基于正交试验的秸秆揉丝机参数优化
2021-10-24刘小龙王建萧孟养荣
李 辉,孙 伟,张 华,刘小龙,王建萧,孟养荣
(1.甘肃农业大学机电工程学院,兰州730070;2.甘肃省农业机械化技术推广总站)
0 引言
随着饲料工业及草食畜牧业发展的带动,秸秆揉丝机械得到快速发展。相关科研院所及企业进行了大量的研究,刘德军等[1]通过正交试验及计算机统计分析软件研究了9JST220型秸秆丝化调质机样机性能指标的影响因素;张伟等[2-4]设计了9RS系列秸秆揉丝机,并对机具的工作性能进行了试验研究;宋学锋等[5]采用离散元法、多体动力学、计算流体动力学研究了玉米秸秆揉丝破碎过程、丝状物料排料过程;尚坦等[6]基于流体有限元法对9RSZ-3型秸秆揉丝机揉搓机构内流场进行仿真分析;项目团队针对现有青贮揉丝机存在的问题设计了切揉组合式青贮玉米粉碎机[7,8],可一次完成秸秆喂入、压扁划丝、铡切、籽粒破碎和粉碎揉丝等工序。秸秆丝化质量是衡量秸秆揉丝机工作性能的主要指标之一,如何提高揉丝机秸秆丝化率,提高机具工作性能是秸秆揉丝机设计的难点与瓶颈。为此,对自主研制的切揉组合式青贮玉米粉碎机进行正交试验研究,分析锤片转速、锤齿间隙、锤片数量对秸秆丝化率的影响,获得基础理论数据,为后续设计提供理论参考。
1 试验设备和方法
1.1 试验机具及工作原理
切揉组合式青贮玉米粉碎机主要由机架、秸秆输送装置、喂入装置、粉碎揉丝装置、电动机、传动装置和行走装置等组成[7](图1)。机具作业时人工将秸秆纵向均匀铺放在输送装置上,输送链将秸秆输送到喂入装置,喂入辊对秸秆进行初步挤压破碎,同时将挤压后的秸秆喂入揉丝机构,高速旋转的锤片对秸秆进行疏刷、打击破碎,锤齿齿顶与凹板对秸秆进行挤压揉搓,打碎揉搓后的秸秆饲料通过高速旋转的粉碎刀片及抛扔装置共同形成的气流将揉搓好的饲料抛出。
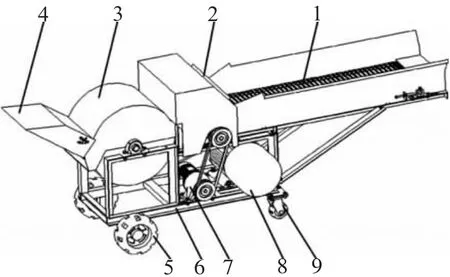
图1 切揉组合式青贮玉米粉碎机结构
1.2 仪器设备
试验仪器设备包括电子分析天平、秒表、卷尺、游标卡尺。
1.3 机具主要参数
