瘀毒清丸制丸工艺优选*
2021-10-20钟文嘉
钟文嘉
(广州中医药大学第一附属医院,广东 广州 510405)
瘀毒清丸是我院研发的院内中药制剂,原方由白花蛇舌草、半枝莲、黄芩、熟大黄、土鳖虫、苦杏仁、赤芍等14味中药组方,具有活血破瘀、清热解毒、滋阴养血功效,主要用于治疗瘀毒内结之症,疗效好,安全性高[1]。该丸的生产工艺要求对部分药材进行干燥、粉碎,剩余药材进行二次提取,浓缩成浸膏,浸膏与粉碎后的药粉混合,烘干,粉碎,过100目筛,制得干膏粉,用于制丸。瘀毒清丸大部分药材纤维含量高,出膏率低,制得的干膏粉遇水黏性差,不加黏性辅料的情况下制得的软材黏性差,塑制法制丸时丸条易断裂,制得的丸多不规则,导致合格丸的收得率低,且严重影响生产效率,故不适合纯干膏粉制丸,需添加一定量增强黏性的辅料(如糊精、淀粉、炼蜜等)。但每种黏合剂都有自身的优缺点,实际生产过程中,添加单一品种的黏性辅料难以达到理想的制丸效果,常需使用多种黏性辅料。瘀毒清丸制作时加入黏性辅料的品种(糊精、淀粉、炼蜜)及数量无统一标准,全凭制丸人员的经验判断,故无法确保不同批次瘀毒清丸的外观、性状等一致,生产效率不稳定。因此,本研究中以糊精、淀粉、炼蜜3种黏性辅料的添加量为考察因素,以制丸时间、合格丸收得率作为评价指标,采用L9(34)正交试验法优选瘀毒清丸的制丸工艺。现报道如下。
1 仪器与试药
1.1 仪器
CHJ-200C型槽型混合机,YUJ-17B型高效全自动制丸机,GHL-2-26型双层炼药机,SWL-5型螺旋选丸机,均购于甘肃天水华圆制药设备科技有限责任公司;CT-C-Ⅱ型热风循环烘箱(常州永邦干燥机械有限公司);国家标准检验筛(浙江上虞道墟五四仪器纱筛厂)。
1.2 试药
