面向轨道交通车辆制造的焊接管理系统开发研究
2021-10-29周成候李峰
周成候,李峰
江苏中车数字科技有限公司 江苏南京 211500
1 序言
调研国内已开发并供使用的焊接专家系统可以发现,这些已有的系统在实际生产中确实能够对焊接工程师完成很多复杂且繁琐的工作,为企业或相关单位节省可观的经费,但仍存在着一些非常实际且亟待解决的问题。
主要表现在以下几点:
1)缺少标准化、规范化的开发流程,开发效率较低。一套标准化、规范化的开发规则或流程,能够有效保证系统开发的效率和成本,并且这样的一套开发流程还能更好地使系统开发的结果更符合原始需求及设计的要求和规定。
2)系统维护性及可扩展性较差。目前大多数的专家系统都是根据获得的用户需求一次性完成开发工作,维护及扩展性能较差。但当焊接标准、规则或数据发生更改时,需要及时对原有的系统进行维护和扩展,以满足新的需要,这样就要求开发的焊接专家系统具备较强的可维护性及扩展性。
3)针对轨道交通行业,其相应的焊接专家系统的研究几乎空白。轨道交通装备制造是一个焊接用量非常大的行业,其焊接材料、方法、工艺均有其自身的复杂性和特点,但针对轨道交通制造行业的焊接专家系统却极少。
近几年,相关人员针对高速列车的焊接基础数据管理也有一定的研究,从对材料的牌号基础信息、材料的批次信息、焊接过程中使用的工艺类参数、焊接所使用的设备、焊接疲劳数据以及焊接残余应力数据进行系统化管理,形成针对高速列车焊接基础数据库,并实现了对疲劳数据的自动分析,自动生成S-N曲线和lgS-lgN双对数直线[1]。
本文确定的系统功能构成如图1所示,划分了3个大的功能模块:焊接工艺设计模块、焊工资质管理模块及焊接材料消耗定额计算模块。每个模块又将根据细化的需求,进行功能的划分。
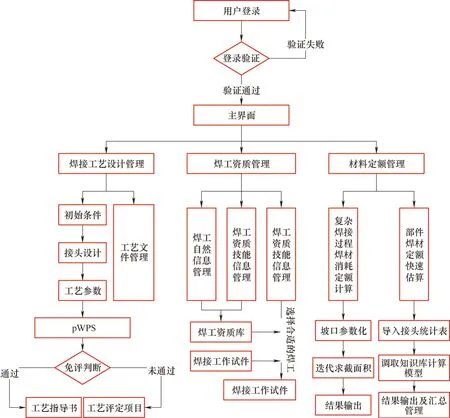
图1 系统功能构成
2 焊接工艺设计模块
