Q345E钢薄板小变形焊接工艺
2021-10-21吴宪,丁成钢
吴宪,丁成钢


摘要:分别采用高频脉冲MAG焊的打底焊模式与电弧冷焊模式对板厚3 mm的Q345E薄板进行了3种工况的对接焊工艺试验,研究了薄板打底焊与电弧冷焊的小变形对接焊工艺与焊接接头的力学性能,进行了拉伸、弯曲、金相试验并分析了焊接缺陷的形成原因,总结了焊接残余应力及焊接变形的规律。结果表明,高频脉冲MAG焊适用于Q345E钢3 mm的薄板小变形对接焊,组对“ 0 ”间隙时,选用打底焊模式的工艺包;组对1 mm间隙时,选用电弧冷焊模式的工艺包。
关键词:Q345E薄板;高频脉冲MAG焊;焊接残余应力;焊接变形;接头力学性能
中图分类号:TG457.11 文献标志码:A 文章编号:1001-2003(2021)09-0050-05
DOI:10.7512/j.issn.1001-2303.2021.09.10
0 前言
在轨道交通车辆车体制造过程中,经常会遇到板厚为3 mm及以下的薄板焊接工况,例如薄板的拼接及薄板与钢梁骨架的焊接等。特别是工厂为了实现车辆的轻量化制造,从原材料入手,通过提高母材强度、增加比强度、减少材料厚度来减轻焊接件质量,使轨道交通车辆制造面临越来越多的薄板焊接工况。
刘文杰[1]等采用三水平五因素有交互的正交实验,分别对2.5 mm、3.0 mm厚度的Q345NQR2耐候钢薄板进行CMT焊接试验,分析焊后板件夹持与释放之间的变形关系,研究焊缝两侧的空间三维变形规律。何建[2]等开发了基于SYSWELD的有限元计算方法,计算并分析了焊接温度场及焊后残余应力与变形情况,为低合金钢薄板搭接接头的焊接温度场、残余应力与变形的进一步研究提供了理论依据,促进有限元分析技术在焊接中的应用。
薄板焊接与常规板厚的材料焊接技术有着明显的不同,其构件制造难度较大,焊接变形尤为突出。引起薄板焊接变形的原因很多,必须综合考虑其诱因,确定最终的解决方案[3]。为此,文中分别采用打底焊与电弧冷焊的焊接工艺,对板厚3 mm的Q345E薄板进行了3种工况的对接焊工艺试验,检测薄板打底焊与电弧冷焊焊接接头的力学性能,进行了金相试验并分析焊接缺陷的形成原因,总结焊接残余应力及焊接变形的规律。
