固化工艺对光纤线包固化均匀性的影响
2021-10-27王宇东马保吉
王宇东,马保吉
(西安工业大学兵器科学与技术学院,西安 710021)
0 引言
光纤制导技术综合运用了成像探测、图像跟踪、特种光纤传输等关键技术[1],具有抗干扰能力强、命中精度高等优势,是精确制导技术的重要发展方向[2]。光纤线包是指制导光纤在线轴上缠绕完成后形成的纺锤形实体,其半剖截面呈梯形结构[3]。光纤释放之前要求在战场复杂的运输环境下不松动坍塌,在导弹飞行过程中光纤能够顺利释放、不缠结、不折断。基于上述要求,在光纤缠绕过程中需要涂覆粘结剂,然后进行高温固化,粘结剂固化后能使光纤之间紧密结合,避免松动、坍塌[4]。
由于线包厚度较厚且材料传热性能差,在固化过程中线包表面和内部的温度场和固化度场分布差异较大,导致线包发生不同程度的热膨胀和固化收缩,从而引起热应力和固化收缩应力。这些残余应力会使得线包内部出现应力集中、裂缝等缺陷,这会导致光纤释放过程中出现断纤、脱匝、缠结等现象,从而导致放线失败,导弹失去控制,因此如果能够对线包内部缺陷进行有效检测将会大大提高导弹的可靠性。徐振华等[5]曾试图通过X射线扫描的方法对线包进行缠绕缺陷检测,但是由于光纤由不同材料组成,不同材料对X射线的吸收率存在较大差异,分辨率很难保证,并且射线的衰减导致其很难穿透整个线包。此外,关于线包固化残余应力的仿真研究也很困难,因为线包结构复杂,光纤间隙涂抹有粘结剂,无法建立完整的光纤和粘结剂几何模型以及光纤和粘结剂之间的接触模型。
