末端电磁搅拌技术在连铸生产中的应用分析
2021-10-25韩晓艳
韩晓艳
摘要:本文主要针对八钢150t转炉连铸为提高特钢生产的品质,投入连铸电磁搅拌系统。从技术特点、针对性的选型、功能介绍及效果对比等方面进行了全面分析。
关键词:电磁搅拌;凝固;电磁力;漏磁;电导率;搅拌强度;钢液粘度
2012年,八钢第一炼钢厂150t转炉根据公司下达的生产任务,针对优钢生产铸坯内部质量仍然存在一些问题,如∶铸坯存在中心偏析.中心疏松.缩孔.夹杂等缺陷。为了提高特钢生产的品质,150t转炉连铸决定投人电磁搅拌系统。
电磁搅拌器技术特点
连铸电磁攪拌器是一种工作在高温高湿度及高尘渣等恶劣环境下的电气设备,主要由产生电磁场的电磁感应器.保护电磁感应器的外壳体及冷却电磁感应器的冷却水路组成。具有以下特点∶1采用低电压.大电流的设计方案,有效地防止高压峰值对绝缘的破坏,延长搅拌器的使用寿命。2对L/D比值进行优化,适当加长搅拌器的长度∶3适当放宽电源频率范围。
4 适当降低搅拌器安装位置,使弯月面附近的磁场尽可能小。5采用纯净水直冷式电磁搅拌器,漏磁少,中心磁感应强度高,搅拌效果好。
电磁搅拌结构的分类及性能比较∶
从电磁搅拌器所处安装于连铸机位置分∶结晶器电磁搅拌器:二冷区电磁搅拌器:凝固末端电磁搅拌器。
从电磁搅拌器所使用的冷却方式分∶油一水冷却电磁搅拌器:水直接浸泡冷却式电磁搅拌器:空芯铜管纯水内冷式电磁搅拌器。
现在方坯电磁搅拌普遍使用了结晶器电磁搅拌器,结晶器电磁搅拌器从结构上来讲又分为两类∶1.结晶器内置式电磁搅拌器:2.结晶器外置式电磁搅拌器。
针对以上电磁搅拌各种不同方式,采用的是M-EMs,从结晶器电磁搅拌器的结构上采用了结晶器内置式电磁搅拌器。
电磁搅拌的原理及分析∶
电磁搅拌的实质是借助在铸坯的液相穴内感生电磁力强化液相穴内钢水的运动,由此强化钢水的对流.传热和传质过程,从而控制铸坯的凝固过程,对改善铸坯质量起了重大的作用。影响连铸电磁搅拌的冶金效果的主要因素在于∶_.电磁搅拌器能否提供足够大的电磁推力。a.不同钢种的末凝固钢液需要多大的电磁推力。b.电磁搅拌的作用区域是否足够大。c.电磁搅拌的安装位置是否得当。
对电磁搅拌器本身而言其设计性能的高低就体现在对电磁推力的合理设计上,从理论模型加以适当简化可得电磁推力的表达式为∶ed=1/2gVsBo2KsKd……①式中∶g—钢液的电导率Vs—电磁搅拌器磁场的运行速度(Vs=2re,e频率,r极距)Bo—电磁搅拌器表面磁场强度1/Ks—磁场的衰减系数(变量)Kd—磁场的漏磁系数
影响电磁推力大小的主要因素为∶_.电磁搅拌器的表面磁场(Bo):a.电磁搅拌器磁场的运行速度(Vs):b.电磁搅拌器的固有特征系数(Ks.Kd):