1 试验材料与方法
1.1 试验材料
试验采用尺寸为350 mm×150 mm×3 mm的
Q345E低合金高强度结构钢作为母材,选用ER50-
G型焊丝(φ1.2 mm)。母材及焊丝的化学成分和力学性能分别如表1、表2所示。选用EN ISO14175 M21型二元混合气体φ(Ar)80%+φ(CO2)20%作为焊接保护气体。
1.2 焊接工艺对比试验
选用改制的高频脉冲MAG焊机(选用“ 打底焊模式与电弧冷焊模式 ”),搭配HCD500A-1型摆动式自动焊接小车,进行3 mm板厚的Q345E钢对接焊工艺试验。其中打底焊是短路加高频脉冲的熔滴过渡模式,电弧冷焊的熔滴过渡模式是短路过渡。焊接保护气体流量为20 L/min。打底焊模式选用加长型导电嘴与喷嘴,焊丝干伸长取6 mm;电弧冷焊模式选用常规型导电嘴与喷嘴,焊丝干伸长取12 mm。焊接工艺参数如表3所示。根据打底焊及电弧冷焊的焊接电流、电压的基值/峰值确定焊接电流平均值Iavg、电压平均值Uavg,即焊機面板的“ 显示值 ”。基值、峰值的电流和电压及基值电流时间由预置的程序随机生成[4]。
1.3 焊接接头综合评定试验
参照EN ISO 4136“ 焊接接头的横向拉伸试验 ”标准的规定,对焊接接头进行拉伸试验,每块试板取2个拉伸试样。参照EN ISO 5173“ 焊接接头的弯曲试验 ”标准的规定,对标准弯曲试样进行正弯和背弯试验,每块试板取2个正弯试样、2个背弯试样。用Leica DMi8 A金相显微镜观察焊接接头的宏观形貌,并对比横截面方向熔深,分析打底焊1 mm间隙工况(RW1)的焊接缺陷产生原因。
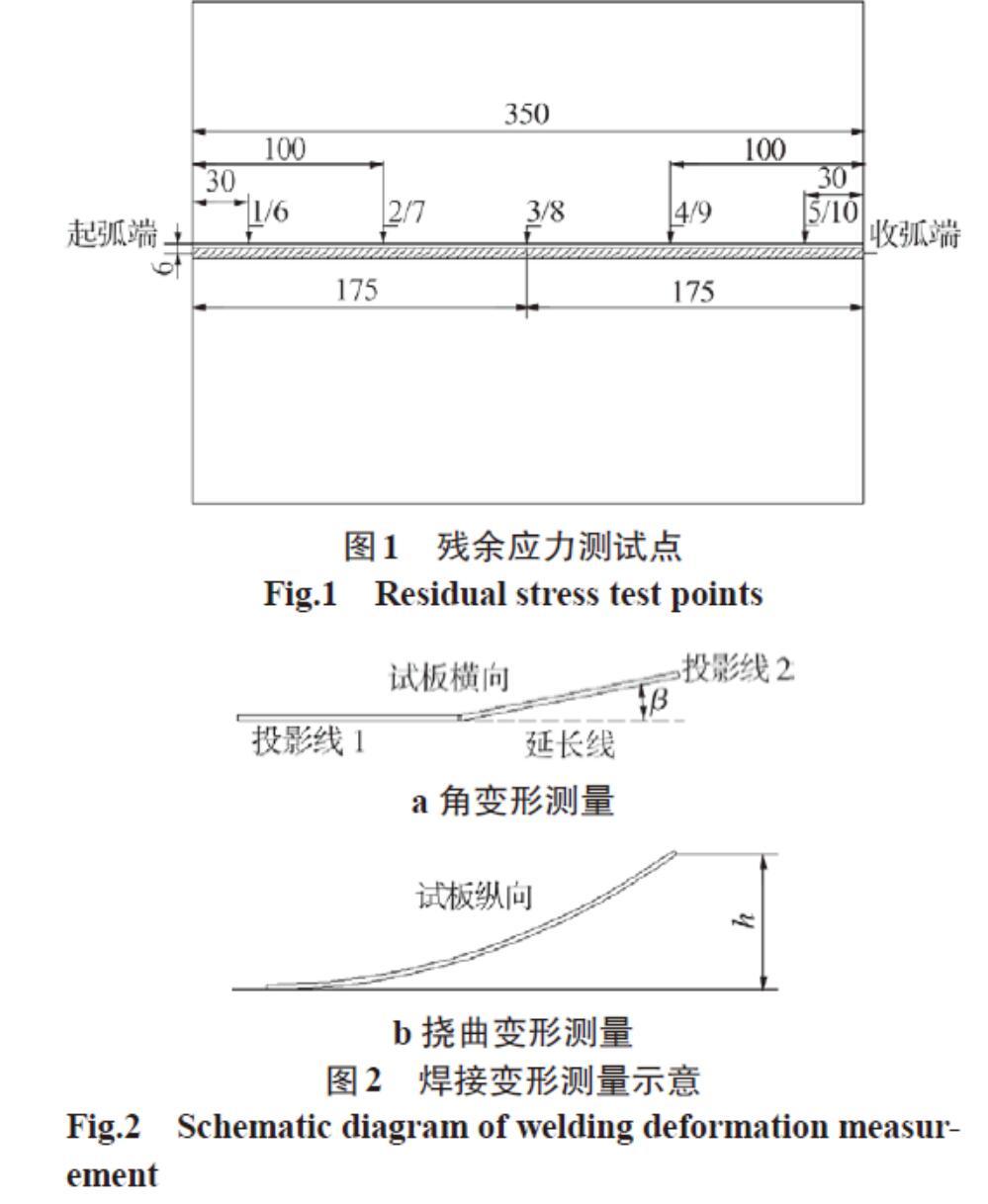
