超声-酶法水解小麦麸皮制备低聚木糖的研究
2021-10-26冯新月常思源
张 媛 冯新月 常思源* 曹 亮
1 南京钟鼎生物技术有限公司(江苏南京 210034)2 南京科技职业学院生命健康学院(江苏南京 210048)
低聚木糖是由2~7 个木糖分子以糖苷键构成的功能性聚合糖[1]。低聚木糖有明显的双歧杆菌增殖作用,其在增殖肠道双歧杆菌、维持肠道正常功能,降低血压、血糖、血清胆固醇,抗龋齿以及促进人体对钙的吸收等方面的功效显著优于其他功能性糖[2]。正因为具有如此多的特殊功效,低聚木糖在我国的需求量逐年上升。
小麦是我国粮食供应体系中重要的农产品。小麦麸皮是面粉加工生产过程中的副产物,其产量约为小麦加工量的20%,每年的产量超过2 500万t。目前,大多数小麦麸皮作为酿酒,制醋、酱油、饲料等产品的廉价原料,很少用于深加工和再利用,经济效益和社会效益很低。尽管大量研究表明全谷物食品对健康有益,但是由于加工技术、营养及感官标准等因素,小麦麸皮很难直接添加到食品系统中[3],如随着小麦麸皮添加量的增加,面条的糊化特性、硬度、黏性、咀嚼性、感官评分都随之下降,这些因素限制了小麦麸皮的高效利用。因此,找到新的小麦麸皮添加方法是提高其利用价值的关键。
小麦麸皮含大量碳水化合物、蛋白质及维生素等,其中碳水化合物总的质量分数为45%~65%,远远高于玉米、燕麦等其他谷物皮层中的碳水化合物总量。细胞壁多糖又称非淀粉多糖,主要由半纤维素、纤维素和木质素构成,是小麦麸皮中碳水化合物的主要成分。半纤维素的主要成分是木聚糖,约占小麦麸皮的20%[4],是小麦麸皮细胞壁结构的主要成分之一,也是制备小麦麸皮低聚糖的良好资源。
按照“创新、协调、绿色、开放、共享”的发展理念,利用小麦麸皮制成性价比高的功能性糖,符合农业废弃物充分利用并取得巨大经济效益的理念[5]。利用小麦麸皮制备低聚木糖具有十分广阔的前景。本研究以小麦麸皮为原料,考察超声功率和超声时间对小麦麸皮半纤维素组分提取效率的影响,考察加酶量、木聚糖添加量和酶解时间对木聚糖酶水解木聚糖生产低聚木糖的影响,旨在优化以小麦麸皮生产低聚木糖超声-酶解的工艺。
1 材料与方法
1.1 材料与试剂
小麦麸皮,购自河北廊雪面粉有限责任公司;木聚糖酶,实验室自行发酵纯化获得。
1.2 木聚糖制备
(1)小麦麸皮预处理
小麦麸皮浸泡在水中并用力多次揉搓清洗,用玻璃棒搅拌,加热蒸煮2 h,然后在过滤掉处理液的基础上,将麸皮清洗干净之后烘干。
(2)超声辅助提取木聚糖
考察不同超声功率和超声时间对木聚糖提取效率的影响。称取20 g小麦麸皮,放入烧杯中,加入400 mL 去离子水后进行超声处理。随后放入锅内密封处理,150 ℃恒温提取40 min。反应结束温度降至室温后,回收上清液,冷冻干燥即得木聚糖[6]。
