了降低成本,模腔的数量尽可能多。但随着单副模具中模腔数量的增加,塑料件的精度会下降,因而,针对多腔模塑料件,在模具生产一定的数量之后,须对后续生产的塑料件进行批量抽检,及时修正模具成型精度。塑料件批量抽检时,须借助一定结构的工装检具及夹具,才能确保检测结果的准确度。笔者针对某化妆香水瓶盖的注射生产设计了一副1 模16 腔模具,模腔布局使用圆周型布局,模具针对瓶盖的内螺纹特征,设计了一种蜗杆驱动型螺纹抽芯机构,并针对后期塑料件的成型精度检测,设计了一副滑块活动型检测夹具。
1 香水瓶盖结构
香水瓶盖塑料件为旋钮型外形,外形上端为伞形盖,下端为圆柱体。其外形图如图1 所示。
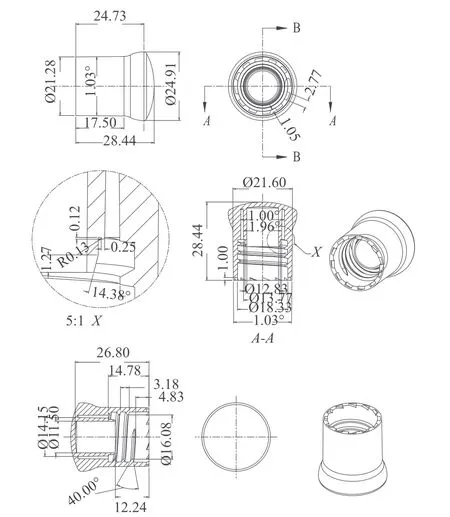
图1 香水瓶盖外形图
塑料件内壁设置有一个三节距梯形螺纹,下端盖口设置有12 个锯齿形限位卡槽。为防止塑料件壁厚不均及减薄壁厚,塑料件内壁的中间部位进行了减胶处理,形成外径为14.2 mm,内径为11.5 mm的薄壁圆柱。塑料件材料使用30%长玻纤改性PP 塑料,改性后塑料的物理参数为:密度1.17 g/cm3,熔体流动速率为4 g/10 min,拉伸强度为85.8 MPa,弯曲强度为103 MPa,缺口冲击强度10.98 kJ/m2。长玻纤增强PP的收缩率降到0.2%~0.4%,并且径向轴向一致,能保证塑料件的成型精度。
2 分型及单腔成型件设置
图2 为塑料件模具的分型及成型件。

图2 分型及成型件
由图2 可见,以塑料件外沿的最大轮廓作为分型线,设置分型面PL。经此分型获得塑料件成型件分为以下几个成型件:外壁成型件包括型腔、型芯,内壁成型件包括螺纹型芯、镶件及中间的顶针。模腔浇注采用中心浇注方式,采用单点点浇口。塑料件的脱模按以下步骤完成:第一步,流道与塑料件在点浇口处断开分离;第二步,螺纹型芯旋转抽芯;第三步,塑料件被顶针从型芯上顶出,完全脱模。
针对成型件材料,型腔选用420 钢材,出厂状态淬火加回火,硬度HRC21–22,淬火后硬度HRC48–52,抛光至镜面,该材料具有一定耐磨性及耐腐蚀性,硬度较高。型芯材料使用136H 合金钢,镶件材料使用H13 合金钢。顶针材料使用T8A 工具钢。
3 模腔布置及系统设置
(1)模腔布置。模具使用16 腔布局来实现塑料件的批量生产,以8 个模腔为一组,布置在一个圆周上,这样便于脱螺纹机构的集中驱动,最大效率利用模架空间,节省模具制造成本。
(2)浇注系统。浇注系统如图3 所示。结合图2,单个模腔使用单点点浇口进行浇注,单组模腔中,以2 个模腔为一小组,由1 条水平支流道供料,4 条支流道由4 条主流道供料,4 条主流道由1 个热嘴供料,2 个热嘴通过热流道由主热嘴供料。

图3 浇注系统