使用加拿大产proto便携式X射线应力测试仪测定试板残余应力,试板取点如图1所示,测定试板正背面残余应力。其中正面取点为1、2、3、4、5,对应背面取点为6、7、8、9、10。焊接变形的测量示意如图2所示。将试板横向垂直投影于白纸上,沿着两侧母材的边缘分别画出投影线,用量角器测量投影线1的延长线与投影线2之间的角度β,即角变形量。将试板置于一平整的工作台上,沿着试板纵向压住母材一端边缘,用直尺测量另一端的翘起高度h,即挠曲变形量。
2 试验结果与分析
2.1 接头的拉伸性能及弯曲性能
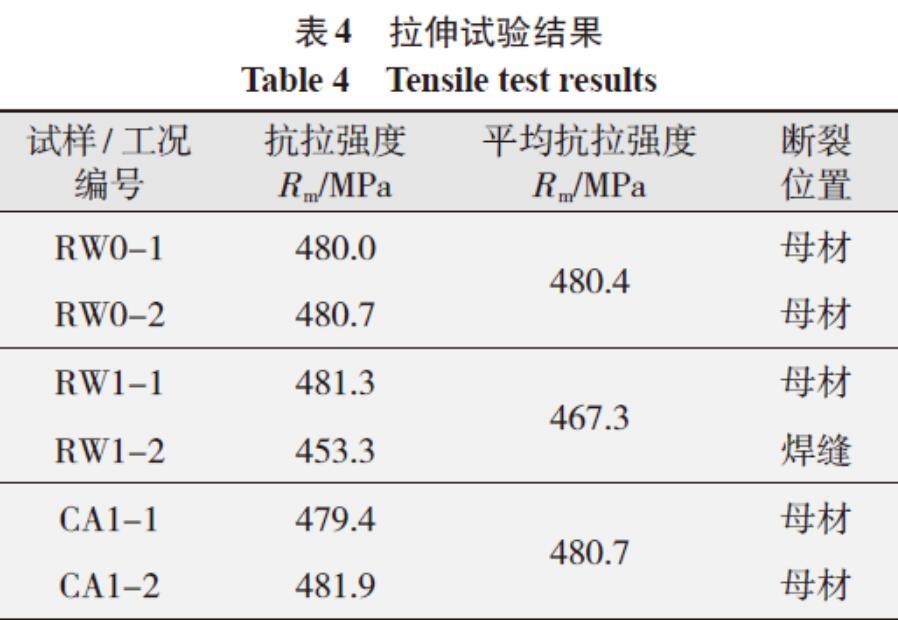
焊接接头的拉伸试验结果如表4所示。RW0与CA1工况接头拉伸试样的断裂位置均在母材,断裂性质均为韧性断裂,断裂方向多呈45°的切断方向。其中RW0平均抗拉强度为480.4 MPa,CA1平均抗拉强度为480.7 MPa,均大于母材的最低要求470 MPa,满足EN ISO15614-1:2017“ 钢焊接工艺评定试验 ”对接头抗拉强度的要求。RW1工况焊接接头拉伸试验断裂位置分别位于焊缝(RW1-2)和母材(RW1-1),RW1-2启裂点位于靠近背面的熔合线,平均抗拉强度为467.3 MPa。
RW0与CA1焊接接头弯曲试样的弯曲角度达到180°时,正弯试样和背弯试样的受拉面均无裂纹产生,说明焊缝塑性良好。RW1焊接接头弯曲试样的弯曲角度达到180°时,正弯试样的受拉面均无裂纹产生,背弯试样的受拉面出现明显的开裂,这是焊缝根部区域出现未熔合的焊接缺陷所致。
2.2 金相试验结果
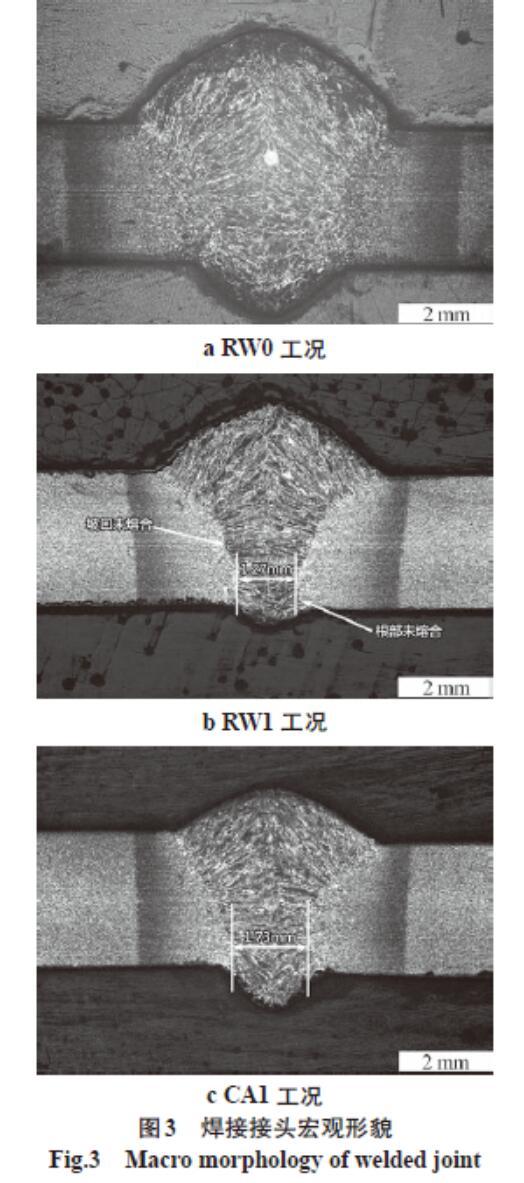
焊接接头宏观形貌如图3所示。可以看出,RW0工况与CA1工况焊接接头的焊缝与母材熔合良好,未见裂纹、气孔等缺陷。在打底焊间隙为1 mm的工况下(RW1),焊缝与热影响区的界线相对于RW0与CA1工况更为明显,且焊缝根部和坡口出现的未熔合缺陷是导致拉伸和弯曲试验不合格的原因。
2.3 RW1工况的焊接缺陷及成形讨论
