碳纤维 — 玻璃纤维拉挤板纤维质量分数和体积分数测试方法探究
2021-10-28刘连学管锌樑夏国良
刘连学,管锌樑,夏国良
(浙江恒石纤维基业有限公司,桐乡 314500)
0 前言
随着复合材料行业的发展,轻量化的稳健设计已成为先进纤维增强树脂基复合材料应用技术的研发重点[1]。基于这一理念就产生了纤维混杂复合材料,即由两种或两种以上纤维作为增强体的复合材料,每种材料在性能上能够取长补短,类似的复合材料同时具有了多种纤维的特点[2]。玻璃纤维-碳纤维混杂复合材料成为新兴的强韧性结构材料,目前应用在风电叶片、桥梁加固、压缩天然气瓶(航天航空)及固体火箭发动机壳体等宇航结构件,使产品实现了高模量、高韧性、低造价、低质量的优点[3]。碳纤维-玻璃纤维拉挤板(简称“碳玻拉挤板”)是一种由玻璃纤维、碳纤维和树脂采用拉挤工艺制作而成的三元复合材料。对于玻璃纤维拉挤板可采用ISO1172:1997《纺织玻璃纤维增强塑料,预浸料,模塑料和层压塑料 纺织玻璃纤维和矿物质填料含量的测定》[4]中的煅烧法来测定其中纤维的体积分数和质量分数,但是由于碳纤维是可燃烧材料,在碳玻拉挤板中不适用。而对于碳纤维拉挤板可使用GB/T3385-2005《碳纤维增强塑料树脂含量测定方法》[5](消解法)来测定其中的碳纤维体积分数和质量分数。由于碳纤和玻纤的物理差异很大,单一使用任何一种方法难以测出3种成分各自的体积分数和质量分数,所以目前一般采用烧失法与消解法(强硫酸洗)相结合的方法来测定[3]。这种方法需要使用强硫酸,存在危险。所以需要一种更加安全、方便的测试方法。现采用煅烧法、密度测量和复合材料混合定律三者相结合的方法来测量碳玻拉挤板的各组分体积分数和质量分数。