热轧中厚板预矫直机改造及应用
2021-10-21武志强
武志强
(东北大学轧制技术及连轧自动化国家重点实验室 辽宁沈阳110000)
1 前言
近年来,随着工业的发展,用户对钢铁产品质量要求越来越高,尤其是应用于汽车、家电、工程机械等行业的高品质的中厚板,对于钢板不平度的要求极为严格,也是市场竞争力的体现,良好的板形可以提高生产效率,减少后续的挽救处理,降低成本。同时伴随着中厚板工艺设备的改进,高品质钢板的生产,钢板不平度缺陷如横向瓢曲、纵向瓢曲、波浪式瓢曲,翘头扣尾等板形问题日益突出[1]。矫直质量就成为各个钢厂急需解决的问题,再加上工业自动化水平逐渐提高,自动化替代人工操作经验也是大势所趋。国内某钢厂在大修期间进行技术升级改造,对矫直机位置进行了迁移,并升级改造自动化系统,取得了良好的效果。
2 国内外矫直技术的发展现状
国外的矫直技术发展较早。1905年,英国研制出第一台辊式矫直机。随着科学技术的不断进步和发展,世界上一些著名的矫直机制造商,比如德国SMS,意大利FEMI,日本的三菱重工(MHI),DANILIE公司等推出第三代矫直机,其特点是刚度高、自动化和全液压,可达到更好的矫正效果[2]。TMCP技术在1975年以来得到了许多钢厂的广泛应用,矫直机在性能、强度、自动化水平等方面都必须满足更高的要求。例如,日本三菱、SMS、VAI、DANILIE等公司已经开始生产全液压辊式矫直机来适应新的工艺生产要求[3]。
国内矫直技术起步较晚,但发展迅速[4]。从技术水平上看,第一代:制造时间较早的二重热矫直机,主要用户为在2800mm以下的中板厂,如天钢2300mm中板厂,济钢2500mm中板厂、鞍钢2800mm中板厂等。第二代:主要引入西马克公司的HPL(高性能矫直机)矫直机,矫直机的主体委托给国内矫直机厂家,但不掌握核心技术。其技术特点为全自动、全液压、高强度。第三代:国外公司设计的矫直机主要用于宽厚板,其核心技术是VAI、DANILIE和SMS技术[5],宝钢5000mm厚板、鞍钢4300mm厚板、沙钢5000mm厚板,南钢5m宽厚板矫直等都采用此类技术。图1为矫直机示意图。

图1 矫直机示意图
3 设备介绍
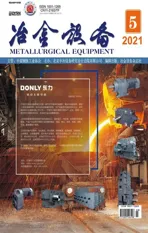
该厂将原1#矫直机进行迁移,在新的设计位置按预矫直机的形式进行安装,新的工艺布置图如图2所示。预矫直控制系统的主要功能包括:主传动系统;立辊速度控制;压下装置的AGC控制(包括辊缝、倾斜和摆动);矫直压力超限保护控制;导入辊位置控制;换辊驱动控制。
