不同热过程对Type 347H不锈钢焊接接头性能及组织的影响
2021-10-29柳云天龚巍孟繁禹
柳云天,龚巍,孟繁禹
1.哈尔滨锅炉厂有限责任公司 黑龙江哈尔滨 150046
2.高效清洁燃煤电站锅炉国家重点实验室 黑龙江哈尔滨 150046
1 序言
Type 347H是wC=0.04%~0.08%,且含Nb元素的奥氏体不锈钢,具有良好的高温使用性能及抗晶间腐蚀性能,因而在压力容器、石油化工及电站锅炉等领域有大量的应用。对于其焊接后的热处理要求没有统一的规定,一般情况下认为不锈钢焊后不必进行热处理。对于Type 347H不锈钢有标准及研究推荐焊后进行稳定化处理,将焊接熔合区的M23C6重新溶解,避免产生刀状腐蚀[1,2]。也有观点认为稳定化处理弊大于利[3,4],在某些工况下会要求奥氏体不锈钢焊后进行固溶处理[5]。因此,有必要研究Type 347H不锈钢在不同热循环下焊接接头性能的变化。
2 试验方案
2.1 试验准备
选用ASME A240 S34709(Type 347H)不锈钢δ=42mm厚板材进行试验,单块试板规格长×宽为600mm×150mm,钢板固溶状态下供货;焊材选用不锈钢焊条CHS132R以及不锈钢埋弧焊焊丝GWS-347,匹配焊剂GXS-340;埋弧焊采用伊萨LAF 1251型直流焊接电源。
焊接坡口选用拘束度更小的根部圆弧形坡口,坡口分A、B两侧加工,采用不锈钢专用刀具刨削加工成形,坡口形式如图1所示。