(3)冷却系统。针对16 个模腔,采用集中冷却方式进行冷却,动模冷却管道组成中,共设置4 条管道(In1~Out1,In2~Out2,In3~Out3,In4~Out4),单根管道用于4 个模腔型芯的冷却。定模冷却管道组成中,设置2 条管道(In5~Out5,In6~Out6),单根管道用于8 个模腔型腔的冷却。
(4)模架。模具结构图如图4所示。模架使用一种改装式三板模架,改装的地方有2 处,一处是定模一侧加装了热流道系统,一处是动模一侧加装了3 块螺纹型芯机构安装模板。第一处改装情况为,定模座板20 上方加装了热流道垫板19、上固定板18、隔热盖板17、热流道系统3。第二处改装情况为加装了动模垫板29、垫板31、垫板32,3 块垫板用于安装模腔的螺纹型芯机构。

图4 模具结构图
模架使用2 种8 副副导柱进行导向,其中的4副副导柱26 和副导套24的配合构成型腔8 与型芯10的导向构件。动模垫板29、垫板31 和32 使用定位柱13 进行定位安装。
(5)脱螺纹机构。对于单个模腔,塑料件内螺纹的成型和脱模使用螺纹型芯12 来完成,螺纹型芯12 使用蜗杆38 进行驱动。螺纹型芯12 上端套装在螺纹型芯轴承11 内,螺纹型芯轴承11 套装在动模板27 对应的轴承槽内,螺纹型芯12 与螺纹型芯轴承11 之间为滑动配合,可以在其内上下移动;螺纹型芯12 中间设置有齿轮,该齿轮与蜗杆齿轮37 既有齿轮啮合配合关系,两者之间又有相互滑动配合关系;螺纹型芯12 下端设置有外螺纹,该外螺纹与螺纹套14 为螺纹配合关系,螺纹套14 固定安装在垫板31 上,不能上下移动,其作用是为螺纹型芯12 提供螺纹导程导向。在蜗杆齿轮37的转动驱动和螺纹套14的导向下,螺纹型芯12 可以做旋转抽芯转动和轴向移动两个分运动。动模板27 和动模垫板29 通过螺丝紧固组合在一起,蜗杆齿轮37上下两端设置肩台,用来套装在2 个蜗杆齿轮轴承39,再将蜗杆齿轮轴承39 安装在动模板27 和动模垫板29 内。蜗杆齿轮37的中心内孔设置有蜗杆槽,由蜗杆38 通过该蜗杆槽驱动蜗杆齿轮37 转动。蜗杆38的上端通过蜗杆盖板6 压紧安装在定模板25内,当模具模腔开模面打开时,即定模板25 与动模板27 之间打开时,蜗杆38 驱动蜗杆齿轮37 转动,从而驱动螺纹型芯12 转动实现其旋转抽芯功能。定模板25 与动模板27 闭合时过程相反。
承前所述,模具模腔的布局分为2 组,每组8 个模腔,呈圆周排列,因而,单组8 个模腔的8 个螺纹型芯12 由1 根蜗杆38 进行驱动,如图5 所示。
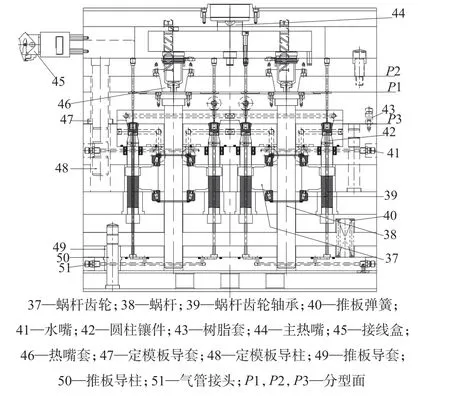
图5 模具工作原理