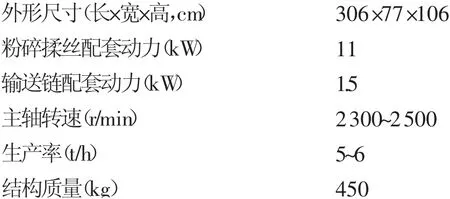
1.4 试验条件
2017年在甘肃农业大学农业工程训练中心对机具进行试验。试验玉米植株为当地常规种植的玉米品种(先玉335),玉米植株当天收获,秸秆平均含水率为60%,秸秆清洁干净,不含泥沙等杂物,根部直径为15~36mm,中部直径为10~29mm,梢部直径为5~12mm。在试验开始前,先对机具进行调试,使机具处于正常的工作状态,试验时单次喂入秸秆量为8根,每次添加秸秆时基本保证喂入量均匀连续。
1.5 试验方法
对切揉组合式青贮玉米粉碎机[7]作业时的秸秆丝化率进行测定,采用正交试验法,得出各因素之间的优化组合,性能试验方法依据文献[9]执行。
2 试验设计
2.1 试验指标
为了对切揉组合式青贮玉米粉碎机进行定量分析研究,通过前期试验研究获得的数据,参照业内人士的观点,确定了切揉组合式青贮玉米粉碎机试验结果的指标为秸秆丝化率,定义如下:
秸秆丝化率:秸秆经揉化加工后,成品中长度为10~180mm且几何宽度不大于5mm的丝状物所占的百分比。
秸秆丝化率的测定:在每次负载试验开始5 min后,每间隔5min在成品出口横断接取成品样品1次,共接取3次,每次接取样品不少于200 g,将3次样品混合称其质量,捡出其中符合要求的秸秆丝并称量质量。按式(1)计算秸秆丝化率,结果保留1位小数。

式中M—加工后成品质量(kg);M1—秸秆丝化质量(kg)S—秸秆丝化率(%)。
2.2 试验因素及水平
影响试验指标的因素很多,其中有些因素虽然非常重要,但人们无法控制,如秸秆含水量、秸秆机械特性等。因此本次试验主要针对人们可以控制又对试验指标有重要影响的因素:主轴转速、锤齿间隙及锤片数量进行试验研究。为满足试验,要求在转盘上设置三组销轴孔,改变锤片销轴在转盘上的安装位置,即可改变锤齿间隙;制作3种长度规格的定位套,更换锤片间的定位套,可改变锤片数量;通过更换传动链轮可实现刀轴不同转速。由以往的经验得知,各因素之间的交互效应对试验指标有重要影响,所以本次试验考虑各因素之间的交互作用对指标的影响,试验因素及水平见表1。