材料混合定律是建立在混合过之后材料不存在孔隙的基础上的,但复合材料在制造过程中都会产生一定的孔隙,所以需要用孔隙率做修正使结果更准确。密度测量和孔隙率测定是复合材料必做的基础测试,采用这种方法可以在不增加工作的前提下避免使用浓硫酸可能带来的危险,安全性更好。
1 实验原料和仪器
1.1 原料
碳玻拉挤板:振石集团华美新材料有限公司。
1.2 仪器设备
电子天平:AL204型,梅特勒.托利多;
电热鼓风干燥箱:S.C.101-1型,上海路达试验仪器有限公司;
箱式电阻炉:SX2-4-10N型,上海一恒科学仪器有限公司;
固体密度仪:GH-128E型,日本岛津;
探针式温度计:TP101型,TP;
显微镜:BX53MTRF-S型,VLYMPUS。
2 实验原理和方法
碳玻拉挤板是由碳纤维、玻璃纤维和树脂基经拉挤工艺制作而成,在成材的过程中具有一定的缺陷,即空隙的存在。本方法首先测试材料的孔隙率,这是一项后面所有计算都需要用到的修正因子。然后测试碳玻拉挤板试样的密度,并使用煅烧法测定玻璃纤维的质量分数。通过玻璃纤维的密度和密度测试时得到的碳玻拉挤板试样的体积,可计算得到玻璃纤维的体积分数。碳玻拉挤板3种成分的理想(没有孔隙存在)体积分数之和为1。由复合材料混合定律可知,理想复合材料密度等于复合材料各组分的密度乘以各组分体积分数之和。联立方程组,便可求得碳纤维和树脂各自的纤维体积分数,通过计算也就可以得到3种成分各自的质量分数。
3 实验过程
3.1 显微镜法测定拉挤板孔隙率
复合材料具有一定的孔隙率,并且这些孔隙率都来自使用的树脂,在后面的计算需要用到孔隙率修正。依据标准GB/T3365-2008《碳纤维增强塑料孔隙含量和纤维体积含量试验方法》使用显微镜测定拉挤板的孔隙率[6],测试多个取平均值,作为拉挤板的整体孔隙率。孔隙率可由公式(1)计算。