通过分析线包结构发现其与复合材料结构类似,且其结构特性符合复合材料细观力学基本假设[6],文中拟采用复合材料细观力学理论对线包固化过程进行模拟。复合材料细观力学理论在复合材料固化过程仿真研究的应用已非常成熟,文献[7-9]都曾借助于细观力学理论对复合材料固化过程进行仿真研究,但仿真多以简单的层合板为对象,而线包结构是一个纺锤形实体且其与线轴是不可分割的整体,在固化仿真过程中需同时考虑线包和线轴不同的材料属性、接触属性,这些都将成为线包固化过程仿真的难点所在。
基于以上分析,将基于复合材料细观力学理论建立线包固化过程的热传导数学模型,与固化动力学数学模型进行耦合,利用有限元分析软件ANSYS建立线包和线轴的三维有限元模型、等效材料模型,设置初始条件和边界条件,对耦合模型进行数值求解。分析固化过程中线包不同位置的温度和固化度分布,并研究了固化温度和升温速率对线包固化均匀性的影响。研究结果将有助于明确固化机理,根据特定的固化均匀性要求设计最佳固化工艺参数。
1 固化工艺物理过程
线包的固化工艺是将绕线和涂胶完成的线包放置在烘箱中进行加热处理。线包固化工艺曲线如图1所示,t1~t2温度从初始温度T0升高到T1,t2~t3以T1温度保温,t3~t4继续升温到T2,t4~t5以T2温度保温,t5~t6逐渐降温到初始温度T0,固化完成。热量通过线包表面空气对流的形式传递到线包表面,然后再以热传导的形式传递到线包内部。在热作用下粘结剂的主要成分硅橡胶发生交联反应同时释放出热量,导致其机械性能发生显著变化(液态→固态),从而起到稳定光纤,防止其松动的作用。
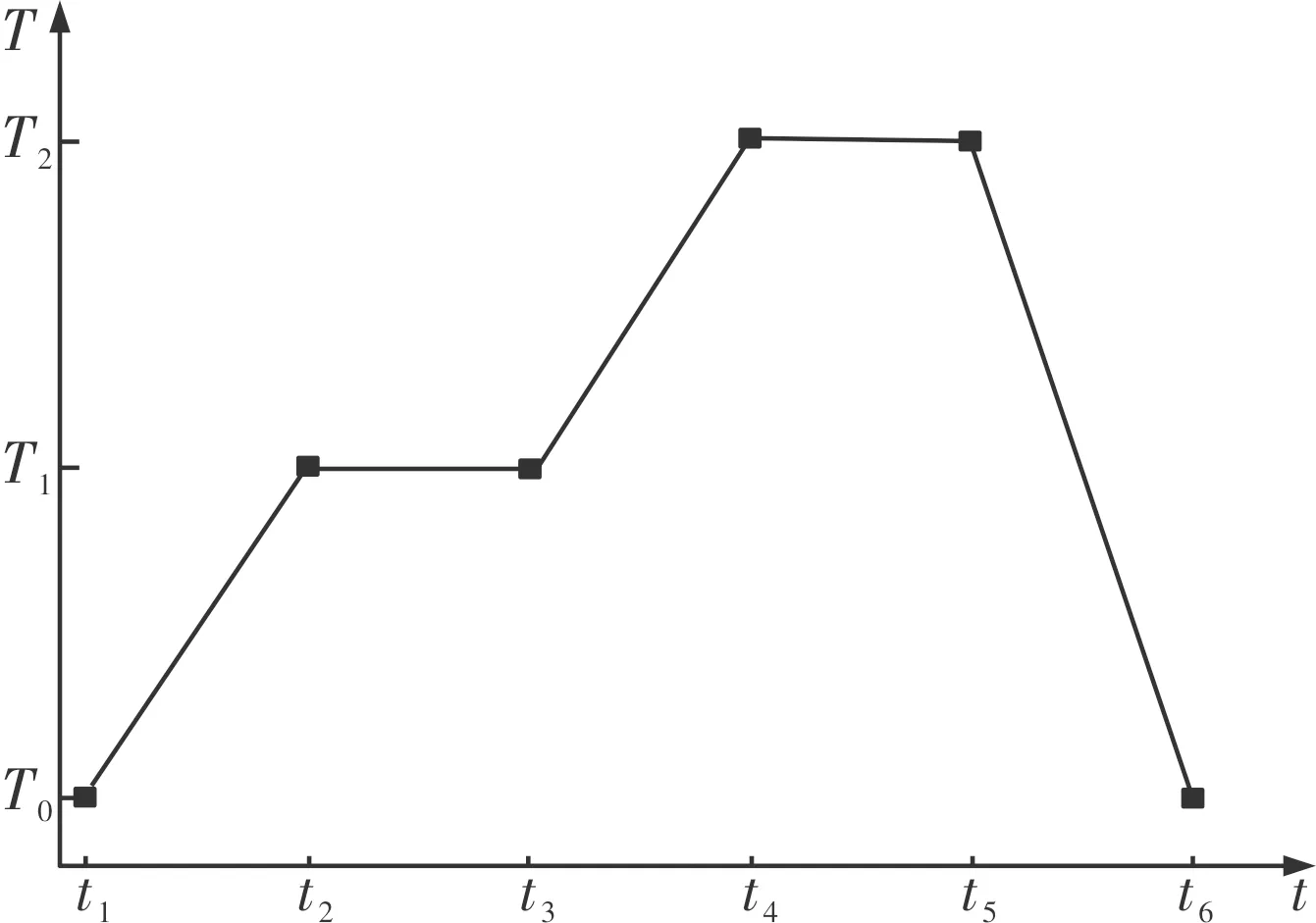
图1 线包固化工艺曲线图
2 固化过程数学模型
2.1 基本假设
线包结构符合细观力学理论基本假设:
1)光纤和粘结剂纤维均匀分布在整个线包之中;
2)光纤和粘结剂表面直接接触,并且互相或者以化学的或者以物理的方法粘结在一起,直到光纤释放前不脱开、不发生相对滑移;