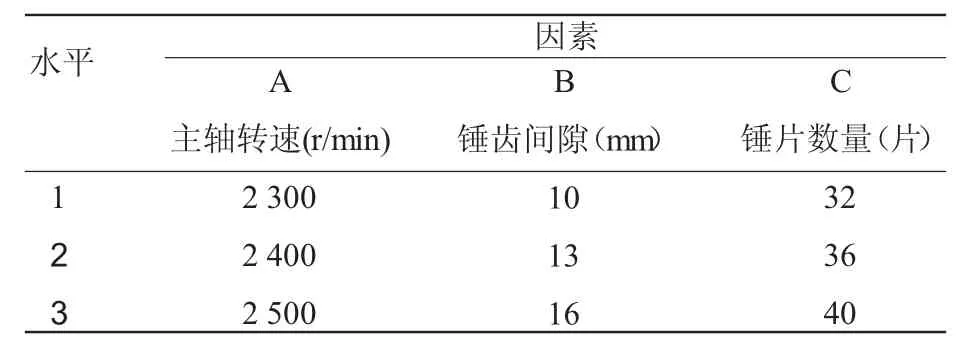
表1 试验因素及水平
根据考察的因素及水平选用L27(313)的正交表来安排试验,试验方案及结果见表2。
2.3 试验数据分析
2.3.1 数据分析
由试验结果的极差分析[10-11]可知,秸秆丝化率各因素的最优水平和因素主次顺序依次为A2、C3、B1、[(A×B)1]3、[(A×B)2]3、[(B×C)2]2、[(B×C)1]1、[(A×C)1]3、[(A×C)2]3。由此可知,秸秆粉碎揉丝机刀轴转速占据了首要位置。
为了得到机具结构参数的最优水平组合,对数据做方差分析,结果见表3。从方差分析结果可以看出,对秸秆丝化率来说,因素A、B、C和交互作用A×B对试验指标的影响显著;交互作用A×C和B×C对试验指标的影响不显著。由于试验结果指标是秸秆丝化率,因此数据越大说明机具工作性能越好,通过试验的数据分析可知,最好的结构参数为A2C3B1,与极差分析结果相一致。

表3 试验数据方差分析表
2.3.2 验证试验
为了验证该结构参数与工作参数的科学性与合理性,选取了上述试验中秸秆丝化率效果较好的试验条件做重复试验。以表2中的试验数据为依据,选取试验号为11、12、14、15、21的试验条件分别做5次重复试验。试验结果取5次试验的平均值,结果如表4所示。由表4可知,最佳作业参数条件是秸秆粉碎揉丝刀轴转速为2 400 r/min、锤齿间隙为10 mm、锤片数量为40片,与正交试验分析吻合。以此参数进行收获作业,青贮秸秆丝化率>90%。
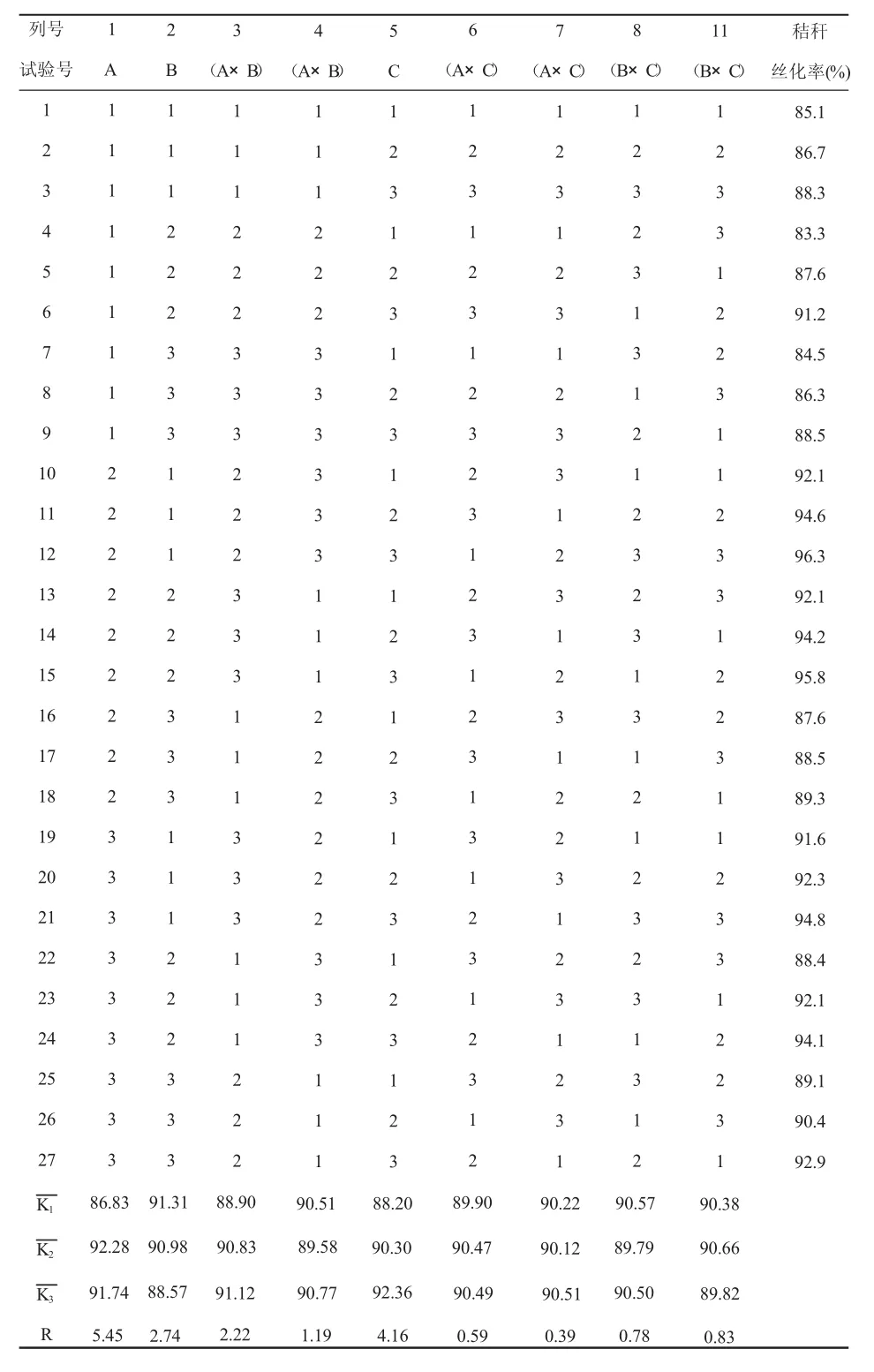
表2 正交试验方案和试验数据表
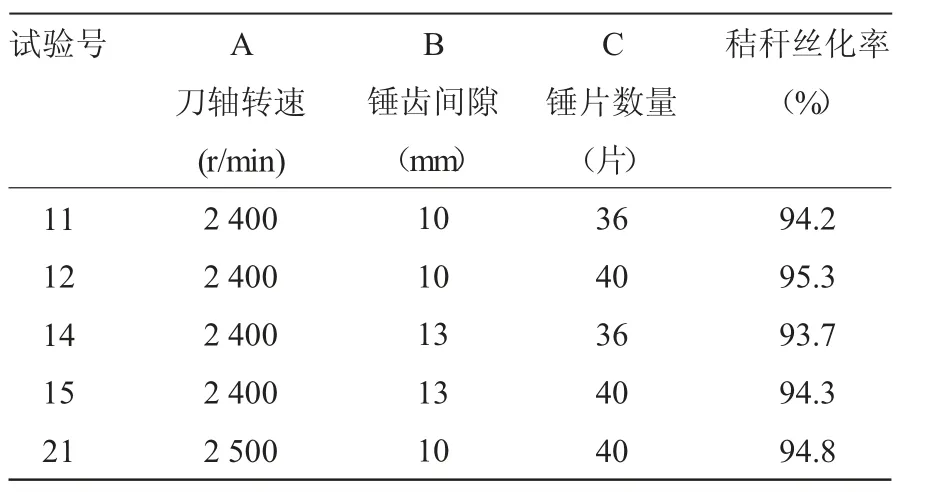
表4 验证试验数据表
3 结论
影响秸秆丝化率的因素主次顺序为秸秆粉碎揉丝刀轴转速、锤片数量、锤齿间隙。在该试验条件下,使秸秆丝化率最佳的参数组合为秸秆粉碎揉丝刀轴转速为2 400 r/min、锤齿间隙为10 mm、锤片数量为40片。重复试验表明,该秸秆揉丝机的秸秆丝化率>90%。