(3)酶水解木聚糖制备低聚木糖
用自行筛选纯化获得的来自枯草芽孢杆菌的β-1,4-木聚糖酶水解木聚糖,改变木聚糖酶添加量(50,75,100,150,200 U/g),麸皮添加质量分数(2%,4%,8%,10%,15%)以及酶解时间(2,4,6,8,10,12 h),考察酶解自提取木聚糖生成低聚木糖(还原糖)的效果。
1.3 水解液中还原糖和总糖的测定
还原糖采用3,5 二硝基水杨酸法测定,总糖采用蒽酮硫酸法[7]测定。
2 结果与讨论
2.1 超声功率对木聚糖提取效率的影响
考察超声功率对小麦麸皮木聚糖提取效率的影响时,选用超声时长为30 min,底物小麦麸皮添加质量分数为5%。超声功率对木聚糖含量和木聚糖提取率的影响如图1 所示。当超声功率 为0~600 W时,木聚糖质量浓度(0.35~1.07 g/L)和木聚糖提取率(2.85%~8.63%)增加缓慢;随着超声功率增大,处于600~1200 W 之间时,木聚糖质量浓度和提取率均快速增加;当超声功率为1 200 W 时,木聚糖提取率和木聚糖质量浓度效果最佳(17.6%,2.19 g/L)。超声波主要通过空化效应与机械效应作用于小麦麸皮。超声功率越大,产生的超声波空化效应越剧烈,表现为其对植物细胞壁的破碎能力越强,从而有助于木聚糖组分的溶出。另外,超声波产生的机械效应会破坏木片表面结构,使木聚糖溶于热水中,从而提高木聚糖得率。

图1 超声功率对木聚糖溶出率和提取率的影响
2.2 超声时间对木聚糖提取效率的影响
在研究不同超声时间对木聚糖提取效率的影响时,选择超声功率1 200 W、底物小麦麸皮添加质量分数为5%。超声时间为0~20 min 时,木聚糖质量浓度和提取率逐渐增加,之后增势放缓;在30 min 时木聚糖质量浓度和提取率(2.13 g/L,17.4%)达到最高;超过30 min 后,木聚糖质量浓度和提取率逐步降低。这可能是由于超声波产生的机械效应、空化效应促进了小麦麸皮中不同组分的溶出,还可能是部分糖降解为糠醛所致。超声时间对木聚糖溶出率的影响可能是因为:短时间超声的空化效应和机械效应破坏其结构,促进木聚糖的溶出;但是随着超声时间的延长,超声产生的空化泡会在某种程度上减少传输到溶液中的能量,空化强度降低,产生“饱和效应”,从而导致木聚糖溶出率降低。
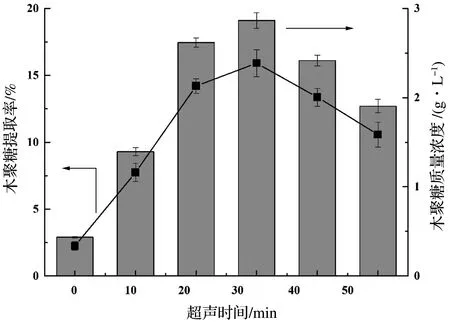
图2 超声时间对木聚糖溶出率和提取率的影响
2.3 木聚糖添加量对酶解效果的影响