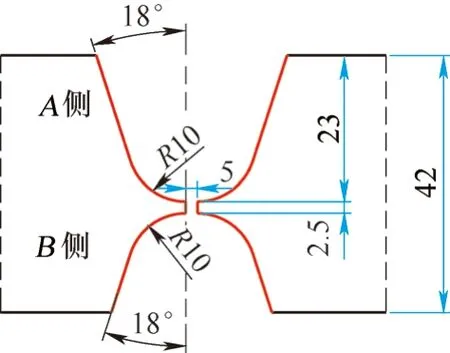
图1 焊接坡口形式
本次试验主要研究焊接接头分别在焊态、稳定化处理以及固溶热处理3种热循环下性能的表现,对比原始母材,共4组试验。每组试验单独制备一副试板。试验类型及热处理制度见表1。

表1 热处理类型及制度
其中,根据石油化工行业标准推荐,并参考张力文等[5]的研究制定的稳定化处理制度;固溶热处理制度除参考ASME标准对于Type 347H不锈钢的最低要求外,还借鉴了李炯辉[6]对于高碳不锈钢应适当提高固溶热处理温度的建议。
2.2 试验过程
由于在室温至最大层间温度(150℃)区间内,奥氏体不锈钢平均线膨胀系数较低合金钢高出40%,因此试板焊接过程中应减小焊接变形。采用A、B侧交替换面的方式进行焊接,以变形抵消变形,焊道分布及试样宏观形貌如图2所示。
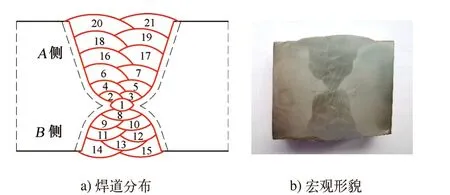
图2 试样断面
焊接工艺采用A侧焊条电弧焊打底,坡口其他部分采用埋弧焊填充的方法进行焊接,焊接顺序及焊接参数见表2。
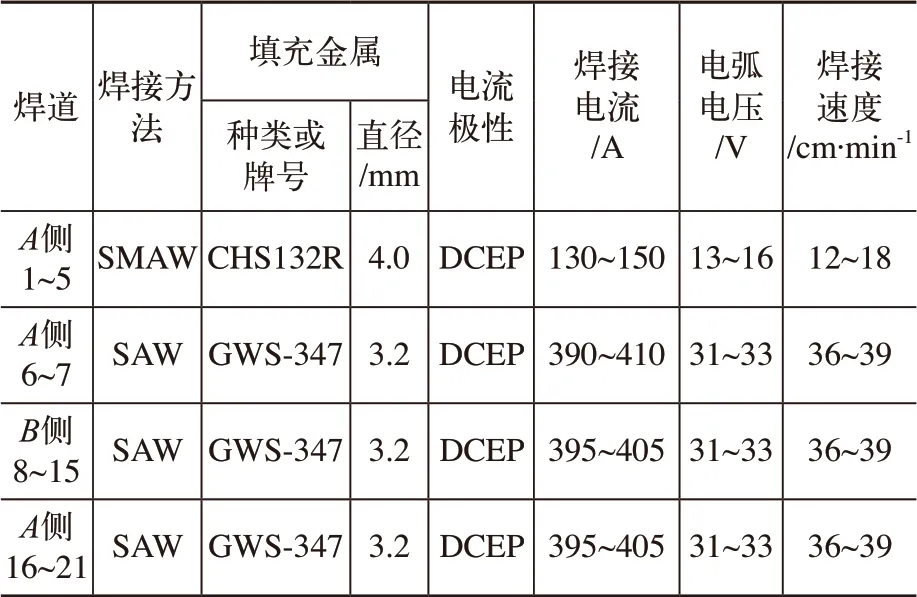
表2 焊接顺序及焊接参数
3 试验结果及分析
3.1 无损检测
在完成相应热循环后,对AW、ST及SA试板按照NB/T 47013—2015检测标准进行RT检测,技术等级B级,Ⅰ级合格;按照NB/T 47013—2015进行PT检测,Ⅰ级合格。