式中:
a ——碳玻拉挤板孔隙率,%;
V1——碳玻拉挤板中孔隙的体积,cm3;
V——碳玻拉挤板的体积,cm3。
3.2 拉挤板体积及密度的测定
取9块25 mm×25 mm的碳玻拉挤板,并进行编号。根据ISO1183-1:2019《塑料 非泡沫塑料密度的测定 第1部分 浸渍法、比重瓶法和滴定法》[7]中的浸渍法测定样品密度。拉挤板的堆积体积可按照公式(4)计算。
式中:
F浮——碳玻拉挤板所受的浮力,N;
V——碳玻拉挤板体积,cm3;
ρ液——浸渍液的密度,g/cm3;
m1——碳玻拉挤板在空气中的质量,g;
m2——碳玻拉挤板在浸渍液中的质量,g;
g——重力加速度,N/s2。
由于碳玻拉挤板中含有一定的孔隙,故其结果需要按孔隙率进行修正。
拉挤板的密度可按照公式(5)计算。

式中:
m1——碳玻拉挤板在空气中的质量,g;
V——碳玻拉挤板体积,cm3;
ρ——碳玻拉挤板的密度,g/cm3。
同理,由于碳玻拉挤板中含有一定的孔隙,故其结果需要按孔隙率进行修正。
3.3 煅烧法测定
将测试完密度的样块,根据ISO1172:1997《纺织玻璃纤维增强塑料,预浸料,模塑料和层压塑料 纺织玻璃纤维和矿物质填料含量的测定》[4]中的煅烧法测定碳玻拉挤板中玻璃纤维的质量分数。具体可按照公式(6)计算:

式中:
FWFG——碳玻拉挤板中玻璃纤维的质量分数,%;
m3——坩埚质量,g;
m4——坩埚加碳玻拉挤板的质量,g;
m5——煅烧后坩埚加碳玻拉挤板的质量,g。
玻纤的体积分数可按公式(7)进行计算:

式中:
FVFG——碳玻拉挤板中玻璃纤维的体积分数,%;