打底焊程序(RW)为高频脉冲加短路的熔滴过渡模式,具有较为明显的“ 复合电弧 ”特性,其中高频脉冲熔滴过渡居多,而高频脉冲电流会产生显著的高频脉冲压缩电弧效应,导致板厚方向的熔深增加,横截面方向的熔深减小。高频脉冲压缩电弧效应使电弧沿径向产生明显收缩,体现为电弧形态变化,即电弧外轮廓的趋直线化和电弧直径的缩小。电弧径向收缩导致电弧作用于母材的受热、受力面积减小,使得电弧挺度增加、能量密度上升[5],在“ 0 ”间隙工况(RW0)时仅需相对较小的热输入即可实现单面焊双面成形。而在1 mm间隙工况时,电弧作用于母材的面积过小,极易发生断弧现象。在RW1焊接工艺试验中,在焊接中后阶段多次发生断弧,导致小部分焊接接头未熔透。而电弧冷焊的电弧直径相对较大,不会发生断弧现象。
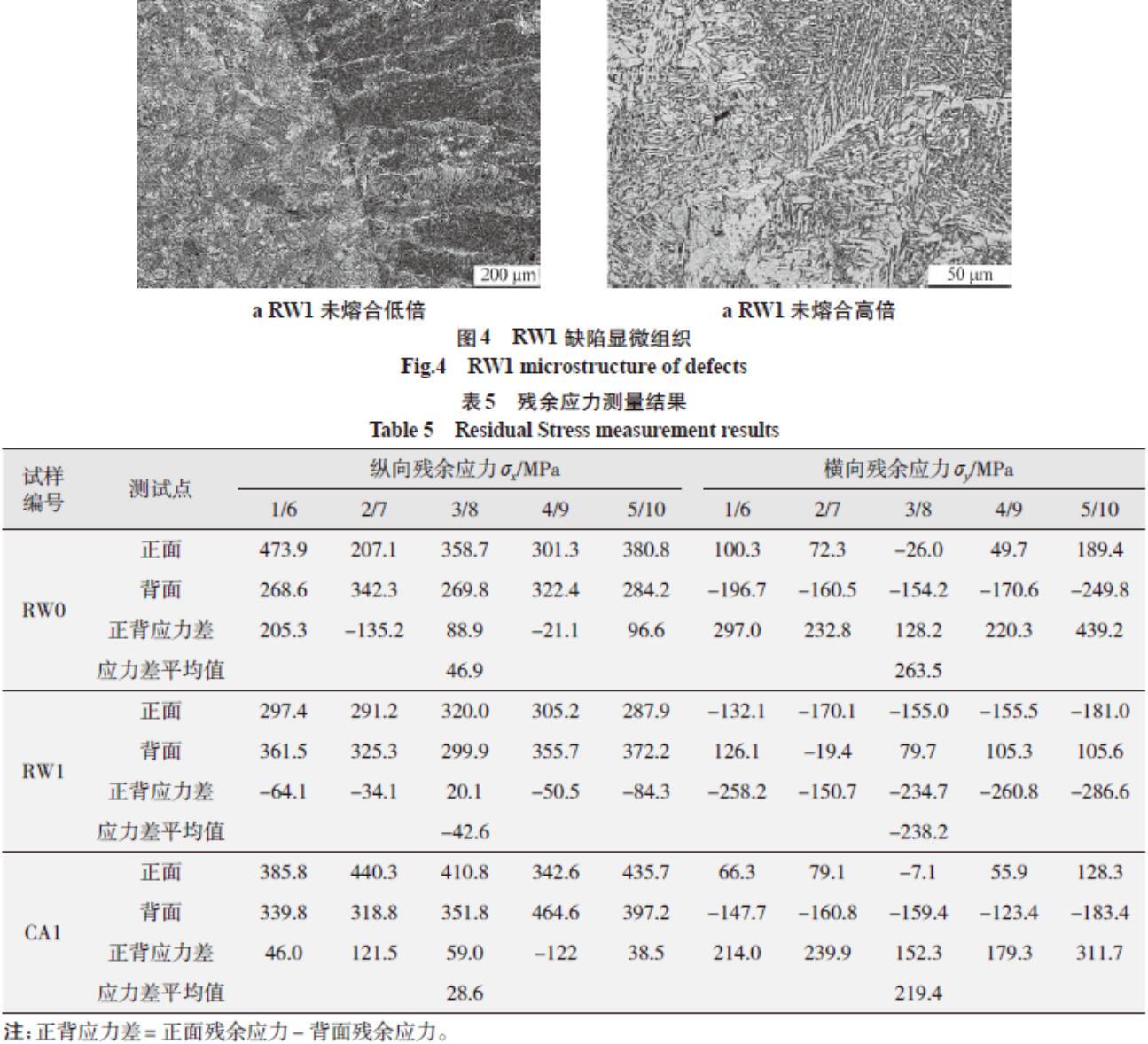
在RW1工况焊接中虽然可以实现单面焊双面成形,但打底焊的“ 高频脉冲压缩电弧效应 ”导致横截面方向的熔深较小。从图3b、3c可以看出,在1 mm间隙的前提下,RW1在横截面方向的最小熔深仅为0.27 mm,而CA1在横截面方向的最小熔深为0.73 mm,比RW1提升了约170%。过于集中的电弧加热导致熔池高温停留时间短,使焊缝与热影响区的界线更加分明[6]。在压缩电弧与较快的焊接速度的共同作用下,焊后焊接接头快速冷却,导致产生未熔合缺陷,如图4所示。
综上分析,打底焊程序(RW)适合“ 0 ”间隙工况的3 mm薄板焊接,即RW0工况;不适合1 mm间隙的薄板焊接,即RW1工况。而电弧冷焊程序(CA)适合1 mm间隙的薄板焊接,即CA1工况。
2.4 焊接残余应力与变形
残余应力检测结果如表5所示,其结果呈现规律如下:
(1)纵向残余应力与横向残余应力相比较大。
(2)纵向残余应力正背面差值较小,横向残余应力正背面差值较大。