3.2 力学性能
按照NB/T 47014—2011《承压设备焊接工艺评定》中对于拉伸试样的要求制备焊接接头全厚度肩板形拉伸试样;按照GB/T 228.1—2010《金属材料拉伸试验 第1部分:室温试验方法》制备φ12.5mm母材室温拉伸试样。按照GB/T 228.2—2015《金属材料 拉伸试验 第2部分:高温试验方法》制备φ10mm焊接接头及母材的高温圆形拉伸试样,试验温度为580℃。试验结果如图3、图4所示。
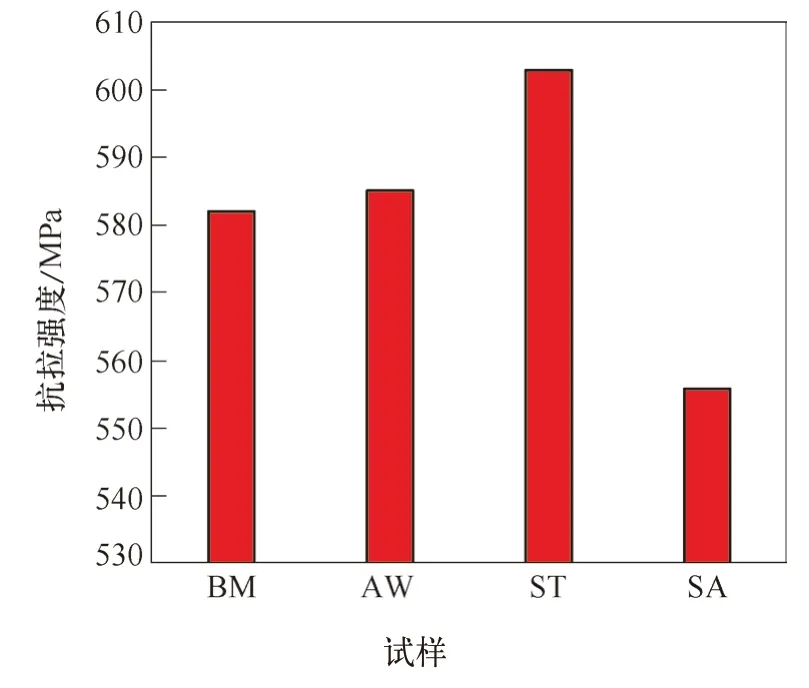
图3 室温抗拉强度
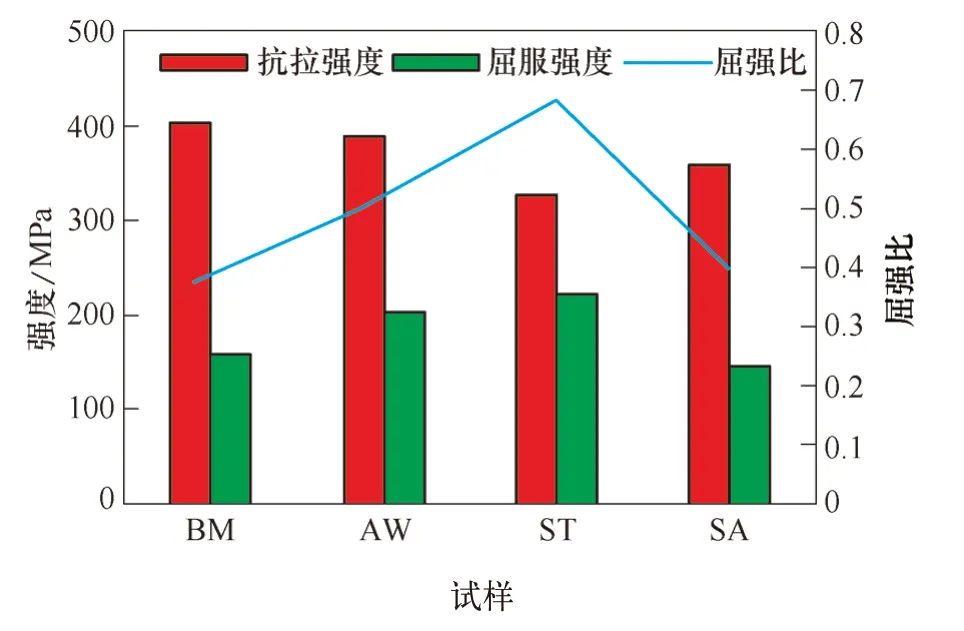
图4 580℃抗拉、屈服强度及屈强比
室温环境下,经历3种热循环的拉伸试样抗拉强度均大于母材的最低要求值515MPa。焊态AW试样与母材BM试样结果最接近;固溶SA试样强度的裕度最小;稳定化处理ST试样强度有明显提升。580℃高温环境下,焊态AW试样、固溶SA试样均与母材BM试样的抗拉强度及屈服强度接近;稳定化处理ST试样强度最低,而屈服强度却最高,导致稳定化处理ST试样的高温屈强比最高,其抵抗高温破坏的储备能力相对最弱。
3.3 冲击韧度
制备AW、ST及SA焊缝,以及母材BM的横向冲击试样。按照GB/T 229—2020《金属材料 夏比摆锤冲击试验方法》进行试样制备及冲击试验,V型缺口,试样尺寸为10mm×10mm×55mm。由于Type 347H不锈钢多用于高温工况,因此仅研究室温下的冲击韧度。冲击取样位置为先焊面及后焊面的焊缝位置,每个位置3个试样。每种热循环取6个试样进行冲击试验取平均值,试验结果如图5所示。
