我国食用菌工厂化生产现状与发展趋势
2021-10-25赵静王延锋盛春鸽史磊潘春磊王金贺刘姿彤张鹏于海洋孟祥海
赵静,王延锋,盛春鸽,史磊,潘春磊,王金贺,刘姿彤,张鹏,于海洋,孟祥海
(黑龙江省农业科学院牡丹江分院,黑龙江 牡丹江 157000)
我国食用菌资源十分丰富,是最早认知、栽培和利用食用菌的国家之一,早在《神农本草经》、《吕氏春秋》、《史记》、《齐民要术》等古籍中就均有不同食用菌的描述、食用方法、种植、管理等记载;如今中国已成为世界上最大的食用菌生产、出口和消费的国家,食用菌总产量增速居世界首位,其中工厂化食用菌产量逐年升高。食用菌工厂化生产是集智能化、机械化、自动化、规模化于一体的能够提供食用菌适宜的生长环境,连续的工艺控制,现代管理模式的高效的、科学的、生态的栽培方式。替代了传统农业受人工和自然条件约束等因素影响的生产方式,逐步实现农业产品的工业化、信息化、现代化、市场化的生产模式。食用菌无论从食用、药用、健康、营养等方面,还是从农业废弃物的综合利用,发展循环、高效、生态农业等方面,都有利用于提高人民生活品质、保护环境、节约资源、促进农民增收,实现现代农业可持续发展[1]。我国对食用菌产业高度重视,未来会有着巨大的发展潜力和广阔的发展前景。
1 我国食用菌工厂化的现状概况
我国食用菌工厂化发展起步较晚,始于20世纪80年代,先后引进国外双胞蘑菇生产线和发酵设备,但由于种种原因都未运行成功,90年代少量分布在东南沿海城市,直到21世纪初,开始由沿海地区向华东地区大幅扩展,并且发展十分迅猛,经过十余年的发展食用菌产业已成为中国农业种植业中继粮食、蔬菜、果树、油料之后的第五大产业[2]。
1.1 工厂化企业格局更新
食用菌工厂化企业数量由2008年的186家增加至2012年的历史高峰788家,但随后由于生产技术经验不足、经营不善,资金链断裂,环保指标不达标等原因导致大量企业倒闭、退出、转型,食用菌企业数逐年递减。据统计,2019年我国食用菌工厂化企业共417(图1),其中福建省84家,江苏省80家,山东省30家,河南省28家,浙江省23家,其他省市变化不大;杏鲍菇以及金针菇生产企业仍是食用菌工厂化的领军生产企业。目前,我国食用菌工厂化企业缺乏统一的行业标准,生产格局为大型企业为主,小型企业逐渐被淘汰。

图1 2008~2019年全国食用菌工厂化企业数量变化
1.2 工厂化产量产值快速增加
从总体来看,1978年我国食用菌产量不足10万t,产值不足1亿元;经过40年的发展2018年我国食用菌总产量达到3789万t,总产值达2938.78亿元。据中国食用菌协会对全国2019食用菌总产量的统计调查,2019年全国食用菌总产量为3934万t,较2018年同比增长3.83%,较2014年同比增长20.3%;2019年中国食用菌产值为3126.67亿元,较2018年同比增长6.39%,较2014年同比增长38.5%。2019年产量排名前6位的品种依次是香菇1115.94万t、黑木耳701.81万t、平菇686.47万t、金针菇258.96万t、双孢蘑菇231.35万t、杏鲍菇203.45万t,共占食用菌总产量的85%[3]。随着中国食用菌工厂化技术水平的不断提升,工厂化年产量在逐渐增加,由2010年的年产量65万t增长到2019年我国食用菌工厂化总产量已达到343.7万t,增长了约5.3倍;2010年~2019年食用菌工厂化生产年产量具体变化情况绘制(图2)。2017年食用菌工厂化年总产量为256.3万t,其中金针菇110.2万t、杏鲍菇89.2万t、双孢菇14.0万t、蟹味菇12.2万t、海鲜菇10.2万t、香菇6.6万t、秀珍菇2.0万t、白灵菇0.7万t、其他11.3万t[4](图3)。