焊接工艺设计模块是本课题重要的组成部分,也是焊接工程师最为关注的问题之一[1]。在本课题中,以轨道交通行业车体常用铝合金材料的类型及规格、焊接方法、接头类型等要素作为研究对象,同时结合相关设计标准EN 15085《轨道应用—轨道车辆和车辆部件的焊接认证体系》进行焊接工艺的设计专家系统的研发。焊接工艺设计模块的构成如图2所示。
从图2可以看出,系统的工作流程被划分为3个阶段:工艺设计阶段、工艺免评判断阶段、判断结果处理阶段。分别负责工艺设计、工艺免评判断及工艺指导文件的生成3项工作,如此串联系统的功能构成,能更好地贴近焊接工艺设计人员的实际需求,帮助工艺设计人员更好地完成工艺设计阶段及后续相关的各项工作,提高工艺设计及工艺评定的效率。
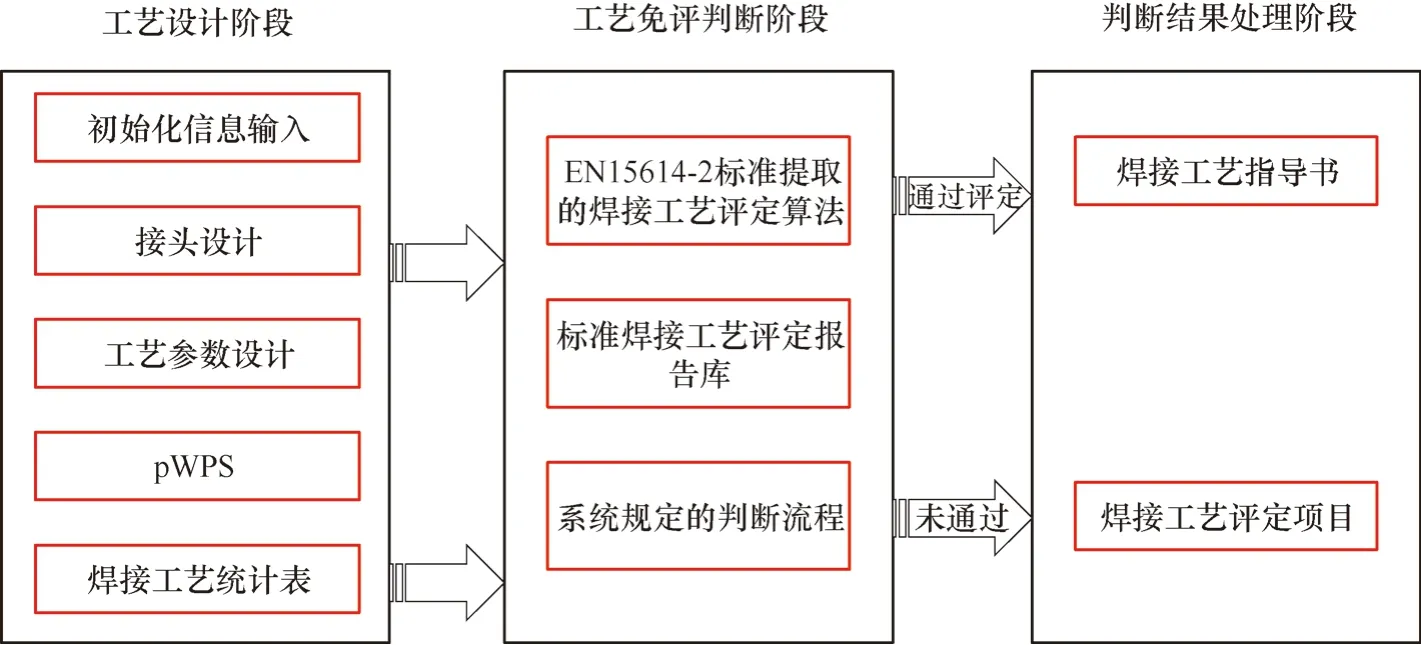
图2 工艺设计模块构成
(1)接头统计库 接头统计库设计包含接头适用的焊缝形式、接头形式、母材厚度、母材材质、焊接方法、焊接位置与焊缝性能等级等参数的选择。其在标准EN 15085中的表现形式见表1。

表1 焊缝接头形式统计
在接头统计库中,将对已有的焊缝接头形式统计表中的参数、接头图示等信息进行存储,其中对图片类信息将存储在服务器中的存储地址,使用时通过地址找到该图片的位置,下载并显示。
(2)焊接工艺免评判断规则库 焊接工艺免评判断的依据分两部分:标准规则以及标准焊接工艺评定报告。本课题对焊接工艺相关的研究内容主要针对轨道交通铝合金车体,因此其中关于焊接工艺免评判断规则的研究内容将针对轨道交通铝合金车体所用到的焊接工艺评定规范展开。
焊接工艺免评判断时需要考虑的各种要素,包括焊接方法、母材类别等。在建立规则库时,将各要素对应的判断算法存放在规则库中,使用时按照业务逻辑处理过程的需要进行组织,从而发挥规则库的作用。在本系统中,通过焊接工艺免评规则算法来组织库中要素对应的判断算法,以实现焊接工艺免评判断的目的。
