玻璃钢楔形条本体性能对界面结合力影响的实验测试
2021-10-22谢理国江一杭王朋飞张春爱
谢理国,江一杭,王朋飞,杨 忠,张春爱
(东方电气(天津)风电叶片工程有限公司 天津300480)
0 引 言
近年来,风电叶片行业发展迅速,叶片制造技术和水平不断提升和创新,目前风电叶片叶根预埋螺栓技术[1]已经在大型风电叶片上得到广泛应用。在叶片制造过程中,使用预埋螺栓技术后叶根很容易出现孔洞、气泡、富树脂等质量问题[2],通过在原有预埋结构基础上增加一种新型材料——玻璃钢楔形条,可有效解决上述问题,从而提高叶根连接质量。玻璃钢楔形条通常使用玻璃纤维与树脂采用拉挤工艺制作而成,其形状一般为特定形状,在叶片壳体制造过程中放置于叶根部位,作为叶片叶根连接的关键部件同壳体结构铺层一起灌注成型。因此玻璃钢楔形条的界面结合力[3]影响因素值得研究,其对叶根连接质量将起到重要作用。
1 实验部分
1.1 实验方案
方案一:对树脂含量不同、表面喷砂方式相同的玻璃钢楔形条表面使用叶片合模用的粘接胶粘接10mm 直径的拉拔柱,经 70℃固化 8h后测试玻璃钢楔形条的表面附着力。
方案二:对树脂含量相同、表面喷砂方式不同的玻璃钢楔形条与玻璃钢铺层之间的拉伸剪切性能进行测试。
由于玻璃钢楔形条形状不规则,无法制作拉剪测试需要的标准样条,无法采用拉剪的方式直接测试玻璃钢楔形条与玻璃钢铺层之间的结合力,故采用相同的拉挤工艺制作了玻璃钢楔形条板材(图1)。
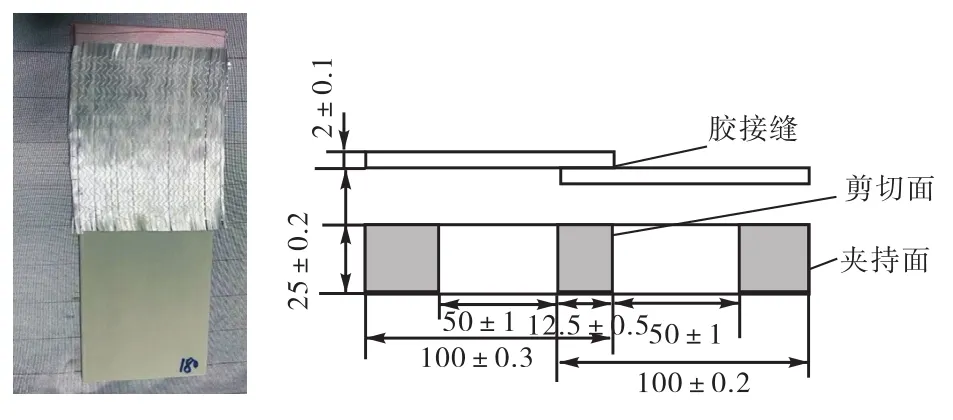
图1 拉挤板剪切试样形状及搭接灌注制样Fig.1 Shape of shear specimen of pultrusion plate and its lap pouring preparation
通过不同的表面喷砂处理方式,分别制作了4个规格的玻璃钢楔形条板材试样(以下简称楔形条 1、楔形条2、楔形条3、楔形条4),再分别对4个楔形条板材与玻璃钢铺层按照图 1所示的方式采用灌注方式进行制样,然后对样件的拉剪性能进行测试和对比。
1.2 实验测试内容
实验测试内容见表1。