(3)对于RW0与CA1工况,正面的横向残余应力表现为中间部位接近0、两边升高,且为拉应力特征,背面的横向残余应力则表现为中间低两边高,且为压应力的特征;而对于RW1工况,背面的横向残余应力表现为为中间部位接近0、两边升高,且为拉应力的特征,正面的横向残余应力则表现为中间低、两边高,且为压应力的特征。因为试板整体较长,“ 0 ”值与低点不一定会在试板的正中心。
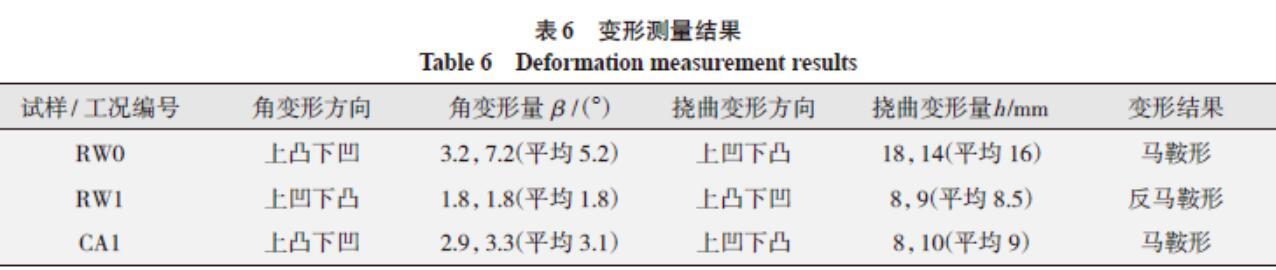
变形测量结果如表6所示,总体变形量为RW0工况>CA1工况≥RW1工况,但差距不大。其中RW0与CA1工况的变形趋势为呈上凸下凹的角变形,挠曲变形呈上凹下凸,即“ 马鞍形 ”。RW1工况变形趋势为呈上凹下凸的角变形,挠曲变形呈上凸下凹,即“ 反马鞍形 ”[7]。
变形方向不同的原因可能为:焊接角变形主要产生于焊接后的冷却收缩阶段,而冷却收缩量的大小取决于焊接时的膨胀量。焊接时的膨胀量则取决于热输入的大小,当试板背面受热更大时,冷却时产生的收缩更大,最终产生上凸下凹的角变形,正面受热更大时变形方向相反。且因为试板整体形状不会产生大的变形,故不会同时产生上凸下凹或上凹下凸的角变形及挠曲变形(类似球的弧面),所以当试板背面受热更大时试板呈现马鞍形;当试板正面受热更大时试板呈现为反马鞍形。
RW0工况时,为了实现“ 0 ”间隙的单面焊双面成形,需要较大的热输入,使更多的母材熔化成液体,热源整体下移,背面受热大于正面,最终试板呈现马鞍形。当组对间隙为1 mm时,热输入会显著低于“ 0 ”间隙的工况。RW1工况时,在“ 高频脉冲压缩电弧效应 ”的影响下,仅需很小的热输入即可实现单面焊双面成形,但因电弧对母材的有效加熱面积较小,只有很少的母材熔化,使试板正面受热大于背面,最终试板呈现反马鞍形。CA1工况时,热输入略高于RW1工况,电弧对母材的有效加热面积增大,更多的母材熔化,热源整体下移,使试板背面受热大于正面,最终试板呈现马鞍形。
结合残余应力检测结果可以发现,当变形为马鞍形时,焊趾处纵向与横向残余应力正背应力差的平均值均为正;当变形为反马鞍形时,焊趾处纵向与横向残余应力正背应力差的平均值均为负。