c.钢液的电导率(g)。
1. 电磁功率
从上面①式可知对电磁推力影响最大的是电磁搅拌器的表面磁场(Bo),而Bo是与电磁搅拌器的线圈安匝数(N.I)成正比的。通常,由于受安装空间的限制同时也为了降低电磁功率,线圈匝数(N)不能加得太多,因此,怎样最大限度的提高电流强度(I)就成为提高电磁推力的最有效途径
2. 最佳频率
从上面①式可知增加频率(e)可增加电磁推力,但另一方面,增加频率会引起磁场衰减系数(1/ks)变大,从而又减小电磁推力,因此电磁推力随频率的变化不是单调的,而是有一个最大值。
3. 钢水导电率
不同钢种,其钢液导电率(g)是不同的,但相差不是很大,因此一般情况下,可以不予考虑。
4. 钢液粘度
从力学原理上来讲,电磁搅拌的过程,实质上就是电磁力克服钢水粘
性力从而使钢液产生运动的一种过程,不同钢种,其粘性系数相差很大,因此所需电磁推力也是不同的,对碳结构钢而言,主要取决于含C量,含C量越高所需电磁推力就越大,不锈钢所需电磁推力比碳钢要大1倍以上。具体应根据钢种和铸坯截面及安装位置进行确定。
5. 合金元素的影响
合金元素的加人改变了凝固组织结构,不同化学成份的钢水,其柱状晶发展程度也不一样,一般来讲合金元素的成份越多,其柱状晶就越发达,所需电磁力也越大。
6. 安装位置的影响
按照电磁搅拌传统的柱状晶切断机械模型理论,认为在二冷区内安装电磁搅拌是改善铸坯内部质量的最佳位置,但随着结晶器电磁搅拌的使用,这种机械模型理论必须得到修正,由于钢水的冷却速度在结晶器上部最快,因此电磁搅拌安装在结晶器上部效果是最好的。
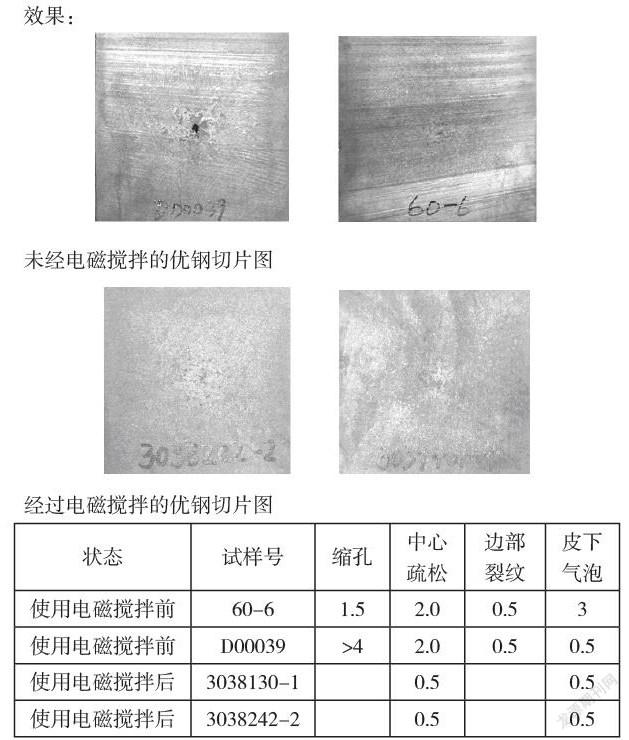
效果∶
从电磁搅拌器实际运用的冶金效果分析可以看出.采用结晶器电磁搅拌器对改善铸坯质量具有非常明显的作用。在表面质量方面.采用M-EMs后.由于强力旋转磁场的作用.部分上升的钢液流股在结晶器内弯月面形成热顶端.有利于保护渣均匀熔化填充,同时使夹杂物和气泡充分上浮分离,从而获得良好的铸坯表面及表层质量,为热送创造良好的先决条件。在内部质量方面,由于M-EMs强化了结晶器内传热,细化了凝固组织.抑制了结晶前沿的不均匀生长,同时为坯壳进人二冷区的继续凝固创造了良好的基础条件,最终将获得优良的铸坯质量。
结论∶在使用结晶器电磁搅拌技术后,控制钢水在结晶器内的运动形态,减少皮下气孔和裂纹.增加等轴晶区.减小成分偏析.减低钢中夹渣.降低钢的过热度,钢坯的质量得到了极大的改善。
参考文献
1. 韩至成.电磁流体力学在冶金生产中的应用与研究[J].国外钢铁,1992,(11)∶1-10.
2. 韩至成.电磁冶金学[M].北京∶冶金出版社,2001,1-16