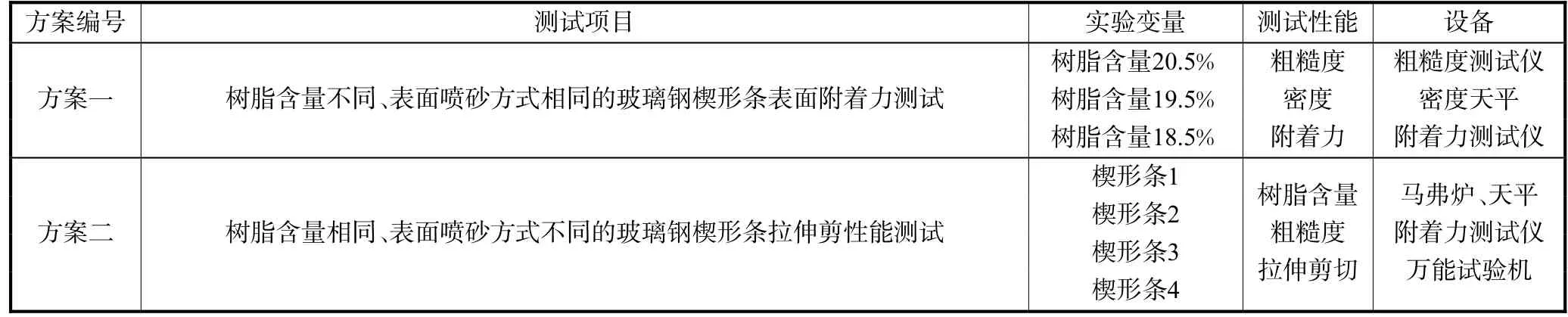
表1 测试内容Tab.1 Test content
2 实验测试结果
2.1 方案一:玻璃钢楔形条表面附着力测试
树脂含量不同、表面喷砂方式相同的玻璃钢楔形条表面附着力测试数据见表2。
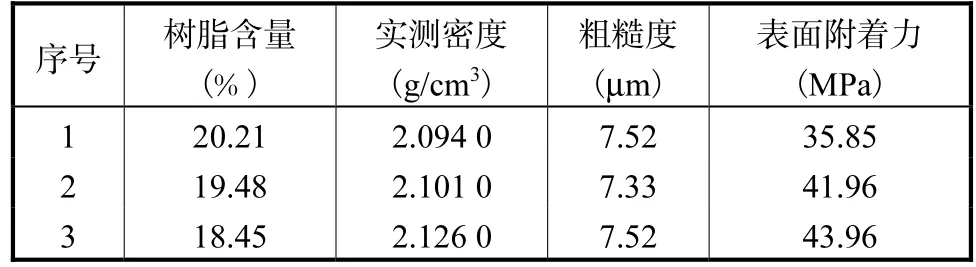
表2 不同树脂含量楔形条表面附着力测试数据Tab.2 Test data of wedge strips with different resin contents
通过以上数据对比发现,树脂含量越高,其密度越小;在相同喷砂条件下,树脂含量越低,其表面附着力越大。
2.2 方案二:玻璃钢楔形条表面附着力测试
树脂含量相同、表面喷砂方式不同的玻璃钢楔形条表面附着力测试数据见表3。
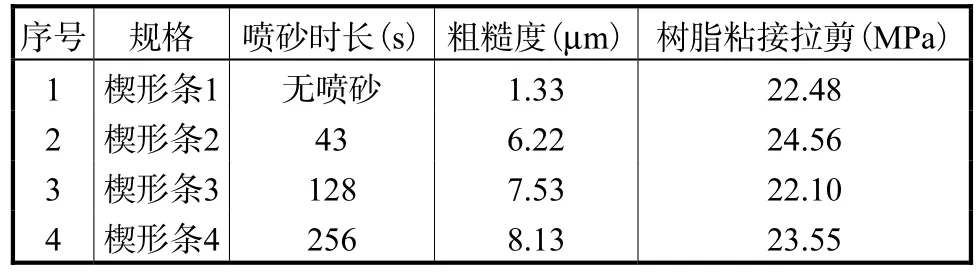
表3 不同喷砂方式楔形条与玻璃钢铺层间的拉伸剪切测试数据Tab.3 Tensile shear test data between wedge stripand FRP laminate with different sandblasting methods
以上测试数据表明,相同树脂含量的楔形条在不同喷砂处理后,在相同测试条件下,其树脂粘接拉剪强度在22~25MPa之间波动;从楔形条2和楔形条4的测试结果看,经过喷砂处理的楔形条的拉剪强度要高于无喷砂处理的楔形条的拉剪强度。由此说明喷砂处理有助于提高楔形条表面结合力。
3 结 论
玻璃钢楔形条的树脂含量和表面喷砂方式都对玻璃钢楔形条的界面结合力有着较大影响,实验结论如下:
①玻璃钢楔形条的树脂含量越高,其密度越小;在相同喷砂条件下,树脂含量越低,其表面附着力越大。
②玻璃钢楔形条在树脂含量相同的条件下,经喷砂处理的玻璃钢楔形条表面具有较高的界面结合力,喷砂处理在一定程度上可提高玻璃钢楔形条界面结合力。
综上,玻璃钢楔形条的制作应根据叶片叶根连接的设计要求,对制作过程的树脂含胶量、喷砂方式及时间、表面处理情况等影响本体性能的过程参数进行精确设定和严格控制,才能保证风电叶片的叶根连接质量。