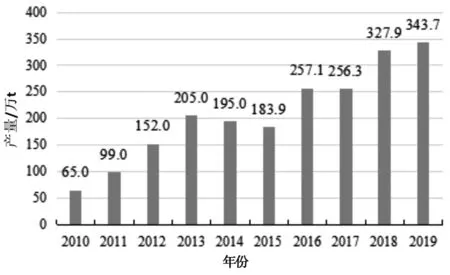
图2 2010~2019年全国食用菌工厂化总产量
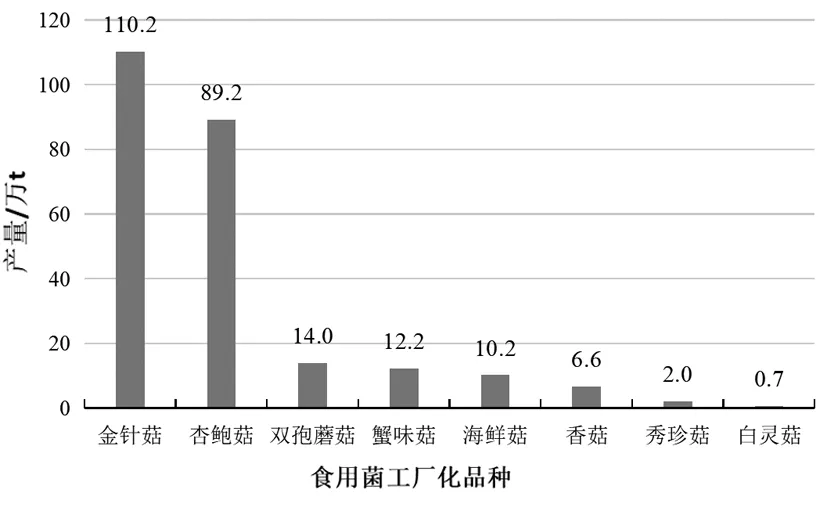
图3 2017年全国食用菌工厂化各品种总产量
1.3 主要品种工厂化水平不断提升
我国2010年各食用菌工厂化日产总量为1712.8 t,到2017年工厂化日产总量增长至7322.5 t,日产总量增加高达327%。其中工厂化主要品种金针菇2017年工厂化日产总量为3280.3 t,占2017年总食用菌工厂化日产总量的45%[5];金针菇是我国主要食用菌之一,工厂化产量居首位,由于其味道鲜美营养丰富在国内外均十分受欢迎,工厂化生产技术相对成熟已达到国际领先水平。2017年全国有142家金针菇工厂化企业,日产能大于50t的工厂化企业有15家,日产能大于200 t的企业有5家,包括上海雪榕生物科技股份有限公司日产量约394 t,天水众兴菌业科技有限公司日产量约340 t,如意情集团股份有限公司日产量约293 t,江苏华绿生物科技有限公司日产量约260 t,上海光明森源的生物科技有限公司日产量约293 t[4]。我国工厂化食用菌日产量排名第二的是杏鲍菇,然后是双孢蘑菇,现将近几年的工厂化主要品种日产量进行对比(图4),可以看出金针菇、杏鲍菇作为两大主力军日产量逐年稳步递增,而双孢菇日产量增长稍有波动,此趋势符合我国基本国情,正不断满足我国快速增长的食用菌需求量。
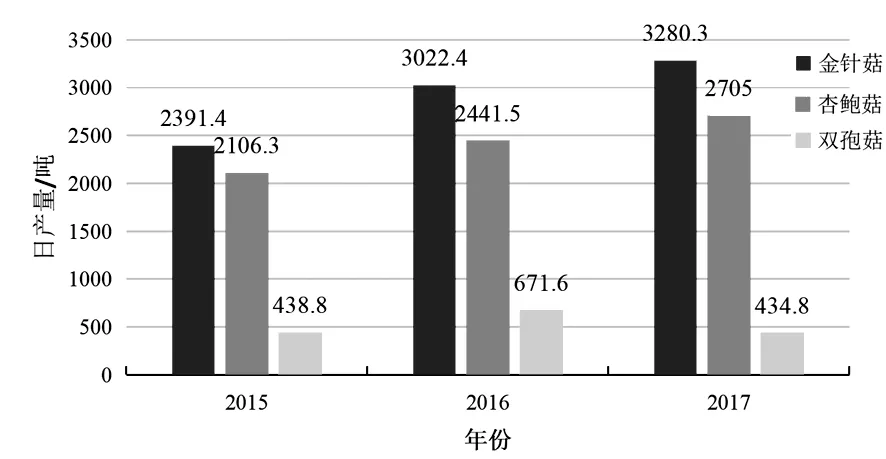
图4 食用菌工厂化不同品种近几年日产量对比
总体而言,我国食用菌工厂化产业正在新理念、新技术、新的经济形态下逐步进行升级改造,实现生产效率和产品质量不断提高的新态势。我国食用菌产量整体持续增长已超过世界平均增长速度,生产企业的规模和产量基本稳定,产业布局进一步趋于合理化,多元化产品供给得到结构性调整,近年来中西部以及东北部地区食用菌工厂化生产取得较快发展,未来仍有望继续保持增长。
2 我国食用菌工厂化生产的发展方向
2.1 菌种优化及品种多元化
食用菌菌种最初来自于大自然,经分离并筛选出有用菌种再加以改良、贮存用于生产。食用菌的菌种是食用菌产业的关键,我国食用菌工厂化菌种多数来自外国菌种,木腐菌主要来自日韩,草腐菌主要来自欧美,来自中国自己的菌种却很少;一直以来,我国食用菌工厂化生产企业对菌种的保存和研发重视不够,直至近年来菌种退化问题日趋严重才引起重视。目前,食用菌工厂化良种选育不断开展,我国食用菌科研工作者研制或建立多种食用菌选育种技术,部分食用菌企业也已成立食用菌菌种保藏研发中心和食用菌技术研究所(如上海雪榕生物)。食用菌育种可以通过自然或人工的遗传变异选育新品种。食用菌常用的育种方法有自然选育、诱变育种、杂交育种等[6]。其中自然选育是最传统应用最广的育种方法;诱变育种是利用物理或化学因素处理细胞,使细胞发生遗传变异,从而选出具有优良性状的菌株;杂交育种是细胞水平上的遗传物质重组过程,是培育菌种的有效手段 。现代食用菌生物育种技术还包括基因工程、细胞质体融合等;菌种是食用菌生产的基础,而育种方法的合理选择是有效提高食用菌质量的最基本最重要的方式。在育种试验中,选择有效的育种技术可以得到较高的菌种纯度和质量,还能使菌种具备多种优良性状,为食用菌产业发挥重要作用。