3)线包中孔隙与气泡体积的总和很小,可以忽略不计。
2.2 热传导模型
热传导模型采用傅里叶热传导定律[10]和能量平衡原理来建立:
(1)
式中:ρ,Cp为线包整体的等效密度和比热容;kx,ky,kz分别为线包3个方向的热传导系数;T为线包温度;Q为内部热源,可表示为:
(2)
式中:Hr为单位体积硅橡胶固化完成后放出的总热量;α和dα/dt分别为固化度和固化速率。
由于光纤缠绕方向都是沿着线轴周向,所以线包横截面具有横观各向同性材料属性[11],根据复合材料混合率公式,ρ,Cp可表示为:
ρ=Vfρf+(1-Vf)ρm
(3)
(4)
式中:Vf为光纤体积分数;ρf,ρm分别为光纤和粘结剂的密度;Cf,Cm分别为光纤和粘结剂的比热容。ρm和Cm会根据粘结剂状态的改变发生变化。
沿光纤缠绕方向的热导率ky为:
ky=Vfkf+(1-Vf)km
(5)
垂直光纤缠绕方向的截面两个方向的热导率kx和kz为:
(6)
式中B=2(km/kf-1);km为粘结剂热传导系数,随着粘结剂状态的改变而改变;kf为光纤热传导系数。
2.3 固化动力学模型
液体硅橡胶的自催化固化动力学模型[12]是将固化速率和温度联系起来的唯象模型,其固化反应速率为:

(7)
式中:α为固化度,用于表征硅橡胶的固化程度,未开始固化时α=0,固化完成后α=1;n为反应级数,模型中取0.822;k(T)为液体硅橡胶改进自催化反应动力学模型的反应速率常数,其表达式为:
k(T)=k0e-ΔEa/RT
(8)
式中:k0为反应动力学模型的频率因子;ΔEa为反应动力学模型的活化能;R为气体常数。
3 温度场和固化度场数值模拟
考虑到温度和固化度之间的耦合关系,分别建立热传导和固化动力学计算模块,利用仿真软件ANSYS的参数化编程语言APDL实现两个模块并进行耦合求解。