在工艺免评判断算法中,利用foreach语句循环调用该算法,遍历标准焊接工艺评定报告库中所有的焊接工艺评定报告,以筛选出所有符合要求的焊接工艺评定报告记录,从而缩小下个要素的筛选范围,这样逐级层层筛选,最终选出每个要素均能够评定的焊接工艺评定报告。首先确定免评算法的输入参数为待评定预焊接工艺指导书记录与标准焊接工艺评定报告目录;然后焊接工艺免评算法再依次调用各要素判断算法,将待评定的预焊接工艺指导书记录中与该判断要素对应的字段同标准焊接工艺评定报告中对应字段比对,逐层筛选,最终筛选出能够评定输入的预焊接工艺指导书的标准焊接工艺评定报告。其处理流程时序如图3所示。
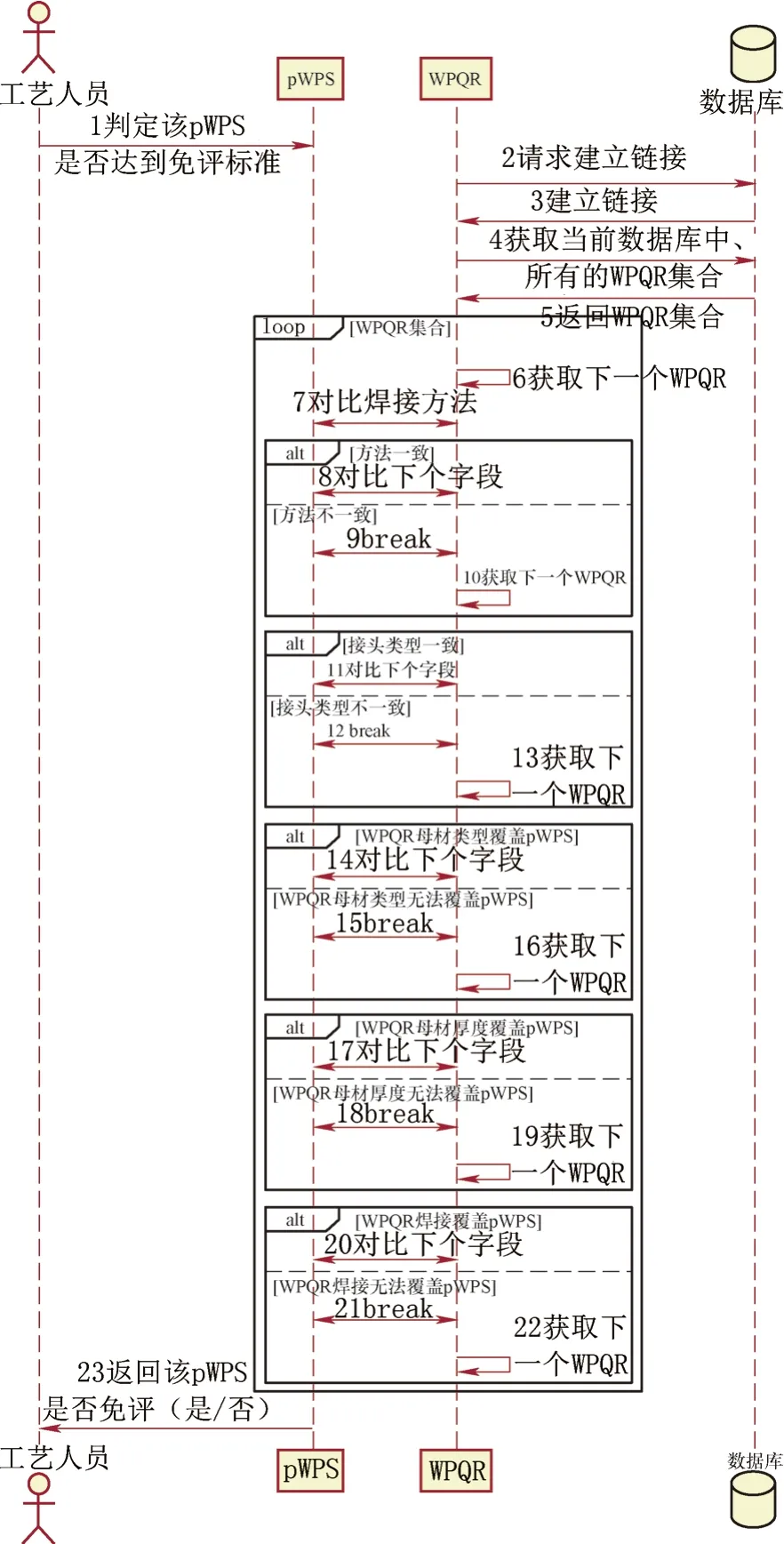
图3 免评规则库处理流程时序
(3)焊工资质管理 在轨道交通制造企业,焊接工作量很大,因而焊工数量非常多。对焊工个人信息、资质信息的管理将会是一项极为繁重的工作;而根据待焊工件选取资质符合的焊工施焊则更是一项耗时耗力的工作[3]。随着计算机技术在焊接领域应用的不断深入[4],开发相关的焊接应用软件将能够很好地解决这些问题。本文针对ISO 9606-2—2004《焊工考试-熔化焊-第二部分:铝及铝合金》进行深入研究而开发出的焊工资质管理模块,如图4所示。
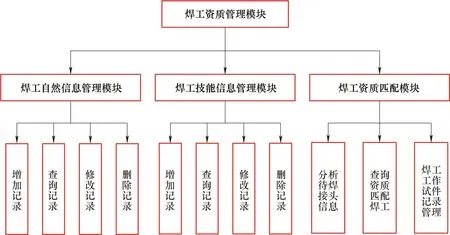
图4 焊工资质模块功能构成
(4)焊工资质表现形式 ISO 9606-2—2004标准规定了铝及铝合金熔化焊的焊工考试方法,提供了系统的焊工技能评定规则,对焊工资质代码组成要素的表示方式做了详细的规范和说明。
焊工考试以主要参数为基础,考试中所焊试件应使用主要参数焊接,若焊工从事认可范围之外的焊接工作,则需进行新的资质考试。主要参数有:
1)熔化极惰性气体保护焊(MIG),焊接方法代号为 131;钨极惰性气体保护焊(TIG),焊接方法代号为 141。
2)试件类型:板材或管材。
3)焊缝种类:对接焊缝或角接焊缝。