ρG——玻璃纤维的密度,g/cm3。
3.4 碳玻拉挤板中碳纤维和树脂体积分数的计算
根据复合材料混合定律,复合材料的密度等于等组分体积分数与密度之积的和[8]。
在本次实验样品为三元复合材料碳玻拉挤板可将上式变形为公式(8),其中已由煅烧法测试得出,各成分密度可由生产厂家给出。3种成分的体积分数相加等于100%,由于孔隙率的存在,三者实际相加应小于100%,如公式(9)。联立公式(8)和公式(9),计算得出碳纤维体积分数和树脂体积分数。
式中:
FVFC——碳玻拉挤板中碳纤维的体积分数,%;
FVFR——碳玻拉挤板中树脂的体积分数,%;
ρ0——碳玻拉挤板修正后的密度,g/cm3;
ρC——碳纤维的密度,g/cm3;
ρR——树脂固化后的密度,g/cm3。
碳纤维的质量分数可按公式(10)计算:
式中:
FVFC——碳玻拉挤板中碳纤维的质量分数,%。
同理,树脂的质量分数可按公式(11)计算:
式中:
FVFR——碳玻拉挤板中碳纤维的质量分数,%。
4 实验结果与讨论
(1)为了验证煅烧法、密度测试和孔隙率测试相结合测试碳玻拉挤板纤维质量分数和体积分数的可行性。本实验首先采用6块20 mm×20 mm×5 mm的碳玻拉挤板按GB/T3365-2008方法测试碳玻拉挤板孔隙率,以平均值作为碳玻拉挤板的整体孔隙率,结果如表1、图1所示。
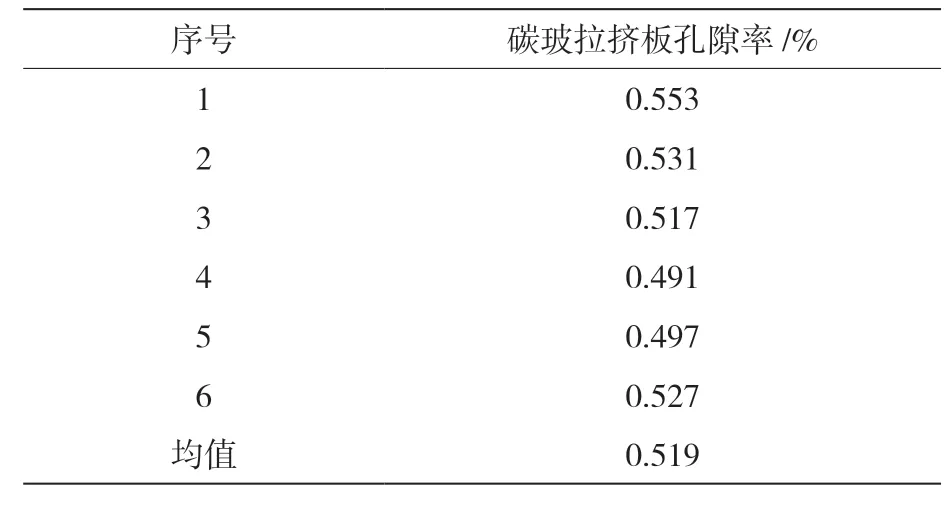
表1 碳玻拉挤板的孔隙率
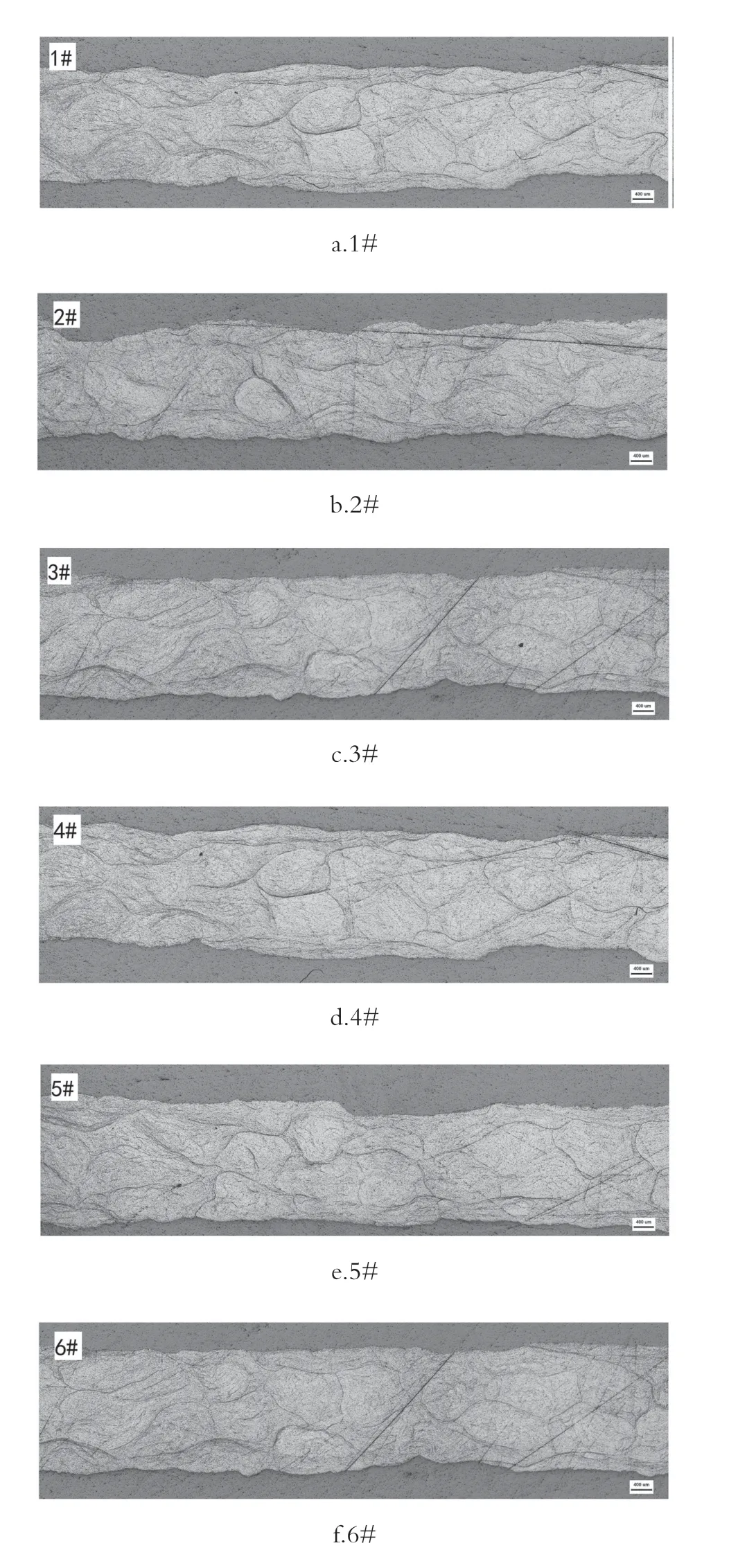
图1 孔隙率测试