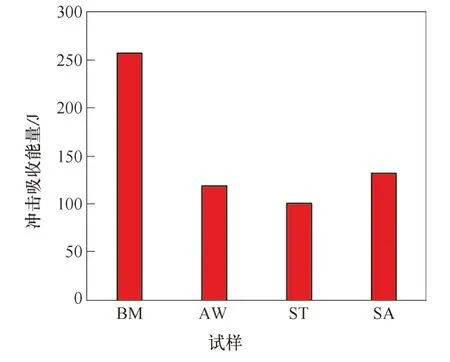
图5 室温冲击韧度
固溶SA试样焊缝两侧室温冲击韧度平均值最高,相对更接近母材BM性能;焊态AW试样较稳定化处理ST试样冲击韧度更好,6个冲击试样最大值与最小值之差仅为11J,冲击韧度表现更平均;稳定化处理ST试样平均冲击值最低。
3.4 硬度
在焊接接头上制取AW、ST及SA3种热循环条件下的硬度试样,每种热循环在焊缝两侧分别制备1个试样。每个硬度试样测量位置均包含母材、HAZ及焊缝,每个位置测试3点,点间距0.5mm,测量HV10硬度值。计算每个位置6个点硬度的平均值,试验结果如图6所示。
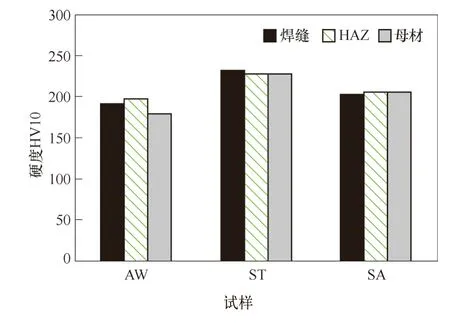
图6 硬度试验结果
焊接接头母材、HAZ及焊缝位置硬度值趋势相似,即焊态AW试样硬度值在焊缝、HAZ及母材平均值最低;固溶SA试样在各个位置上硬度较AW试样均有小幅升高;稳定化处理ST试样硬度最高,焊缝平均硬度233 HV10,HAZ平均硬度228 HV10,母材平均硬度230 HV10,均显著高于AW及SA试样。
3.5 微观形貌
