单蓄热烧嘴烧穿冒火原因分析及解决措施
2021-10-23韩奇生李晓锋薛鸿雁李彩霞
韩奇生,李晓锋,薛鸿雁,李彩霞,李 强
(1.焦作金鑫恒拓新材料股份有限公司,河南 焦作454450;2.山西太钢不锈钢股份有限公司 热轧厂,山西 太原030003)
近年来,单蓄热加热炉在生产运行过程中,经常出现单蓄热烧嘴脊背处耐材内衬剥落,导致金属壳体烧红、烧穿冒火[1]现象频繁发生,使生产受到影响。单蓄热烧嘴钢构件结构相对复杂,烧嘴喷口与蓄热箱连为一体,内衬由耐火浇注料浇注而成,耐材生产制作工序比较复杂,属于特异形件,耐材厂家把耐火浇注料在金属壳体上浇注完毕后,将烧嘴放置于热处理装备中,以一定曲线最高200℃进行烘干处理,烧嘴受结构形状影响,内腔较为封闭,烘干热烟气在烧嘴内侧无法流通,致使烘干过程蓄热箱体内衬实际温度与曲线温度相差较大,不能够将浇注料内衬中的游离水充分排出,即便延长烘干时间,烘干效果及工艺也不好掌握和控制;从烧嘴内腔连通热烟气的烘干方式效率极低,无法适应工业生产;提升烘干温度又存在壳体变形的风险,会导致钢结构过度膨胀拉裂耐材内衬,所以现场烘炉便成为生产建设的关键环节。本文以山西太钢不锈钢股份有限公司热轧厂更换单蓄热烧嘴项目为依托,进行了烘炉工艺试验及总结。
1 单蓄热烧嘴制作烘干工艺概况
图1 为单蓄热烧嘴外形图,单蓄热烧嘴分烧嘴喷口和蓄热箱体两大部分,内衬为硅酸铝纤维棉和耐火浇注料复合结构,喷口部位和箱体工作层均由耐火浇注料支模浇注成型,蓄热箱体内侧钢板焊有金属锚固件来固定耐火浇注料,浇注料内衬含有一定量的自由水和结晶水,脱模后以一定曲线最高200℃烘干处理。该类产品属于特异形件,在烘干过程受结构形状影响和烘干工艺限制,不易达到理想的热处理效果。

图1 单蓄热烧嘴外形图
2 单蓄热烧嘴运行易出现的问题
图2 所示是单蓄热烧嘴在某钢厂使用一段时间后出现的烧红、烧穿现象,图3为停炉检修时所拍摄的还未烧穿蓄热箱体内衬剥落照片,损坏的部位均为蓄热箱内填装蓄热球后的上部空间裸露内衬面,剥落厚度约60~80 mm左右,且裂纹严重,一般蓄热箱体内衬厚度设计在100 mm左右。