4)母材。本系统根据ISO 15608—2017《焊接-金属材料分类指南》,主要针对的母材为 5000系、6000系及7000系铝合金,其中 5000 系铝合金的材料组别为22,6000系与7000系则属于材料组别为 23的铝合金。
5)材料尺寸:即母材厚度。
6)焊接位置:根据ISO 6947—2011《焊接及相关工艺—焊接位置》PA、PB、PC、PD、PE、PF、PG等
7)焊接细节,包括是否使用衬垫,单面或双面焊接,焊缝为单层或多层。
若一条焊工资质代码为:“ISO 9606-2 131 P BW 22 S t6 PB ss nb ml”,其对应的含义如下:131为熔化极惰性气体保护焊(MIG),BW为对接,P为板材,ss为单面焊,nb为无衬垫,ml为多层焊。
在本模块中,焊工资质代码生成器将完全依据上述资质代码要素组成规则进行设计和实现,这样的设计形式使得资质代码的构成形式规范化和标准化,焊工的资质表示更为简单明了,同时为后续根据焊接工作试件信息选择焊工提供了良好的数据结构条件,更利于系统进行判断匹配。
(5)焊工资质匹配算法实现 焊工资质匹配是根据焊工已经具备的焊接资质判断是否具备焊接待焊试件资质的过程,其相应的规则标准中做了明确规定。在该模块中是以焊缝为最小单元进行焊工资质的匹配,由于在每条焊缝中都有引用的WPS,因此我们不断迭代焊工资质库来查找覆盖该焊缝中引用的WPS,具体的匹配算法流程如图5所示。
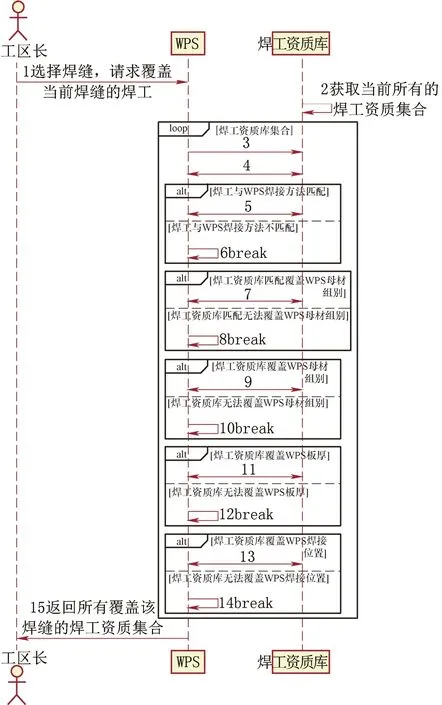
图5 焊工资质匹配算法时序
(6)焊接材料消耗定额计算模块 焊接材料消耗定额是在一定技术和生产组织条件下,为制造单位产品或完成某项生产任务,合理消耗焊接材料的标准数量[5]。在轨道交通制造企业中,焊接材料消耗定额计算是企业准备生产原材料,估算成本的主要依据之一,但在这类焊接用量较大的企业中,传统的依靠人工估算焊接材料消耗定额的计算方式已经不能满足生产的需要[6]。