20世纪中期液体菌种在国际研究中逐渐拉开序幕,由于液体菌种具有成本低、生长快、高品质、污染少等优点能够较好的解决传统接种模式中遇到的问题,因此液体菌种技术仅在十年内就得到了迅猛发展[7]。随着研究的深入液体菌种技术越来越成熟,近年来许多食用菌企业已开始了对液体菌种的应用,但受到食用菌种类繁多、发酵设备不配套、工艺技术差异、液体接种方式不同等因素的限制,导致不同种类食用菌工厂化的应用程度不同。目前工厂化金针菇己基本采用液体菌种,杏鲍菇、香菇、平菇等液体菌种也在逐步扩大应用中[8]。未来国内液体菌种发展需加大对液体发酵设备的创新研发,研发更加先进、精细、大型的液体菌种生产设备,液体菌种技术的创新水平和成果应用在一定程度上决定了目前食用菌工厂化生产的质量和效益[9]。同时应形成一套食用菌工厂化液体菌种技术质量评价体系,加快国家或行业标准制订,完善食用菌菌种标准体系。
我国现有的工厂化菌种品种单一固定在几个大宗菌类,国外可工厂化栽培的食用菌品种有十几种,我国食用菌工厂化企业应多与国外的企业进行学习和交流,积极学习国外新品种的工厂化栽培技术,提升工厂化技术人员的专业能力,同时也应与科研院所、高校等进行合作,共同参与研发工厂化品种及相关技术,不断提高我国工厂化产业的国际竞争力[10]。
2.2 机械设备科学高效生产
我国食用菌工厂化经过多年的发展,由引进国外的半自动化,半机械化逐渐转变为高度的智能化、规模化、机械化。如在木腐菌生产过程中所有的工艺全程机械化,培养料预湿、配制、搅拌、装瓶(装袋)、灭菌(常压、高压)、接种(固体、液体)、菌种处理、搔菌、采收、产品分选、整形、挖瓶等环节[11]。但机械化也存在一些不足:首先食用菌机械行业缺少市场规范,机械研制生产厂家良莠不齐、科研能力、规模、质量不达标,模仿复制品较多,需规范食用菌机械市场,制定统一标准,引导食用菌产业向规模化、标准化、工厂化方向发展;其次是机械行业缺少科学系统的规划和足够的引导,从业人员对食用菌机械化生产认识不够,造成大量原料和劳动力的浪费;可以通过多元化发展,开发主体多与高校、科研院所、企事业单位、国家研究机构、国内外企业等共同努力生产出更经济实用的机械;制定科学、系统的发展模式,引导产业平稳升级,保障食用菌机械产业持续健康发展[12]。
我国食用菌生产机械设备的设计与开发,应根据我国国情的发展,遵循食用菌产业的特点,利用不同食用菌生物学的特性,研发实用、质优、价廉、高效的中国特色的食用菌工厂化生产设备与系统。随着我国科学技术的飞速发展,利用各行业当代领先高精尖技术与设备,如温控作为工厂化食用菌栽培中的重要环节,大规模运用高精度温控设备对食用菌工厂化栽培技术和产业的可持续发展具有十分重要的意义[13]。又如远程智能控制技术,不受距离、区域、环境的限制,通过远程中央信息环境因子监测控制中心,建立大数据环境信息库,实现食用菌产业工厂化的高效管理和科学生产。未来将通过以上研发最终实现功能齐全、操作简单的智能化自动生产线[14]。
2.3 深加工产品延长产业链
食用菌工厂化生产不断发展,食用菌产品可进一步的加工和扩展来完善生产链。目前市场上流通的食用菌加工产品还是以机械化的初加工为主,主要的加工方式是机械热风干燥、浸渍、制罐等。也就是我们常见的市场上的各类食用菌干制品以及腌制品等加工产品。随着人们对饮食需求的提高,对食用菌营养价值研究的深入,新时代创新理念的融合,科学技术的不断发展,越来越多的食用菌深加工产品逐渐被开发生产,食用菌产品已进入精深加工的产业化阶段。