3.1 热传导模型和固化动力学模型耦合
图2所示为热传导模型和固化动力学模型耦合模拟过程流程图,在模型中输入初始温度、固化温度、光纤和粘结剂初始材料属性、光纤体积分数、初始固化度、固化速率、输出温度场和固化度场。

图2 热传导模型和固化动力学模型耦合模拟过程流程图
热传导模型为基础模型,它为固化动力学模型提供温度参数,将温度和时间输入固化动力学模型便可输出固化度,热传导模型再利用温度和固化度参数计算出时变材料属性,为新的固化周期初始化。
3.2 有限元模型与材料参数
结合细观力学理论对材料模型进行等效,线包几何模型结构将不再区分光纤和粘结剂,几何模型尺寸由某产品线包实体1∶1简化而成,线轴内径为113.89 mm(忽略锥度),线轴壁厚为5 mm,线轴长度为216 mm,线包初始匝数522,两边退匝数为2,缠绕层数为70。
线包结构材料属性如表1所示,在硅橡胶固化过程中其热物理特性将随温度和固化度发生变化,而光纤和线轴材料属性随温度变化可以忽略不计。固化动力学参数如表2所示。

表1 线包结构材料参数

表2 固化动力学参数
选取三维8节点六面体单元SOLID70单元进行热分析,采用扫略网格划分的方法对线包进行网格划分。单元坐标系方向与单元IJ边平行,通过扫略划分的网格得到规则的六面体单元可以很方便定义正交各向异性单元材料属性。在保证计算精度的前提下,尽量选取相对较大的单元尺寸和较少的单元数量,可以很好的节省计算空间和时间,经过算例分析,综合选取的单元数为17 856个。划分好网格的三维有限元模型如图3所示。
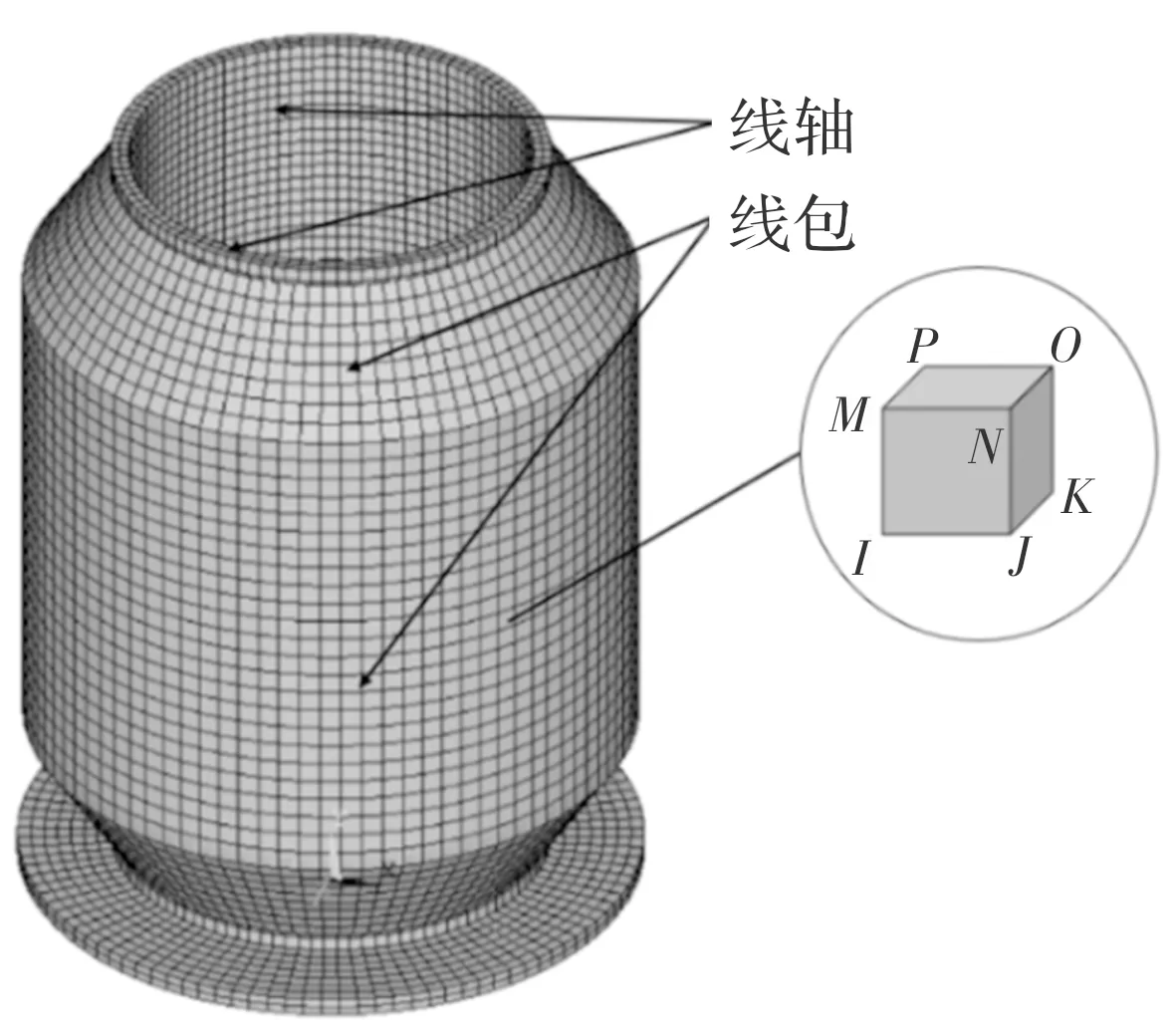
图3 线包三维有限元模型
3.3 有限元模型求解