(6)模具工作原理。结合图4、图5,安装于注塑机上的模具工作过程为:①模具在注塑机上装配并调试后,闭模。②注塑。注塑机喷管通过主热嘴44向16 个模腔内注入熔融塑料,模腔经充填、保压、冷却等过程后,等待模具打开。③第一次开模。模具打开时,在注塑机动模板的驱动下,首先在P1 面位置打开,打开时,冷流道废料与模腔内的成型塑料件在点浇口处分离,流道废料留于脱料板21 上,塑料件则留于模腔内。④第二次开模。随着动模的继续下行,模具在P2 面处打开,打开时,脱料板21 将流道废料从拉料杆5 上刮出,流道废料自动脱模。⑤第三次开模。动模继续下行,此时,模具在P3 面处打开,打开时,塑料件从型腔中脱模;同时,2 根蜗杆38 驱动16 根螺纹型芯12 转动,直到螺纹型芯12转动抽芯完毕,塑料件完成脱螺纹。⑥顶出。脱螺纹完成后,动模继续下行一定距离后,推板35 被注塑机顶杆顶住,不能继续下行,而动模则能继续下行,此时,顶针15 顶住塑料件使其不能继续跟随型芯10 下行,塑料件开始从型芯10 上脱模;而后,气管接头51 内同步注入高压气体,高压气体经顶针15 内的空心管及顶头的透气镶件辅助将塑料件从顶针15 上吹落,实现塑料件的完全脱模。⑦模具复位闭合。模具闭合过程为,先顶出机构复位,而后模具按P3 →P2 →P1的顺序复位,直至完全闭合,等待下一注塑循环开启。
4 塑料件检测夹具
模具在生产中期,需要对塑料件进行批量抽检,塑料件抽检中的主要指标是塑料件的总高度及最大外圆尺寸,抽检夹具结构的设计既要能保证检测数据的可靠,又要便于注塑工方便快捷操作,本塑料件的抽检夹具结构设计如图6 所示。

图6 塑料件检测夹具
夹具结构中,底板5 为基座板,套芯立板1、螺杆9 通过螺丝紧固安装在底板5 上;塑料件套芯11通过螺丝紧固安装在套芯立板1 上,用于放置被检塑料件;高度检测板3 与第一滑块4 用螺丝紧固组合在一起,第一滑块4 可以在底板5 开设的滑块槽内滑动;2 根导向杆2 用螺丝紧固在高度检测板3上后,再穿过套芯立板1的导向孔,从而,高度检测板3 左右移动来检测套装于塑料件套芯11 上塑料件的高度。外圆检测板10 上开设有一圆孔,该圆孔用于检测塑料件的最大外圆尺寸;外圆检测板10的下端通过螺丝紧固与第二滑块8 紧固连接,第二滑块8 可以在底板5 开设的滑块槽内滑动。外支架板9 用螺丝紧固安装在底板5 上,2 根导杆6 用螺丝紧固在外支架板9 上后,再穿过套芯立板1的导向孔,从而,外圆检测板10 前后移动来检测套装于塑料件套芯11 上塑料件的外圆尺寸。
5 结论
针对瓶盖大批量生产的要求,设计了1 模16 腔三板点浇口模具用于塑料件的成型。模具模腔布局按圆周排布分为2 组,每组8 个模腔。模具中,结合多腔设计要求,对三板模架进行了改进,定模一侧增加了热流道浇注系统及其安装模板,动模一侧增加了用于螺纹型芯机构安装的3 块模板。脱螺纹机构使用蜗杆机构进行驱动,便于多个模腔按圆周排列,增加单模模腔数量,提高生产效率。脱螺纹机构分为2 组,单组中,由1 根蜗杆同步驱动8 个螺纹型芯进行螺纹抽芯,蜗杆驱动蜗杆齿轮的动力由模腔开模动力提供。针对批量生产中期塑料件的检测需要,设计了一副简易移动式检测夹具,夹具由高度检测移动板和外圆检测移动板构成,用于检测塑料件高度和外圆两个关键尺寸。