食用菌深加工产品从功能上大体可分为:(1)普通食品类包括方便食品(速泡汤包)、休闲食品(菇类蜜饯)、饮料类食品(灵芝酒、猴头酒)等;(2)功能食品类如防治贫血、冠心病、神经衰弱等食用菌独特的营养保健作用;(3)利用食用菌含抗氧化成分制成的各类美容产品;(4)药用类如从食用菌中提取的多糖成分(香菇多糖、灵芝多糖)可作为药品或辅助药品原料;(5)农药制品如从食用菌中提取激素、生长素、抗病毒物质等;(6)观赏制品如灵芝盆景、金针菇盆景等; 食用菌深加工产品从加工材料上分大体可分为两大类:(1)菌丝体加工,日本菌丝体加工提取营养(酶、氨基酸、维生素)和风味物质(香菇鲜味成分)已工厂化,国内少量未形成规模;(2)子实体加工,主要包括速冻制品、真空包装制品、方便食品、保健品、饮料等[15]。
食用菌深加工已改变了传统食用菌的面貌,在国家“农产品加工业十一五发展规划中关于食用菌深加工说到“加强食用菌加工和保鲜技术的研究,提高产品质量和档次,增强国际市场竞争力;重点开发食用菌即食食品和保健食品,增加食用菌产品附加值,大力开展食用菌药用成分的提取与利用研究,延长产业链,提高食用菌生产的综合效益”。因此,无论从国家相关方针政策,还是人们日趋加快的生活节奏和对营养健康越来越重视,未来食用菌产品的发展方向主要为即食食品和功能食品;食用菌产业会更加完整多样,从而获得更多收益。
2.4 供应链物流网络升级
目前我国工厂化食用菌产业链体系已初步建立,其中供应链物流是其关键的一个环节,随着新时代高新技术的快速发展,供应链物流产业技术不断更新,首先要以食用菌采摘后的性状特点为基础,以及食用菌国际化产业的市场需求,同时还要对质量、成本、效率等因素进行综合考量,通过不断的完善食用菌物流设施选址规范,建立供应链管理信息平台,利用实时跟踪信息来降低损耗,使食用菌供应链物流网络布局更加精准增加其完整性,构建集配中心循环取货有效降低运输成本的运作模式,通过合理选址及产品分配来中转物流进行路径优化提高配送效率,通过对物流链各个环节进行改良和升级,来完善食用菌产业链的发展模式,获得最优化的经济效益,促进产业的高效发展[16]。
2.5 产业市场结构分析
市场结构反映企业所处市场的竞争和垄断的程度。市场结构是影响企业结构的重要因素,对工厂化食用菌产业市场结构的清晰判断,对业内企业的经营决策至关重要[17]。工厂化食用菌产业存在厂商数目众多、产品差异不大、进出壁垒低、厂商对价格的控制力弱等特点,因此我国食用菌工厂化产业市场类型属于典型的垄断竞争型的市场结构[18]。针对目前的市场结构,食用菌工厂化企业想取得竞争优势,在大宗菇类如金针菇,杏鲍菇,双孢蘑菇等,由于厂家相对较多,产品差异小,适合采取优化培养基培养条件、缩短生产周期、提高生产效率等措施,建立低成本竞争优势,实施成本领先战略。同时可以发展珍稀菇类食用菌新产品,不但能走出结构性产能过剩的困境,又能使市场对高品质食物多样性的需求得到满足。另外,食用菌工厂化企业在竞争中还可以采取非价格竞争优势,如从食用菌文化、产品品牌、经营模式、休闲观光、销售渠道等方面入手,为企业带来增值收益促进食用菌产业发展[19]。
3 展望
在国家精准扶贫、发展循环经济、绿色生态农业及现代农业等相关方针政策的支持下,科学研究科技创新的不断深入,多层次人才培养梯队的建立,食用菌工厂化体系将更加系统化,科学化,标准化;随着人们对食用菌产品需求量的增加,从事相关农业的人数却逐年降低,以及人们从传统农业向现代农业思想观念的转变,工厂化食用菌产业终将替代个人分散生产加工经营的方式,成为未来食用菌生产的主要生产模式,食用菌工厂化将是食用菌产业发展的大趋势。