面对多样的接头形式、庞大的数据量,只有依靠计算机的计算能力进行辅助计算,才能更好地完成这项工作[7]。因此,我们针对轨道交通行业制造中常用的接头形式,建立计算模型,同时结合用户的实际需要,开发了一套焊接材料消耗定额计算的快速估算系统,很好地解决了这一问题。
(7)焊接材料定额模块构成 本模块包含两个子功能模块:复杂焊接过程的焊缝焊接材料消耗计算模块和部件焊接材料消耗定额快速计算模块。系统功能构成如图6所示。
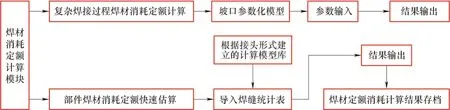
图6 焊接材料消耗定额计算模块系统功能构成
(8)定额计算模型 在轨道交通铝合金车体中,使用最多的焊接方法有熔化极保护气体氩弧焊(MIG焊)和钨极氩弧焊(TIG焊),这两种焊接方法主要使用焊丝,其基本计算模型相同。但在实际焊接中,熔敷系数可能会因为环境、焊接材料状态等因素略有不同,因而在计算时,需要用户根据实际情况来选取合适的熔敷系数Kn的值。上述两种焊接方法的焊接材料消耗定额计算基本模型为
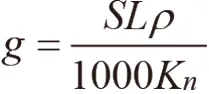
式中g——焊丝用量(kg);
S——焊缝截面积(mm2);
L——焊缝长度(m);
ρ——熔敷金属密度(g/cm2);
Kn——焊丝熔敷系数。
从上式可以看出,当焊缝长度L、熔敷金属密度ρ、焊丝熔敷系数Kn确定后,焊接材料的消耗量将由焊缝截面积S决定,因此只要计算出截面积S的值,便可以算出焊缝的焊接材料消耗量。本文针对用户的具体需求,提出了两类截面积S的计算模型。
一是变参数坡口截面积计算模型:对于复杂接头,其焊缝截面积的计算较为繁琐,为此借鉴相关资料[8],本文采用变参数模型思想,来描述坡口形状,设计焊接材料用量的理论计算方法。二是对于多层多道焊接,通过迭代的思想求解各焊层的截面面积,分别计算每个焊层的焊接材料消耗量,最后加和获得总的焊接材料消耗量。