当酶解时间为8 h、酶解温度为45 ℃、加酶量为10 U/g 的条件下,选取2%,4%,8%,10%和15%来考察自提取木聚糖添加量对酶解效果的影响,结果如图3 所示。当木聚糖质量分数低于8%时,还原糖产量随着木聚糖量的增加而增加。这是由于当反应体系中的木聚糖酶过量时,随着木聚糖添加量增加,反应速率增大。随着木聚糖添加量进一步增加,还原糖的产量略有下降。这可能是由于反应体系中自由水的量减少,混合效率低下,导致物质间的传质效能降低,进而限制了木聚糖水解进程。因此8%为最佳底物添加质量分数。
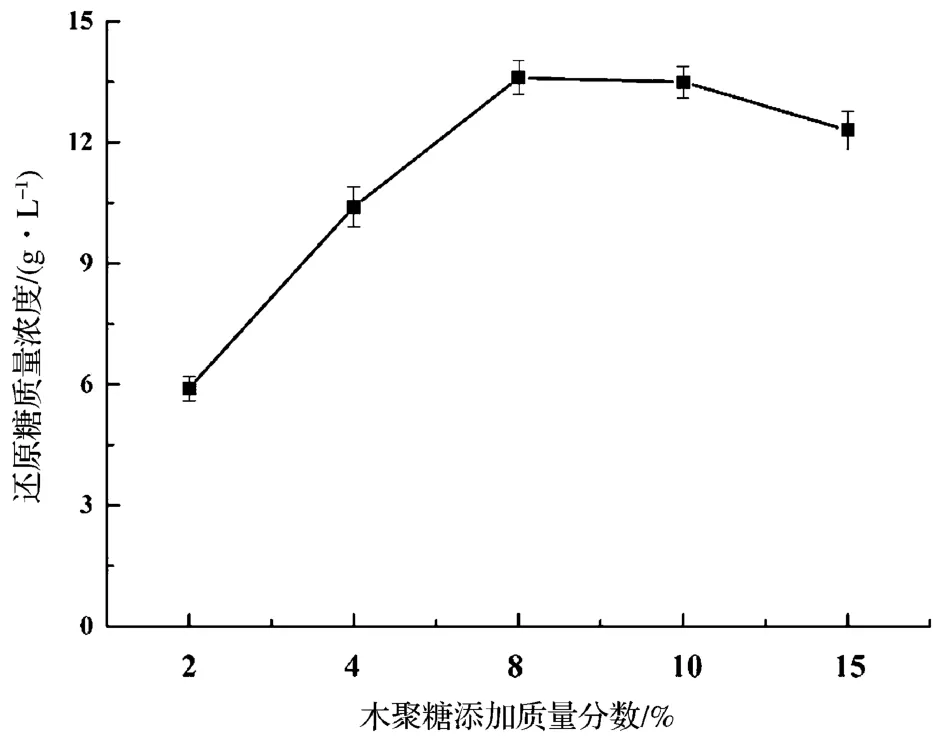
图3 木聚糖添加量对酶解效果的影响
2.4 木聚糖酶添加量对酶解效果的影响
在酶解时间为8 h、酶解温度为45 ℃、自提取木聚糖质量分数为8%的条件下,选取2,5,10,15,20 U/g 来考察木聚糖酶添加量对酶解效果的影响,结果如图4 所示。在木聚糖酶添加量到达10 U/g 之前,其水解效果随着添加量的增加而增强,当酶添加量为10 U/g 时酶解效果最佳,还原糖质量浓度达到最大值14.11 g/L。当木聚糖酶添加量小于10 U/g时,酶解反应体系中底物木聚糖过量,反应速率的增加与酶质量浓度的增加成正比。此后,随酶质量浓度的增加,反应速率的增大趋势逐渐减缓。当酶质量浓度增加到10 U/g 时,反应速率达到最大值,不再随酶质量浓度的增加而增大。
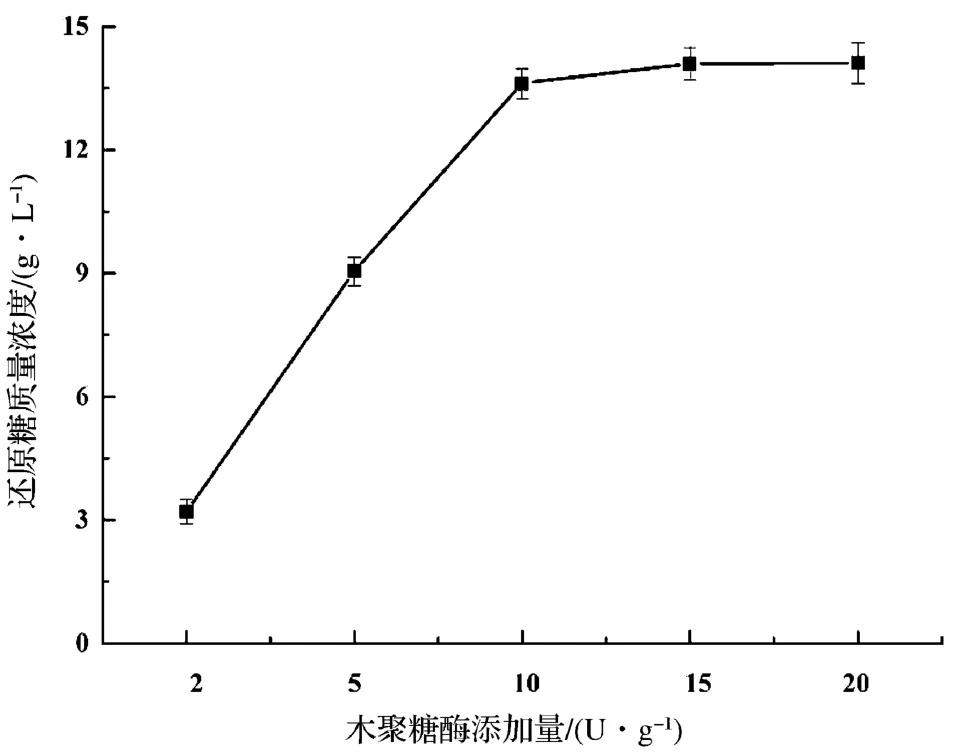
图4 木聚糖酶添加量对酶解效果的影响
2.5 酶解时间对酶解效果的影响
在木聚糖酶添加量为10 U/g、自提取木聚糖质量分数为8%、酶解温度 为45 ℃的条件下,选取2,4,6,8,10,12 h 来考察反应时间对于酶解效果的影响,结果如图5 所示。随着时间增加,在6 h 内还原糖质量浓度不断上升(7.91~14.13 g/L),6 h 后产量增加缓慢。在酶解反应初期,木聚糖酶与木聚糖粗液充分接触,使得还原糖和总糖产量迅速上升,随木聚糖粗液消耗量不断加大,反应趋于相对饱和的状态,最后还原糖质量浓度呈现平稳的状态。
因此,当在酶解温度为45 ℃、木聚糖酶添加量为10 U/g、自提取木聚糖质量分数为8%、酶解时间为6 h 的条件下,低聚木糖的质量浓度为14.13 g/L。利用高效液相色谱(HPLC)分析并确认水解产物的质量浓度为木糖0.15 g/L、木二糖4.73 g/L、木三糖5.96 g/L、木四糖2.21 g/L。

图5 酶解时间对酶解效果的影响
3 结论
通过单因素实验确定了木聚糖超声辅助提取工艺以及后续酶解工艺参数,在超声功率为1 200 W、超声时间为30 min 的条件下,小麦麸皮木聚糖质量浓度和提取率分别为2.13 g/L 和17.4%。在酶解温度为45 ℃、木聚糖酶添加量为10 U/g、自提取木聚糖质量分数为8%、酶解时间为6 h 的条件下,低聚木糖的质量浓度为14.13 g/L。
