齿轮钢末端淬火试验的影响因素与经验方法
2021-10-29牛伟张妍运永佳白明喜史爽
牛伟,张妍,运永佳,白明喜,史爽
抚顺特殊钢股份有限公司 辽宁抚顺 113001
1 序言
齿轮钢的淬透性是渗碳热处理变形的重要影响因素之一,选择合理的淬透性区间对减小齿轮热处理变形和保证齿轮的疲劳强度具有重要的意义[1,2]。末端淬火试验是测定钢的淬透性的一种试验方法,国内大多数企业均根据国家标准规定(GB/T 225—2006等效于ISO 642:1999),采用钢的末端淬火试验检测钢的淬透性。试验步骤主要包括:①将一圆柱形试样加热至奥氏体区域内某一规定的温度,并按规定保温一定时间。②在规定的条件下对其端面进行喷水淬火。③在试样纵向磨制平面上规定位置测量硬度,根据钢的硬度值变化确定其淬透性[3]。因试样一端喷水冷却,另一端空气冷却,所以造成冷却速度不同,导致试样长度方向的组织、性能、硬度也不同。一般采用表面至半马氏体组织的距离作为淬硬层深度,并用这个淬硬层深度衡量材料的淬透性指标。淬透层越深,表明钢的淬透性越高[4]。
2 影响末端淬火试验的影响因素与经验方法
2.1 试样的制取与经验方法
GB/T 225—2006《钢 淬透性的末端淬火试验方法》对试样的取样位置和尺寸已有明确规定,分别是:①用热轧或锻造制成直径为30~32mm的样坯。②也可用机加工的方法制成φ25+0.5+0mm的样坯,其轴线与产品表面的距离应为20+0.5+0mm,如图1所示。
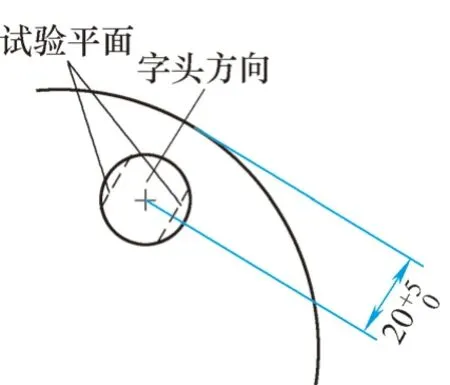
图1 试样取样位置
在实际加工过程中,为降低生产成本及加快检验进度,大多数采用第二种加工方法,如偏心车、中空钻等取样方式。试样取下后,需要对两个试样平面做出标记,以保证试验的两个平面检测的硬度值没有差异,我们的经验方法是在两个试验平面的轴向大字头进行标记,但是字头不能打在淬火端。由于钢材存在成分偏析等问题,因此如果两个试验平面距离钢材表面不等、检测结果相差较大,则建议在偏心车或中空钻前,先进行打字头标识清楚。
2.2 热处理操作的规范性与经验方法
试样坯料在进行热处理时,热处理操作的准确性对检测结果有较大的影响[5]。《钢 淬透性的末端淬火试验方法》中规定试样热处理过程包括正火和淬火两部分,如产品标准未规定正火温度,应按协议或由检验部门进行选择,正火保温时间应为30+0.5+0min;淬火加热温度按照产品标准或特殊协议中规定的温度执行,加热时间≥20min,随后在规定的温度保温30+0.5+0min,试样从出炉到淬水时间≤5s,喷水时间≥10min。
在实际操作过程中,需要注意以下几点。
1)热处理炉窑温度均匀性必须按照GB/T 9452—2012或AMS 2750E规范进行校准,最好选用±5℃以上级别的炉窑,保证温度均匀性。
2)保温时间严格按照GB/T 225—2006规定时间执行,加热时间可根据装炉量多少进行计算或采用负载热电偶方式进行标定测量。
3)试样正火出炉后散放,保证正火冷却效果。
4)在淬火过程中,由于试样在加热时会与炉中空气接触发生氧化反应,因此为预防试样发生氧化脱碳现象,我公司制作一种套筒,目的是防止试样直接与空气接触而产生氧化现象,如图2所示。套筒内径尺寸略大于试样尺寸,套筒底部装有少许碳粉,起到防止氧化脱碳的目的。