(2)在同一试样上另取9块25 mm×25 mm× 5 mm的拉挤板,按ISO1183-1:2019的浸渍法测定试样的密度,其结果如表2所示。再将测试完密度的试样依ISO1172:1996的煅烧法,测定拉挤板中玻璃纤维的质量分数和体积分数,结果如表3所示。

表2 碳玻拉挤板的密度
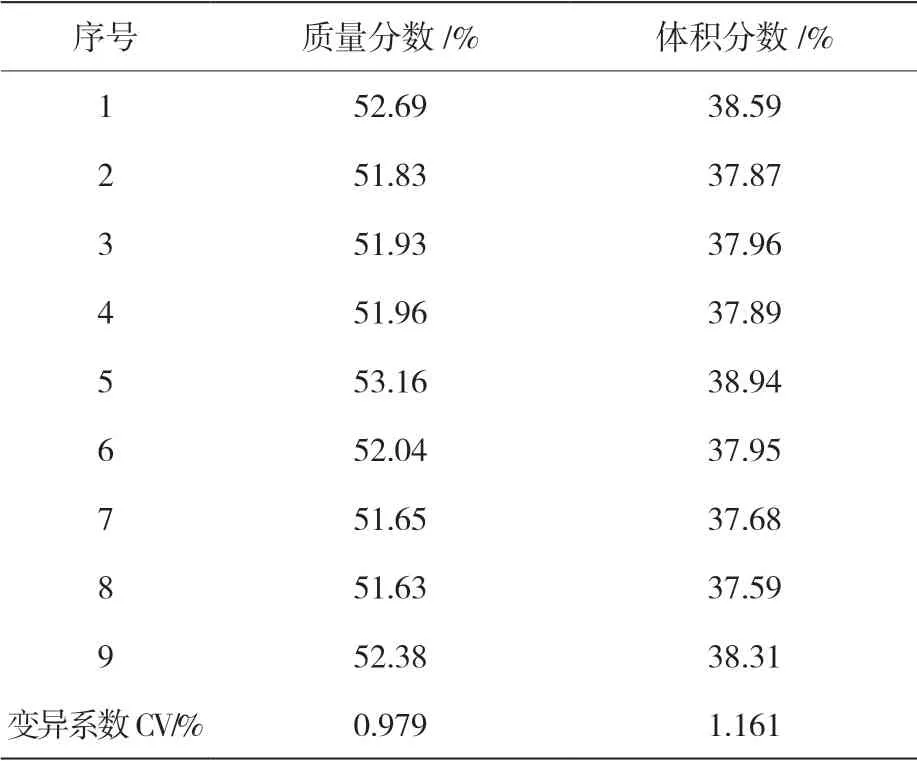
表3 碳玻拉挤板中玻璃纤维的质量分数和体积分数
(3)由以上试验结果,根据公式联立方程组即可计算得出碳玻拉挤板中碳纤维和树脂3个组成成分各自的质量分数和体积分数。实验最终结果如表4所示。
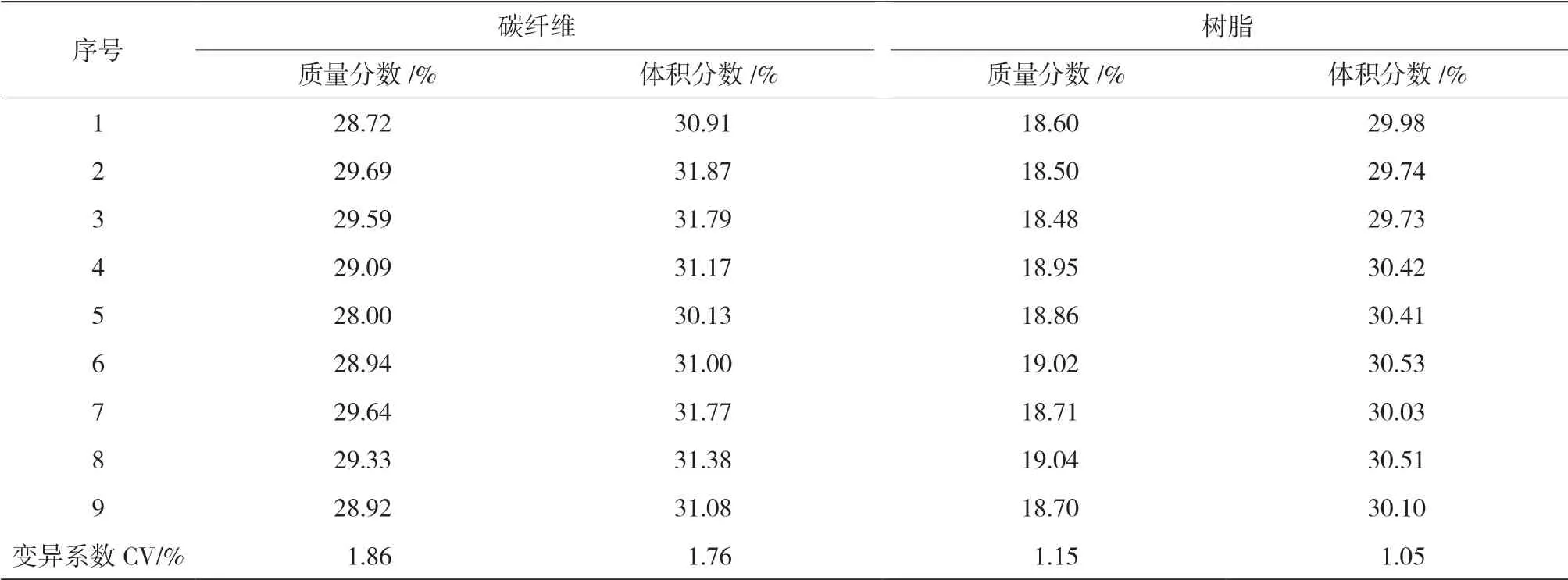
表4 碳玻拉挤板中碳纤维和树脂的质量分数和体积分数
(4)由表3和表4可见,通过这种方法测定的碳玻拉挤板的纤维质量分数和体积分数结果稳定,具有可重复性。
(5)将计算得到的碳玻拉挤板中的玻璃纤维质量分数、碳纤维质量分数和树脂质量分数分别取平均值,与理论值对比结果如表5所示。
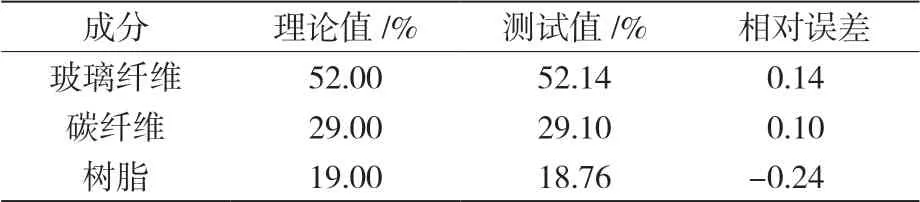
表5 碳玻拉挤板3种成分质量分数与理论值对比表
(6)由表5可见,测试值与理论值相对误差很小。这说明采用煅烧法与密度测试、混合定律相结合,以孔隙率作修正,求得碳玻拉挤板纤维质量分数和体积分数的方法是可行的。
5 结论
(1)经试验验证,采用煅烧法与密度测试、混合定律相结合,以孔隙率作修正,求得碳玻拉挤板纤维含量的方法是可行的。
(2)本方法建立在ISO1183-1:2019、ISO1172:1996和混合定律的基础上联立方程综合分析,并用 GB/T3365-2008方法测得的结果进行修正。经试验验证,在试验原理上是可行的,但是当碳纤维密度与树脂密度相等时本方法不适用。