1)坡口参数化。坡口形式多种多样,其细化参数也各有差异,但坡口焊缝均可通过调整和改变图7所示的参数演变而来。
现举例说明上述模型的演变方式及演变结果。
在图7中,若α1=α2=α3=α4=0,R1=R2=R3=R4=h=p=0,则该焊缝为I形对接焊缝;若R1=R2=R3=R4=h=0,则可演变为Y形坡口,图8所示即为演变后的Y形坡口。
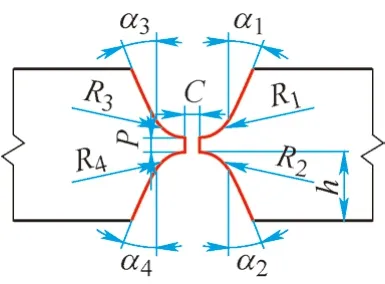
图7 变参数坡口模型
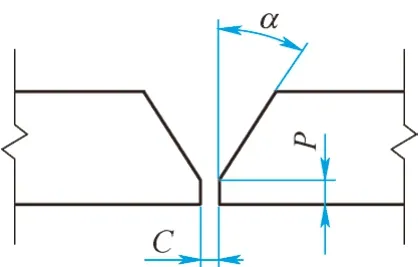
图8 Y形坡口
2)迭代求解。对于较为复杂的焊接接头,在其施焊时,通常采用多种焊接工序分层完成,在计算焊接材料消耗时,需对每层单独进行计算求解,如图9所示。本系统中通过迭代方法,实现了各焊层焊接材料消耗的计算功能。图10为截面面积分层计算的求解模型,直接计算各层截面积VSf1、VSf2、VSf3等比较困难,但计算Sf1(VSf1)、Sf2(VSf1+VSf2)、Sf3(VSf1+VSf2+VSf3)却较为容易,这样便可以通过计算Sf1、Sf2、Sf3来计算VSf1、VSf2、VSf3,计算公式分别为
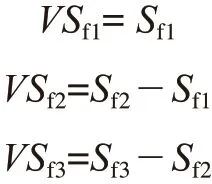
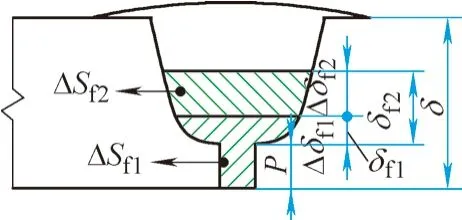
图9 分层计算参数模型
由图9不难看出,以中央铅垂线为对称轴的轴对称图形,对称轴两边面积相等,因此只需计算左半边面积,之后乘以2便可得到坡口总的截面积。各层截面积随厚度不同,计算方法也有所区别。
当Vδfi≤P时,Sfi可通过矩形面积公式计算求得
式中δfi——层厚(mm);
c——坡口间隙(mm)。
当δfi>P时,Sfi可近似看成是由底部矩形面积加上下两个半弓形面积、再加中间梯形面积的和。
在图10中e、H、r、a均为已知的坡口参数,由几何知识可知:
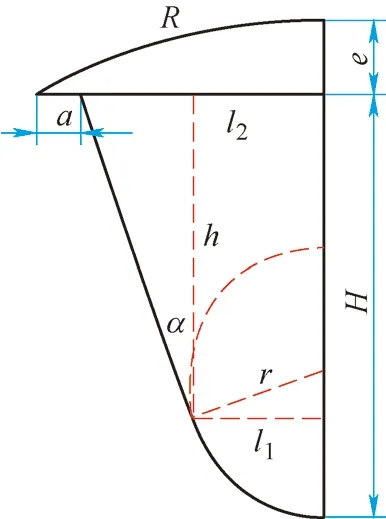