线包各个位置的初始温度和表面空气初始温度都设置为25 ℃,初始固化度为0。边界条件为热力学第三类边界条件[9]:
(9)
式中:hf为线包与空气接触部分表面热对流系数,其值取20 W/(m2·K);Tf为线包表面空气温度即为固化温度。试验中的另一个工艺参数升温速率为开始加热后表面空气温度Tf由初始温度25 ℃上升到指定固化温度过程中温度升高的速率。
由于固化过程既与温度有关,也与时间有关,因此需要瞬态热求解器对模型进行求解。同时由于线包线轴存在接触问题,因此将采用非线性求解器求解。
求解过程:第一个载荷步根据初始条件计算出线包温度分布,再根据温度分布及固化时间计算出线包固化度分布以及固化释放的热量,并将释放热量作为载荷施加到下一个载荷步中。已知温度分布和固化度分布后更新下一个载荷步线包每个单元的材料属性,然后开始下一个载荷步,以此类推,直到完成固化工艺,最终得到线包温度场和固化度场分布。
4 仿真结果与讨论
由于线包结构是一个轴对称结构,其温度和固化度在圆周方向分布相同,因此选取任一横截面上如图4所示A~E五点表征线包不同部位固化度和温度分布,后面所述的不同位置指横截面的不同位置。其中A,B,C为线包截面中心同一厚度方向上的3个点,分别代表线包厚度方向中点、线包表面以及线包与线轴接触点;D点是线包顶层最边缘点;E点是D点对应的线包中间层点。

图4 结果数据读取点
4.1 线包不同位置温度与固化度分布
图5为线包在如图1所示工艺条件下A,B,C三点的温度、固化度在固化过程中的随时间变化曲线。从图中可以看出在固化初始阶段,固化速率缓慢增长,随着线包温度升高,固化速率逐渐上升到最大值,随着固化程度的提高固化速率逐渐放缓直至固化完成。由于B点处于线包最顶层,热量最先传递到线包表面,因此3点中B点固化温度最先升高,最早完成固化。