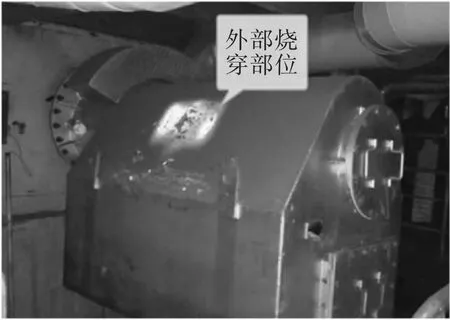
图2 单蓄热烧嘴外部易烧穿部位图片
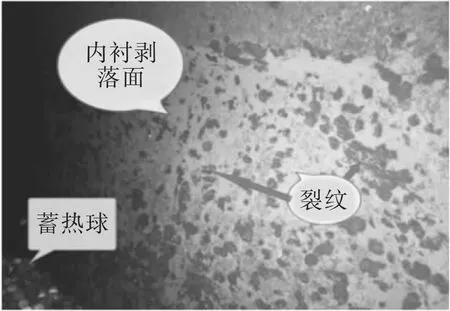
图3 单蓄热烧嘴箱体内衬剥落图片
大部分设计和使用单位将蓄热箱体运行过程出现的内衬剥落冒火现象归结为耐材制作过程的质量问题,或者认为是耐火浇注料的选材问题,便不断地提高、优化耐火材料指标,然而白白增加了成本,也没有得到良好的改善。
3 单蓄热烧嘴运行过程内衬剥落原因分析
分析单蓄热烧嘴设计和制作工艺(见图4、图5),蓄热球上侧为空间裸露面,属于换向时高温烟气首先冲击的部位;耐火浇注料内衬因设计结构影响和烘烤工艺受限原因,不易达到安装前的有效热处理[2],浇注料内衬中的游离水和结晶水排出不够充分,在受到换向时瞬间高温烟气的热冲击时,浇注料产生爆裂[3]剥落;爆裂剥落后的剩余浇注料衬体裂纹较多,结构疏松,在后续使用中逐步损坏直至烧穿冒火。
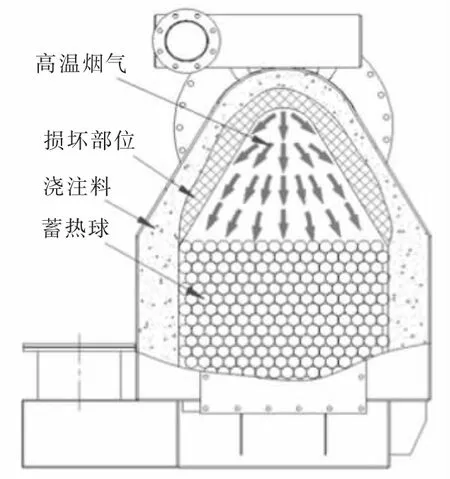
图4 单蓄热烧嘴与换向烟气垂直方向断面示意图

图5 单蓄热烧嘴与换向烟气平行方向断面示意图
从现场烘炉工艺角度分析;烘炉期间考虑到煤气安全因素,一般设计要求800℃以下不开启蓄热烧嘴,但根据现场实际情况,大多数项目650℃保温完毕后便开启蓄热烧嘴。650℃以前的整个烘炉过程靠烟道排烟,对蓄热烧嘴而言只对烧嘴喷口处起到了烘烤作用,蓄热箱体内衬没受到有效烘烤,所以在650℃以后开启蓄热烧嘴换向时,箱体耐火浇注料内衬受到瞬间高温烟气冲击产生爆裂剥落,导致单蓄热烧嘴损坏[4],使其寿命降低。
4 单蓄热烧嘴箱体内衬剥落解决措施验证