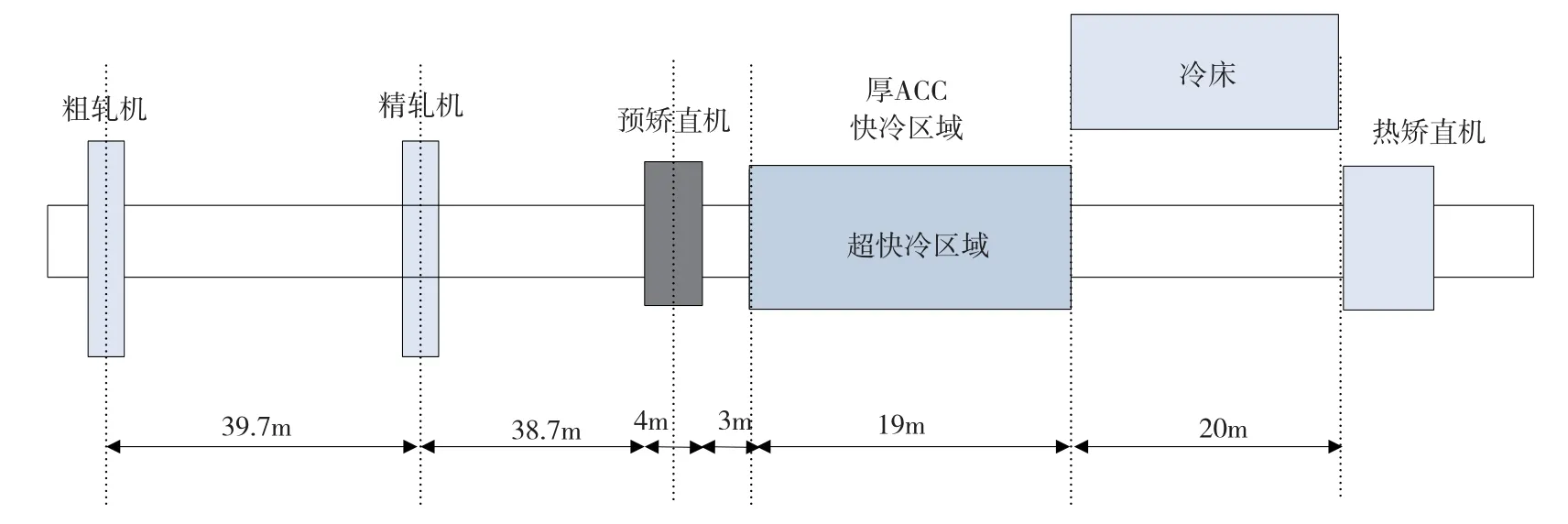
图2 生产线工艺布置
型式:四重式可倾动十一辊可逆热矫机
钢板矫直温度:500℃~800℃
矫直钢板尺寸:4.5mm~40mm×1000mm~2800mm×4000mm~28000mm(设计能力)
矫直 速 度:0.5m/s~1.5m/s(空 过 速 度2.5m/s)
矫直辊数:11个
最大开口度:250mm
矫直辊径:Φ250mm~Φ240mm×3000mm
辊距:260mm
支承辊径:Φ250mm×390mm
前后导辊径:Φ312.5mm×3000mm
压下速度:5mm/s
矫直压力(Max):8000kN
下辊座装置倾动量:±9mm
4 自动化控制及应用
自动控制系统采用二级服务器矫直模型、一级PLC自动控制、交流变频主传动控制、伺服压下实时跟踪控制、人机界面、物料跟踪检测、过载保护等控制技术,通讯控制网络用以太网、PROFIBUS-DP等,提高设备运行的自动化程度和可靠性。图3为HMI主界面。
图3 HMI主界面
主传动和压下进行互锁,防止主传动和压下电机同时动作。当在轧机轧钢到第二道次时,预矫直机进行预摆动,辊缝根据目标厚度摆动到目标位置。当预矫直机正在矫直时则不进行预摆动,在轧机抛钢时预矫直机根据钢板的实际厚度和设定的压下量进行精准摆动,摆动到设定位置。在钢板到达预矫直机前时,执行预矫直机的穿带速度。当钢板头部位置通过预矫直机后,执行超快冷速度。当钢板到达预矫直机前辊缝还未摆动到位,钢板停在预矫直机前,等待预矫直机辊缝动作到位时再进入预矫直机进行矫直。图4为主传动系统使能。

图4 主传动系统使能
二级控制系统接收钢板的PDI信息,包括钢种、厚度、宽度、长度、温度、化学成分等,根据这些信息进行模型计算。矫直模型预先设定矫直机辊缝,并且完成矫直辊速度、矫直力、矫直力矩等矫直参数的计算设定。二级将设定值发送给一级基础自动化,一级基础自动化对钢板矫直过程进行控制、实施和实时调整,实现了钢板矫直全过程的自动完成,在完成后进行数据记录。图5为二级模型控制图。
图5 矫直机二级模型控制图
经过预矫直机后,钢板较为平整,再经过冷却、热矫直机进行处理,可以满足生产需求,陆续生产了16mm~20mm,X70管线钢,Q355合金减量化钢板,不平度符合交货要求。
5 结论
通过对预矫直机的迁移,合理布置了预矫直机的位置,通过自动化控制,具备了良好的控制水平,相继生产了如管线钢等一些高品质钢种,满足交货要求,增强了企业的竞争力。