C点位于线包初始层,与铝制线筒接触,而铝的导热能力强,因此从图中可以看出C点与B点的温度和固化度接近,但没有B点高。而A点为线包中心点,由于线包中粘结剂体积含量较低导致反应放热量小,热传导占主导地位,且光纤和粘结剂导热系数都比较低,线包厚度厚,所以在固化工艺升温阶段线包中心A点温度、固化度低于B点和C点。

图5 线包A,B,C三点固化度和温度曲线图
另外从图中可以看出在相同时间点B点与A点固化度的最大差值出现在固化度曲线斜率最大的阶段,即固化速率最高阶段。
图6为A,B,D,E四点在固化过程中温度、固化度随时间变化曲线。从图中可以看出在固化过程中D和B点比E和A点的温度和固化度相对要高一些,这是因为D和B点所在的线包表面离热源更近。另外D点位于外圆柱面与退匝锥面相交处,在同样的时间内D点比B点能获得更多的热量,所以D点比B点固化度高。同理E点要比A点获得更多热量,因此固化度高。从上面的分析可以看出随着热量由线包表面传递到内部,固化过程也是由外及内。

图6 线包A,B,D,E四点固化度和温度曲线图
4.2 固化温度对线包固化均匀性的影响
固化均匀性是通过温度均匀性和固化度均匀性来衡量的。温度均匀性是通过固化过程中在同一时间点线包中最高温度点与最低温度点差值的大小来表征的,后面简称为最大温度差值。同理固化度均匀性通过固化过程中在同一时间点线包中固化度最高点与固化度最低点差值的大小来表征,简称最大固化度差值。
在升温速率8 ℃/min时研究不同固化温度(固化温度分别取90 ℃,110 ℃,130 ℃,150 ℃,175 ℃)对线包固化均匀性的影响。图7和图8绘制了不同固化温度时线包中心点A处固化度曲线和固化速率曲线,从图7和图8可以看出固化温度的升高会加速线包固化,缩短固化时间。