图10 截面面积计算
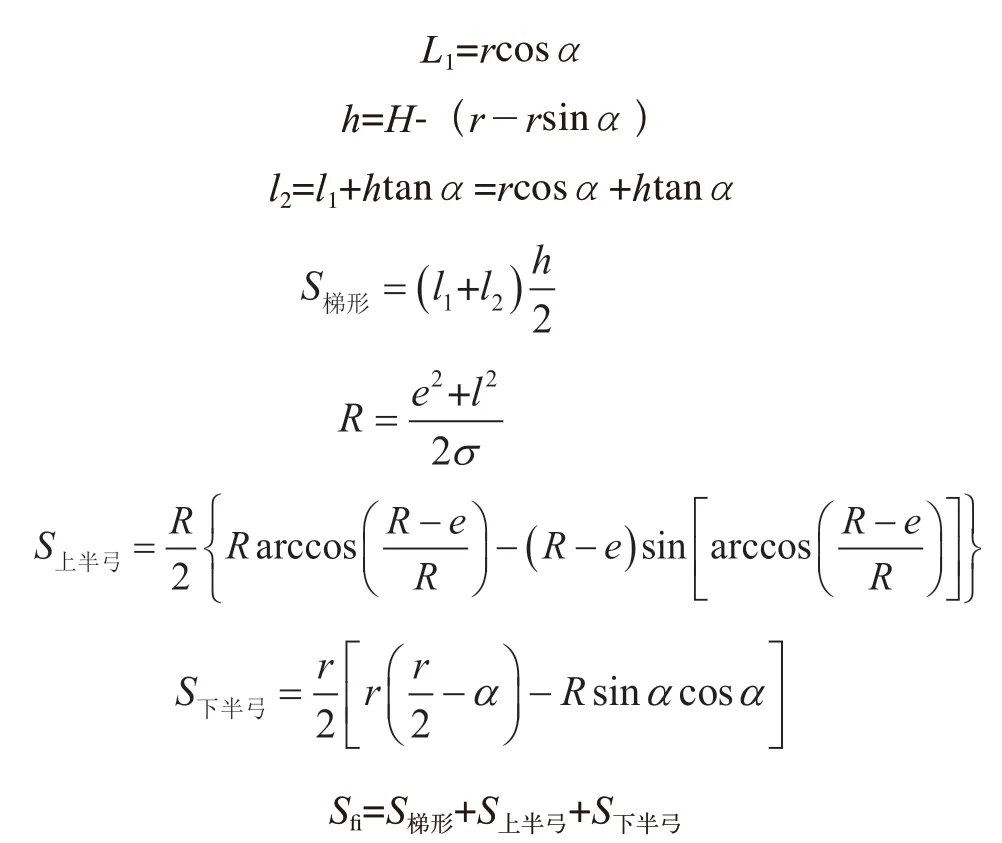
根据上述公式,便可以计算出每层焊缝的截面积,将其代入焊接材料消耗定额计算基本模型公式即可求得每层的焊接材料消耗量。
(9)焊接参数采集与下达模块 焊接参数采集模块主要针对焊接电流、电弧电压、气体流量等进行过程参数,并能够将采集的参数进行分类与统计,便于车辆制造信息的追溯。
焊接参数下达时,通过焊工的手持终端将工艺文件中的WPS的焊接电流、电弧电压下达到焊机设备中,当参数下达完毕,手持终端会有下达成功/失败的提示。目前该系统能够针对进口焊机Kemppi、SAF以及国内大部分焊机参数下达;通过对数据帧、远程帧、过载帧及错误帧的定义与设计实现上位机之间的通信。实现通过报文ID来识别对应设备信息、数据格式等信息。当对工业以太网协议报文进行了解后,进而进行该模块的设计。
3 总结与展望
本文分析了轨道交通车体制造企业的实际需求,开发了一套集成焊接工艺设计、焊接工艺免评判断、焊工管理、资质评定与匹配及焊接材料定额计算等功能的焊接专家系统,该系统所实现的各项功能均为目前轨道交通车体制造企业最为关心的问题。
焊接专家系统作为计算机软件系统的一种,先进和主流的软件开发技术的应用必然会对其发展产生积极的促进作用。焊接专家系统结合5G技术和人工智能等先进技术,应用水平和要求的不断提高,引入成熟的软件开发技术和平台将成为焊接专家系统开发的趋势,这些新技术、新思想、新平台的应用,提升了企业的焊接管理水平。
焊接工艺设计专家系统将依然长期成为焊接专家系统开发者关注的焦点而存在,根据标准规则及工艺设计工程师知识和经验,探索合理的知识表示、构造规范的知识结构、寻找有效的推理机制将更有效地为工艺设计提供方便。
焊接专家系统在与数据库技术的结合过程中,通过三维建模和工艺数字仿真等方式,必将为数字孪生技术在轨道交通的焊接领域发挥重要作用。