4 结论
(1)RW0、CA1工况的焊缝与母材熔合良好,未见裂纹、气孔等缺陷。焊接接头的抗拉强度均符合焊接工艺评定标准,弯曲试样经180°的正弯和背弯后,受拉面均未出现裂纹,焊接接头塑性良好。
(2)RW1工况根部和坡口出现未熔合缺陷,这是因为焊后过快的冷却速度。
(3)总体变形呈RW0工况>CA1工况≥RW1工况。RW0与CA1变形呈马鞍形,RW1变形呈反马鞍形。变形结果不同可能是由于正背面的受热差。
(4)当变形为马鞍形时,焊趾处纵向与横向残余应力正背应力差的平均值均为正;当变形为反马鞍形时,焊趾处纵向与横向残余应力正背应力差的平均值均为负。
(5)高频脉冲MAG焊可适用于Q345E钢3 mm厚薄板小变形对接焊,组对间隙为“ 0 ”时,选用打底焊(RW)模式的工艺包;组对间隙为1 mm时,选用电弧冷焊(CA)模式的工艺包。
参考文献:
[1]刘文杰,邢彦锋. Q345NQR2耐候钢薄板CMT焊接变形分析[J].电焊机,2020,50(1):51-56,126.
[2]何建,凌泽民,姬丽森. Q345钢搭接接头焊接残余应力与变形的数值模拟[J].热加工工艺,2015,44(13):211-213.
[3]薛小怀,楼松年.薄板小变形MAG焊接工艺[J].现代制造,2005(12):40-41.
[4]郭超超,丁成钢,杨大龙. S355J2W+N耐候钢板根部大熔深MAG对接焊工艺及接头的组织和性能[J].电焊机,2020,50(11):50-54,144.
[5]吴统立,杨嘉佳,王克鸿,等.高频复合双钨极氩弧焊电弧行为规律[J].电焊机,2019,49(5):87-91.
[6]王远传,刘东坤.建筑用高强钢焊接模拟及接头组织性能研究[J].焊接技术,2020,49(10):15-18.
[7]陈祀萍,毛志涛,姬恒举,等.试件尺寸对Q345薄板单道堆焊接头变形的影响[J].焊接学报,2017,38(12):125-128,134.