在AW、ST及SA焊缝中心制取微观试样,规格为20mm×10mm×10mm。将盐酸、酒精、双氧水按5 : 5 : 1的比例进行混合后,对3组试样进行腐蚀。采用卡尔蔡司Axiovert 200型显微镜,对试样进行微观观察,结果如图7所示。
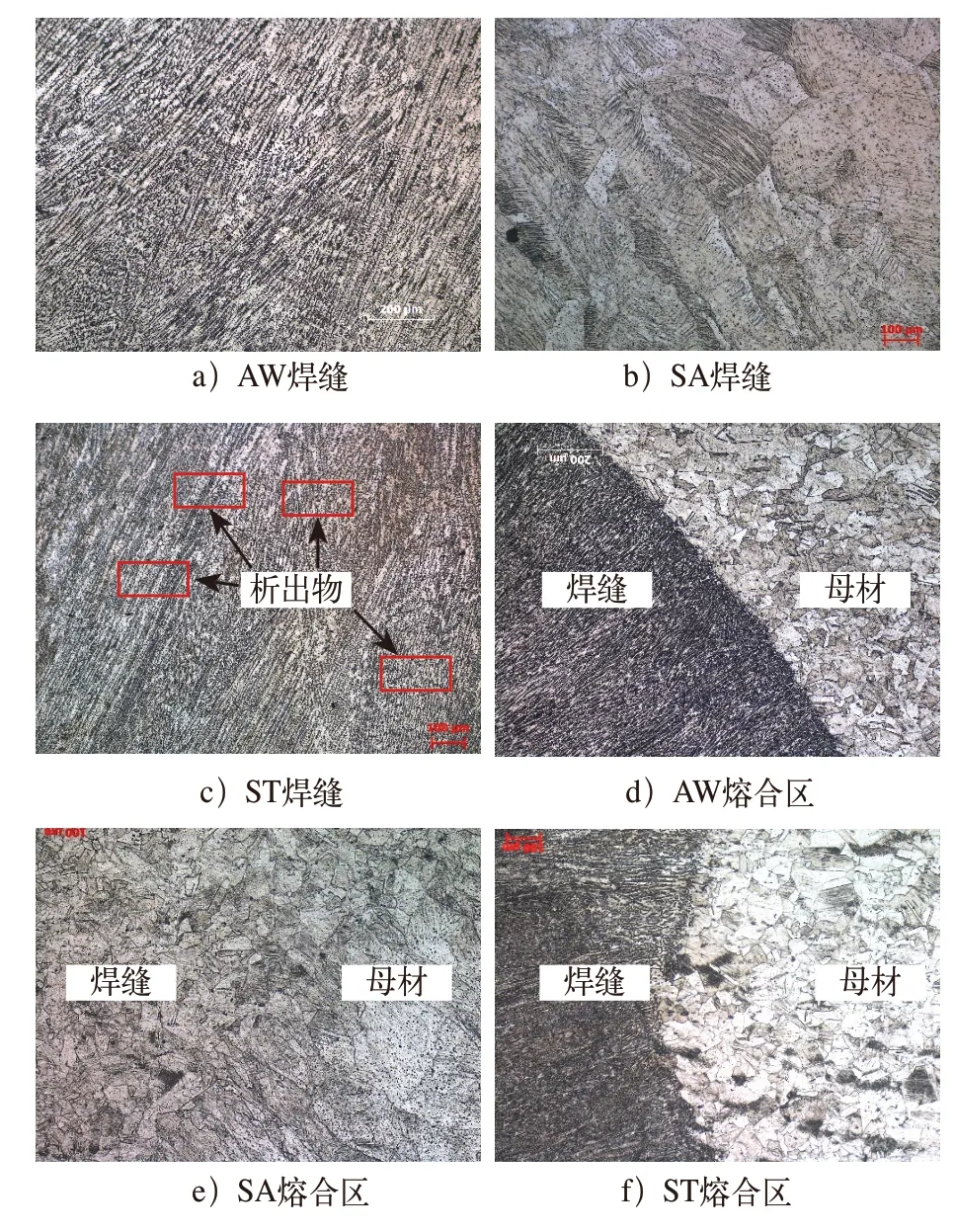
图7 三种热循环状态下的微观形貌
从微观形貌上看,焊态AW试样的焊缝区及稳定化处理ST试样的焊缝区为奥氏体和枝状晶δ铁素体呈柱状分布,采用磁性法测量AW及ST焊缝δ铁素体含量均为6%~7%,可见稳定化处理后,δ铁素体含量并未发生明显改变。但稳定化处理后,焊缝中有析出物从铁素体中产生。二者熔合区同样呈相似形貌,热影响区母材与焊缝熔合线清晰,母材晶粒度未出现明显长大情况。
由于固溶温度超过1100℃,焊缝中析出物溶解,δ铁素体基本消失,剩余的单项奥氏体内弥散分布着小颗粒铁素体。采用磁性法测量焊缝δ铁素体含量为0~0.2%,由于钉扎力减小,故晶粒长大明显。SA熔合区焊缝与母材熔合线模糊,母材晶粒度为4~5级,与原始母材相同。
4 结束语
1)Type 347H不锈钢厚板焊接接头在焊态、固溶处理及稳定化处理后性能,均可满足使用要求。
2)稳定化处理后Type 347H不锈钢室温抗拉强度最高,580℃环境下抗拉强度最低、屈强比最高,室温冲击韧度最差,焊缝、HAZ及母材硬度值最高。相比焊态和固溶处理,试样经稳定化处理后有明显的硬化倾向。
3)Type 347H奥氏体不锈钢厚壁产品在焊后不必进行稳定化处理,可在焊态下或固溶状态下使用。
