基于客户需求的打叶复烤柔性均质化加工研究与应用
2021-10-25王朝明汤云海邓绍坤卢沛临罗晓峰范茂青
王朝明 汤云海 吴 箭 邓绍坤 卢沛临 罗晓峰 范茂青 杨 博
(云南烟叶复烤有限责任公司,云南 昆明 650000)
打叶复烤均质化加工是指通过控制不同的工艺条件,把不同产地、品种、等级原料均匀掺配,使同一批次不同时间段烟叶内在质量趋于一致,实现成品片烟烟碱值均衡的目的。随着“大品牌、大市场、大企业”发展战略的深入推进,中式卷烟品牌升级创新进入新的发展阶段,卷烟工业企业发展越发重视烟叶品质均质化问题,打叶复烤企业作为行业产业链的中间环节,其上游是商业公司烟叶生产,下游对接卷烟工业企业生产制造,对保障原料均质化和利用率至关重要。
为响应工业客户需求,改变传统均质化加工配方投料策略通过手工计算制定,且投料进度无法跟踪,过程无法调控的问题,云南烟叶复烤公司保山复烤厂深入开展均质化加工研究与应用,通过等级比例、烟碱区间、投打轮次[1]、流程设置等多种控制条件建立不同的均质化加工投料策略,快速适应不同卷烟工业的个性化需求。本文围绕均质化加工工艺路径,基于原料烟碱数据分析,设计了可根据不同配方要求、等级比例、烟碱比例、轮次投料重量等实际需要进行柔性[2-3]配置均质化加工策略,为打叶配方柔性生产提供可行性方案。
1 柔性均质化加工设计思路
2015 年,中国烟草总公司在《关于推进打叶复烤企业均质化生产加工的意见》中提出,把烟碱作为控制标的表征物,严格把控成品片烟烟碱变异系数(CV 值)控制在5%以内,实现同一模块年度间、加工批次间和批次内片烟化学成分均匀一致。按打叶复烤加工流程从均质化备料、均质化配方、铺把调度三个关键节点进行调控,在满足原料加工模块配方等级配比的基础上,通过实施基于烟碱数据的组配投料技术,使加工批次烟叶烟碱分布整体均匀一致,将同一加工批次成品片烟烟碱变异系数控制在5%以内,力争控制在4%以内。
1.1 均质化备料,通过在线烟碱检测设备对烟碱数据进行采集[4],将烟碱值进行区间划分,以0.5 为一个刻度划分烟碱区间,初步按照<1.5、1.5≤烟碱<2.0、2.0≤烟碱<2.5、2.5≤烟碱<3.0、3.0≤烟碱<3.5、3.5≤烟碱<4.0、烟碱≥4.0 以上等7 个区间进行划分,通过入库规划将选后烟叶按照烟碱值区间集中堆放到指定储位。
1.2 均质化配方,按照加工配方要求的产地、等级、数量等信息,分析配方库7 个烟碱区间比例情况,使用配方库烟叶烟碱平均值作为基准,从7 个烟碱区间中取出配方要求数量进行搭配,确保搭配值等于或接近平均值并生成投料配比方案,明确每个加工等级投料框数、烟碱区间及投料储位。
1.3 铺把调度,按照加工配方量,以9 吨——12 吨为一个投打轮次,将加工配方量分为若干轮次,每个投打轮次的铺把等级和烟框数量需要结合烟碱平均值、等级所占库存比例进行搭配,确定等级和框数以后再将每轮等级烟框分配到具体铺把工位上,原则上保证连续两个工位之间铺把等级、烟碱区间不同,通过烟碱分布规律进行整体调控,消除烟碱整体性、趋势性波动。如某一配方等级烟碱区间烟叶数量占比较小,则将其与相邻烟碱区间烟叶自动合并为一个区间进行组配。
2 均质化加工流程设计
从选叶环节开始对现运行的加工流程进行梳理,如图1 所示。开始分选时:
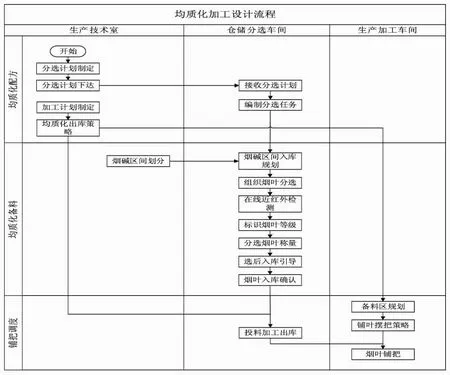
图1 打叶复烤均质化加工流程图
2.1 根据分选计划将烟叶分级装入烟框,以烟框为单位进行烟碱检测;
2.2 按照划分的烟碱区间将同一区间烟叶堆放到相同储位[5];
2.3 按照配方量、配方等级,结合配方库存自动生成出库策略,详细指出每个等级烟碱区间出库框数和出库储位;
2.4 配置投打轮次重量,以投打轮次重量为基础生成每个轮次投料框数,根据投打轮次框数生成每个等级烟碱区间投打框数;
2.5 将每个轮次投打等级、框数结合工位安排,采用两个工位投一框方式分配到配方台上;
2.6 进行烟叶铺把。
3 设计思路验证
通过调整均质化加工策略算法条件优先级、投打轮次重量等条件,验证加工原料同一批次内的均匀性,每一均质化配置的原料均质化加工过程如下:
3.1 烟碱区间比例策略
根据山东中烟打叶配方的等级、产地、品种、重量要求,从配方库[6]中查出满足条件的烟框信息,结果见表1,对满足条件烟框进行烟碱分析,结果见表2。从表2 可以看出选后烟叶的烟碱变异系数变化值较大。按照如下步骤生行均质化策略,验证策略对烟碱均衡的作用:

