防腐处理对喷水织机零件的影响
2021-10-25山东日发纺织机械有限公司高新区分公司张争取侯兆冲马传磊殷和亮
山东日发纺织机械有限公司高新区分公司 张争取 侯兆冲 马传磊 殷和亮/文
喷水织机是通过喷射的高压水柱牵引纬纱通过织口,由综框的运动将纬纱交织进行织造的机械设备。由于织造过程中采用水为介质,为了提高织机零部件的防腐效果,部分零件采用了不锈钢材质、铜材质及塑料材质,但是多数结构零部件为了满足使用要求,还需要采用普通金属材质。例如普通的碳钢或者铸铁材质等,由于这类材质遇水后很容易被腐蚀生锈,并且在织造过程中使用过的水中还会掺杂一些化学纤维以及在织造过程中脱落的浆料、油脂等,使水呈酸性或碱性,加速了金属材质零部件的腐蚀,影响外观质量及机械性能,所以为了提高零件的寿命对于这类金属零件的防锈处理也很关键。
喷水织机的使用环境比较恶劣,金属类零件的防止锈蚀的处理方式有很多,比较常规的防腐工艺有以下几种:将金属或者非金属层镀涂在金属零件的外层,或者通过化学反应生成保护膜覆盖在金属零件的外层。不同的防护层包含的物质也不同,主要区分为以下几种:非金属类防护膜即通过固化工艺,将油漆或塑粉等材料固化在金属表面,并且有一定的强度;金属类防护膜即通过电镀工艺,将需要的金属层附着在零件外层进行防护,以达到美观耐磨及防护的效果。化学反应防护膜即通过强酸与金属材料进行反应,在零件外层产生防护膜。通过试验对比,对于常规金属类零件,目前这几类防腐处理在喷水织机行业都有应用。本研究通过对喷塑电泳后零件的尺寸变化,以及喷漆、喷塑、磷化、电泳或两种工艺同时进行等防腐工艺处理的金属类零件进行一定周期的盐水浸泡比对,通过试验结果分析,对防腐工艺的选择提供参考。
由于电泳工艺执行过程中存在高温固化过程,因此会对零件的孔径及平面度产生影响,下表是对两件铸铁盖板零件(材料为HT250,长宽高分别为500mmX500mmX35mm,表面精铣加工,粗糙度为3.2),进行电泳前后,在三坐标检测设备上取其中的一个ϕ20孔为零点,对于零件上其它的孔位坐标及整个零件表面的平面度进行检测,得出的相关检测数据,通过对比分析,孔径较小的变化较大,孔径较大的变化值比较小,但变化都比较均匀。另外,电泳工艺对平面度有0.01mm的变化影响,见表1。
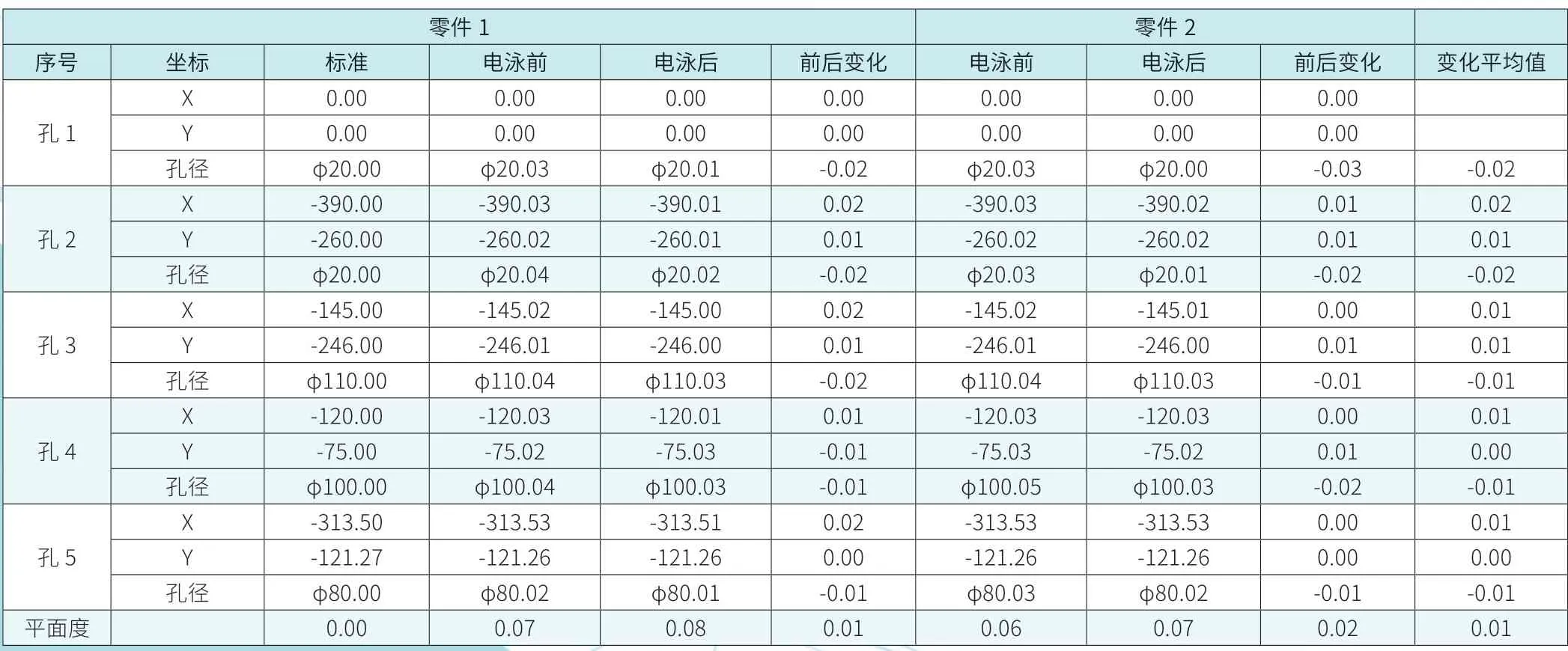
表1 电泳工艺对零件孔径及平面度的影响

表2 不同表面防护处理效果
在工艺执行过程中的零件(包括钣金、铸铁材质的加工面及非加工面)的整个表面进行喷漆、喷塑、磷化、电泳或其两种工艺同时进行,通过跟踪2年共3个不同时间周期的盐水防腐试验,试验过程中通过盐水浸泡后暴露在自然环境中,零件的浸泡深度约为零件高度的1/2,盐水的实验浓度为大于80%,在自然环境中盐水出现结晶及盐水蒸发减少至零件高度1/4位置时,及时补充清水至零件高度的1/2位置。通过对比发现磷化短时间内就出现锈蚀现象,防腐效果比较差。喷塑工艺效果次之,并且防水塑粉与普通塑粉在盐水防腐试验中的效果差异不大。磷化后再加一次防护的效果比单独的磷化处理短期内有一定的效果,但满足不了2年的使用周期。综合对比,电泳再加喷塑的防护处理效果最好,也可能是2年的试验周期较短,普通塑粉与防水塑粉的效果差异不大,见表2。
通过以上试验可以看出,电泳工艺对零件的尺寸精度有一定影响,但是对于精密的零件在选择此工艺时需要充分考虑这种尺寸变化影响是否可以接受。而在防护效果方面,电泳工艺作为单独使用或者结合使用,都能达到比较理想的状态,考虑到金属类零件在运输过程中的磕碰,结合使用双层防护的效果会更好一些。