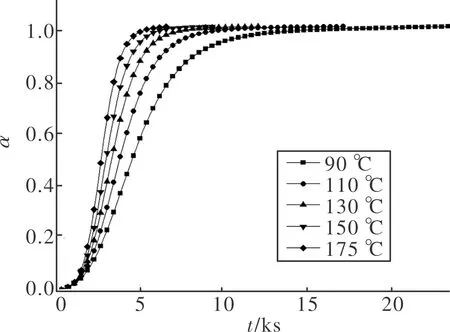
图7 不同固化温度对应线包中心点固化度曲线
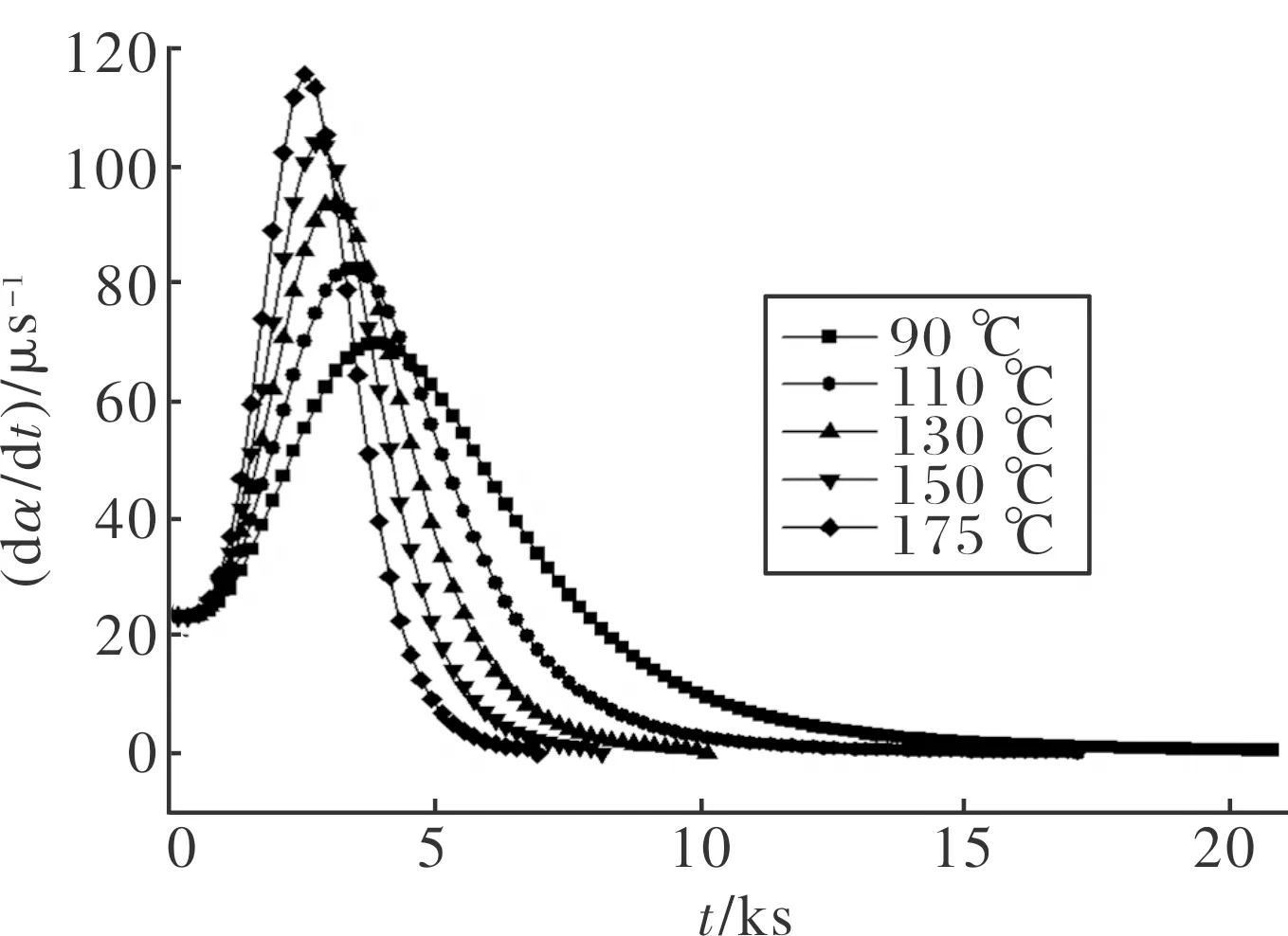
图8 不同固化温度对应线包中心点固化速率曲线
图9是不同固化温度下完成固化所用时间,从图中可以看出随着固化温度的升高,固化所用时间缩短,固化效率升高。但当固化温度升高到一定程度之后,升高固化温度所引起的固化时间的缩短不再明显。

图9 不同固化温度下完成固化所用时间
图10和图11为固化过程中不同固化温度下线包最大温度差值和最大固化度差值曲线,从图中可以看出随着固化温度升高,线包的最大温度差值和最大固化度差值会随之变大,固化更加不均匀。由于光纤缠绕层数多(一般为50~80),线包厚度厚,粘结剂和光纤的导热性差,当提高固化温度后线包最大温度差值变大,从前面固化温度对固化速率的影响结果可知升高固化温度会提高固化速率,这意味着线包中温度高的位置固化速率快,温度较低的位置固化速率相对缓慢,从而使得线包最大固化度差值变大。

图10 固化温度对线包最大温度差值的影响
4.3 升温速率对固化均匀性的影响
在固化温度为165 ℃时研究升温速率(升温速率分别取4 ℃/min,6 ℃/min,8 ℃/min,10 ℃/min)对固化均匀性的影响。图12和图13描述了不同升温速率下中心点A处固化度和固化速率的变化特性。从图中可以看出同一时刻线包中心点的固化度和固化速率随着升温速率的提高而增大。这是因为升温速率的提高会使得线包温度与加热介质温度的差值变大,两者之间的热交换变快,线包温度升高,固化速率加快,但是升温速率对固化速率的影响没有固化温度对其影响显著。