表1 投打烟叶区间占比情况

表2 选后烟叶烟碱均匀性分析
3.1.1 配置投打轮次重量,按每框烟叶500Kg 计算,每轮投打10 吨,转换为烟框为:20 框/轮,使用配方烟框总量除以每轮框数计算出配方所需投打轮次数量。
3.1.2 计算等级区间投料框数,以烟碱区间占比作为首要条件,计算每轮投料框数,计算方式为:选后等级区间投打框数=选后区间占比*20 框/轮,计算结果<0.5的选后区间向相邻区间合并。
3.1.3 铺把台位安排,按照等级区间不安排连续工位原则随机安排每个铺把台位的铺把等级。
按照上述方案生成的加工策略进行加工,从产出成品片烟中间隔50 箱取一个样品,共取31 个样品进行检测,利用标准偏差和变异系数对烟碱均匀性进行分析(变异系数=[标准偏差/平均值] ×100%),分析结果见表3,从表3 可以看出,按照烟碱区间比例策略加工的烟叶烟碱变异系数(CV 值)=1.88%<国家要求的5%。
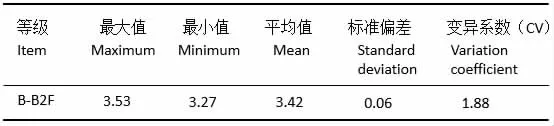
表3 成品片烟烟碱均匀性分析
3.2 蛇形排列策略
根据贵州中烟打叶配方的等级、产地、品种、重量要求,从配方库中查出满足条件的烟框信息,对满足条件烟框进行烟碱分析,结果见表4。从表4 可以看出选后烟叶的烟碱变异系数变化较大。改变3.1 章节策略步骤中的第二步算法,更改为:将配方等级比例作为首要条件,每一个轮次等级比例占比跟配方等级比例接近,且轮次间等级占比波动<1%;其次按照加工配方等级烟碱平均值为目标值搭配,通过蛇形矩阵排列将每一个轮次烟碱搭配值保持和目标值在一个烟碱区间。

表4 选后烟叶烟碱均匀性分析
按照蛇形排列策略生成加工策略,从产出成品片烟中间隔50 箱取一个样品,共取47 个样品进行检测,利用标准偏差和变异系数对烟碱均匀性进行分析(变异系数=[标准偏差/平均值] ×100%),分析结果见表5,从表5 可以看出,按照烟碱区间比例策略加工的烟叶烟碱变异系数(CV 值)=2.72%<国家要求的5%。

表5 成品片烟烟碱均匀性分析
4 结论
均质化加工目的主要是通过不同环节调控使片烟产品烟碱值达到均衡,该实验选择投打轮次重量、烟碱比例、烟碱区间、等级比例作为配方打叶策略的控制参数,通过在线近红外光谱仪实时检测选后烟叶烟碱值,区分每框烟叶烟碱区间,然后结合配方安排生成均质化加工策略,通过变更控制参数研究了烟碱区间比例策略和蛇形排列策略对均质化加工的效果,结果表明:变更控制参数生成的策略都能够对均质化加工起到很好的效果。综上所述,多种控制参数组成的策略更利于生产加工柔性配置和扩展,便于复烤企业根据自身的情况选择不同模式、不同方法的均质化调控策略,通过此次的研究也为后续将总糖、总氮、水分等多种均质化策略控制参数提供了方向。