因本检修项目只对单蓄热烧嘴进行了更换,没有涉及到炉顶、炉墙浇注料的更换,所以制定了只对单蓄热烧嘴烘烤5 d的烘炉曲线(见图6)。选定一个蓄热烧嘴为代表,对排烟前、后温度变化检测验证,定为A烧嘴;另外选定一个备用烧嘴,一直未进行排烟操作,对内侧温度检测验证,定为B烧嘴。B烧嘴650℃以后继续保持关闭,为确保质量安全,下次启炉时B烧嘴进行烘烤处理后方可正常使用,本次只作为效果验证。
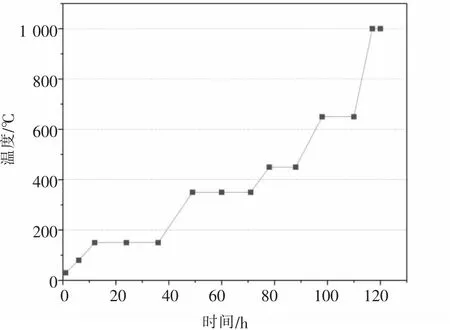
图6 单蓄热加热炉烧嘴改造项目5 d烘炉曲线图
中、低温烘炉过程切断蓄热烧嘴燃气源,采用烘炉烧嘴烘炉(也可采用烘炉管),在炉温100℃左右时开始通过蓄热烧嘴进行手动控制向外排烟,排烟周期为90 s,间隔时间为15 min,直至650℃烘炉过程完成,650℃后切换蓄热烧嘴自动换向进行烘炉。
图7 为各监测点烘炉过程温度记录所绘制的曲线图。首先分析B烧嘴曲线图,因为B烧嘴650℃以前一直未采取手动排烟操作,所以内腔温度仅靠热辐射有轻微提高,但在650℃以前,一直没有超过100℃,曲线很平稳,可以判断如果烘炉过程不进行排烟操作,所有的单蓄热烧嘴均得不到有效的烘烤。A烧嘴排烟后的温度曲线基本向理论曲线靠拢,符合蓄热箱体耐火浇注料的烘烤要求;A烧嘴排烟前的温度曲线,是基于每一次排烟前、后同一监测点的温度对应记录曲线显示;内腔耐材排烟过程得到了蓄热而温度上升,在间隔暂停阶段温度有所下降,但随着一次次的排烟操作,蓄热球也在逐步蓄热,内腔温度随之升高,650℃切换蓄热烧嘴自动换向烘炉以后,A烧嘴两条曲线与理论曲线基本一致,最终完成了对蓄热箱体耐火浇注料的有效烘烤。
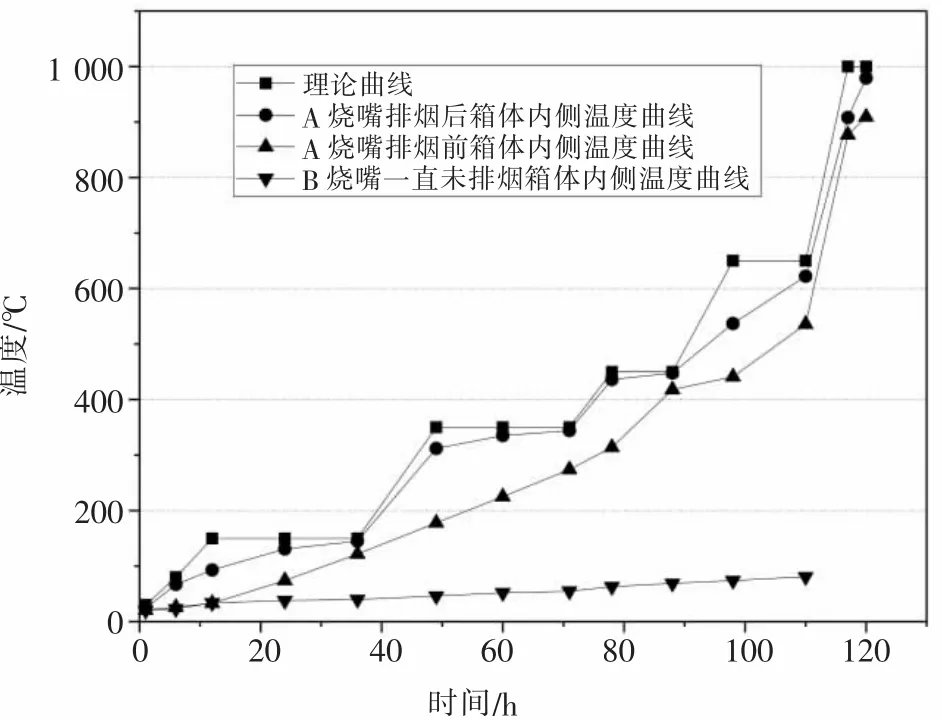
图7 烘炉过程各温度检测曲线图
5 结语
(1)单蓄热烧嘴在运行过程出现的烧红、烧穿冒火现象,属于耐火浇注料内衬未经过有效的烘烤,在高温换向时受到瞬间高温烟气冲击爆裂剥落所致。
(2)在低温和中温烘炉阶段通过对单蓄热烧嘴进行间歇性排烟操作,能够实现烧嘴内衬有效烘烤,从而避免运行过程因耐火浇注料爆裂剥落造成的烧红、烧穿冒火问题。