图12 不同升温速率对应线包中心点固化度曲线
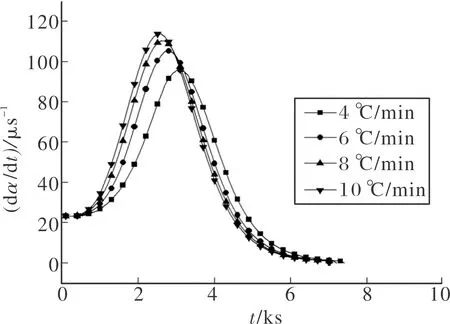
图13 不同升温速率对应线包中心点固化速率曲线
图14和图15为固化过程中不同升温速率对线包最大温度差值和最大固化度差值的影响。从图中可以看出升温速率越高最大温度差值越大,但是升温速率对最大固化度差值影响不显著。
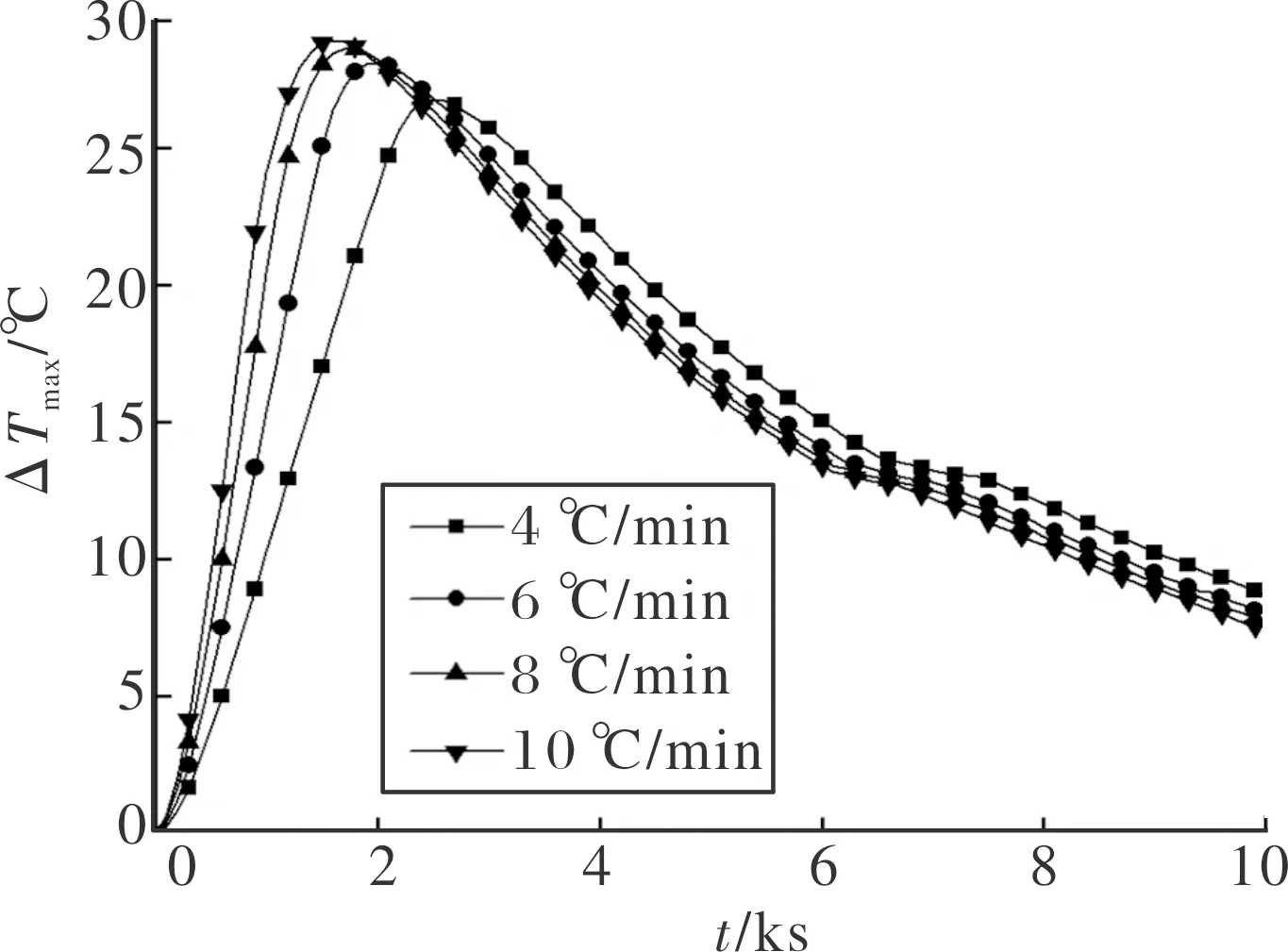
图14 升温速率对线包最大温度差值的影响
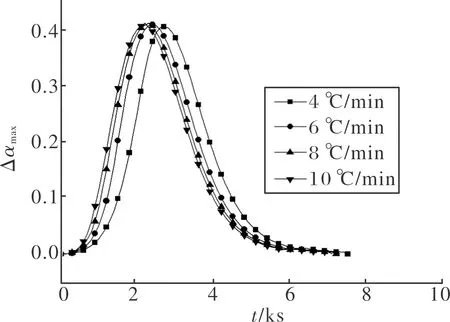
图15 升温速率对线包最大固化度差值的影响
当固化速率为4 ℃/min时固化温度由初始温度25 ℃上升到165 ℃需要2 100 s,而从固化度曲线可以看出在这段时间内固化速率处于缓慢上升阶段,固化速率不高,升温速率对固化速率的影响较小。而从前面的结果可以看出固化度最大差值出现在固化速率最快的时间段,而这个时间段固化温度已经上升到165 ℃,从式(7)可以看出影响固化速率的因素是固化温度,因此升温速率对固化度最大差值的影响很小。
5 结论
基于复合材料细观力学理论对线包固化过程进行了有限元仿真,分析了线包不同位置的温度和固化度分布,研究了固化温度和升温速率对固化均匀性的影响,主要结论为:
1)由于线包厚度较大,且热传导性较差,靠近表面热源的部位最先完成固化,线包中心位置最后完成固化,固化过程由外及内。内外固化度最大差值出现在固化速率最快阶段。
2)升高固化温度可以明显提高固化速率,缩短固化时间,但也会导致最大温度差值和最大固化度差值变大,从而导致线包均匀性变差,因此应合理设置固化温度。
3)升温速率对固化均匀性的影响不显著,因此升温速率的选择应主要以考虑生产效率为主。