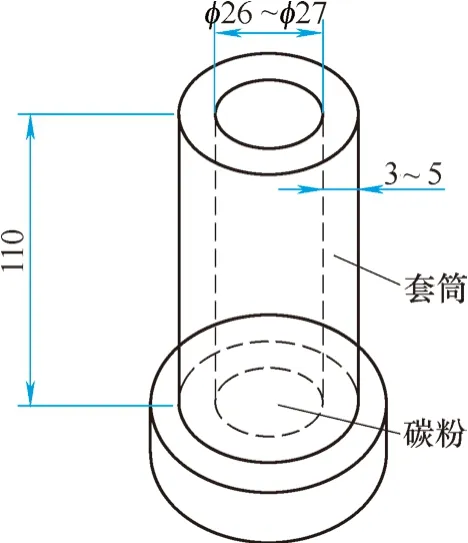
图2 套筒示意
5)端淬机水柱高度需要每天进行测量,尽可能采用生活饮用水,避免工业用水中含有盐类等杂质,增加试样淬火冷却能力。
6)端淬机水温必须严格控制,保持恒温。值得注意的是,环境温度也应保持恒定,这就需要端淬机处于恒温密闭空间,我公司采取有空调的独立操作间,避免冬夏环境温度对试样淬火造成影响。
2.3 试样的加工与经验方法
《钢 淬透性的末端淬火试验方法》中规定试样淬火后在平行于试样轴向上磨制出两个相互平行的平面,用于测量硬度。磨削深度应为0.4~0.5mm。磨制硬度测试平面时,应采用能供充足冷却液的细砂轮进行加工,以防止任何可能的加热而引起试样组织发生变化。
试样质量直接影响着试验数据的准确性和可靠性[6],为此在实际试样加工时,需要注意以下几点。
1)在磨制测试平面前,应对平面砂轮进行检查、修磨,保证测试硬度的两个平面相互平行且与试料表面的距离相等。
2)磨床磨制过程中严格控制磨床的进给量,每次应≤0.05mm,磨削深度控制在0.4~0.5mm,试样磨削面宽度应控制在5~7mm。
3)磨制过程中应避免磨削平面深浅不一和磨制过热现象,表面粗糙度控制在Ra≤0.8μm。
2.4 硬度检测与经验方法
《钢 淬透性的末端淬火试验方法》中规定硬度计上试样的移动装置应能准确对准硬度检测平面的中心线,并控制压痕直径位置精度在±0.1mm以内。
实际检测硬度过程中需要注意以下几点:
1)每次检测前,需要按照GB/T 230采用洛氏硬度标块对试验机进行校准。
2)如条件允许,应尽可能使用带有自动定位系统的硬度计进行检测。我公司使用的是意大利AFFRI公司生产的MRS型洛氏端淬硬度计,配有四工位载物台,测试开始时平台自动移动,从零点到试样测试对应点位自动控制,单个试样测试结束后,传送带将试样移动到下一个测试点,继续测试,测试点位置由试验机自己控制,保证了测试点位置的准确性。
3)如采用手动洛氏硬度计进行末端淬透性硬度检测,可使用游标卡尺在试样检测面划线定位的方式来完成,但手工划线检测出来的测试点基本不呈一条直线,很难保证试样在中心线上,会影响测试结果的准确性
4)无论是采用全自动硬度计还是手动硬度计,在测试前都需要保证试样两个测试平面干净,无油污、锈蚀,测试平台需要清理干净,没有氧化铁皮等杂质,防止试样不平,保证测试结果的准确性。
5)无论是采用全自动硬度计还是手动硬度计,在测试硬度时,需要在测试前打一空点,这样才能保证测试点的洛氏硬度值准确。
3 结束语
齿轮钢末端淬透性值的高低虽然取决于化学成分、冶炼工艺和浇注方式,但是最终的评定却依赖于末端淬火试验。通过对《钢 淬透性的末端淬火试验方法》标准的研究及长期的实践总结,末端淬火试验的影响因素主要包括试样的制取、热处理操作的规范性、试样的加工、硬度检测等方面。关键步骤在于:①取样时应保证试验平面距离试样表面相等的位置。②热处理加热时不仅应保证试样均匀透烧,而且采取措施防止试样氧化脱碳。③淬火过程端淬机参数准确,水温及环境温度恒定。④硬度检测时保证测试点在试样平面的中心线上并保持标准规定的距离。