白花蛇舌草(批号为2003001,产地为湖南),半枝莲(批号为2003001,产地为湖南),黄芩(批号为2002001,产地为河北),苦杏仁(批号为2002001,产地为河北),熟大黄(批号为1903001,产地为四川),土鳖虫(批号为2002001,产地为河南),赤芍(批号为1912001,产地为内蒙古),蜂蜜(批号为2001001,产地为广东),均购于岭南中药饮片有限公司;糊精(批号为200403),淀粉(批号为191206),均购于东莞东岳葡萄糖厂有限公司;乙醇(广东省广宁县顺宁葡萄糖药业有限公司,批号为20200401)。
2 方法与结果
2.1 制备工艺
将黄芩、白花蛇舌草、熟大黄、赤芍、土鳖虫等10味药材置热风循环烘箱干燥(干燥温度为60~80℃),粉碎,过筛备用,得混合药材粉(①);生地黄、苦杏仁、半枝莲等4味药材二次提取,合并煎液,浓缩成浸膏(②),浸膏相对密度控制在1.08~1.15。将①和②投料至槽型混合机中混匀,装盘置热风循环烘箱中干燥(干燥温度为60~80℃),干燥至含水量低于12%后粉碎,过100目筛,制得干膏粉,上述工艺由我院制剂中心提取、粉碎生产组完成。蜂蜜过筛去杂质,炼至呈浅红色、含水量为14%~16%的中蜜[2-4]。将干膏粉分成若干份,每份10 kg,每份干膏粉按试验设计方案加入若干黏合剂,通过槽型混合机搅拌均匀,加入适量水炼制软材,炼药机二次炼制软材,炼制好的软材通过制丸机切割制丸,根据其黏度调节好乙醇的流速,保证切割后不粘连。制得的丸剂采用间歇热风循环干燥法[5-6]干燥(干燥温度为60~80℃),干燥至含水量为2%~6%(内控标准),检验筛选丸(直径为3.5 mm),称定质量,以公式[收得率(%)=合格丸质量/干燥后丸的总质量×100%]计算合格丸收得率。具体生产流程见图1。
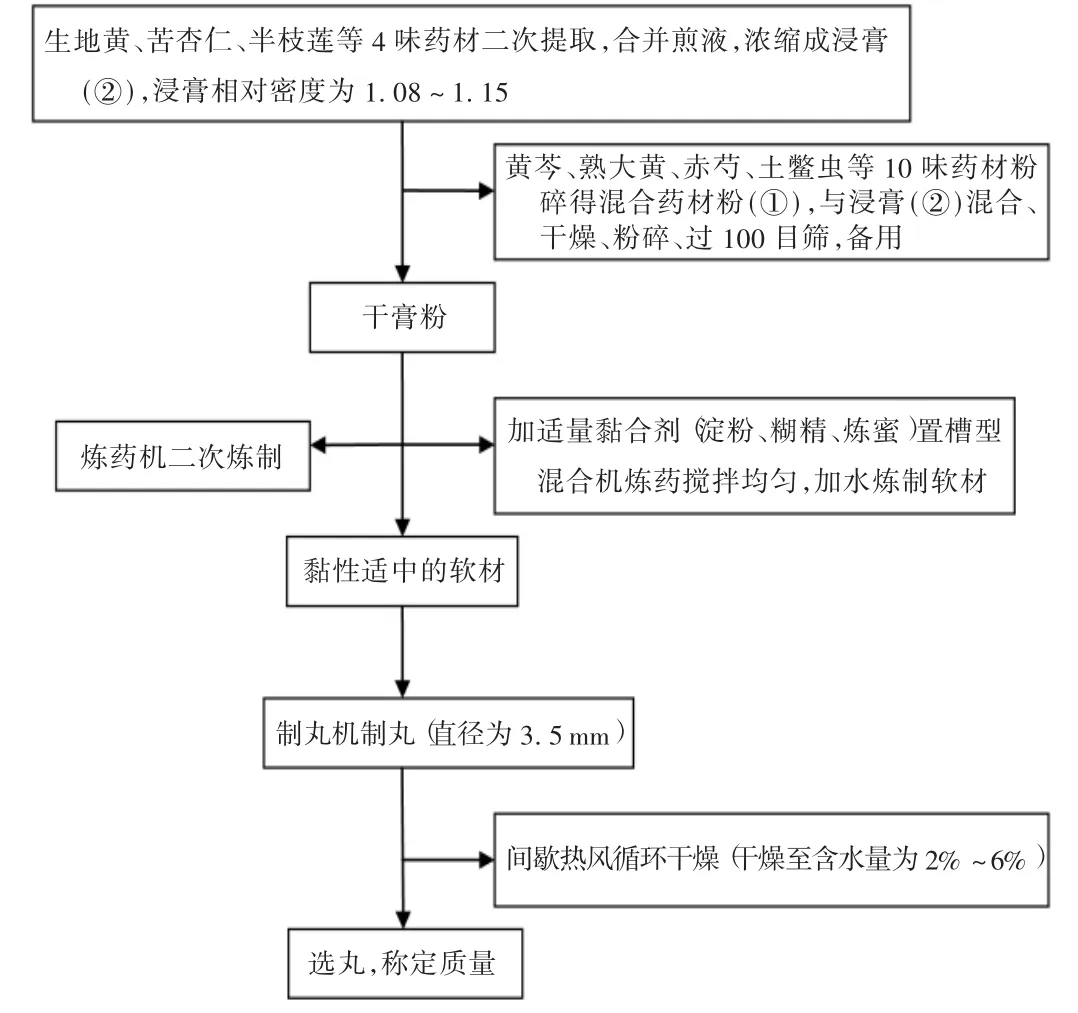
图1 瘀毒清丸生产流程Fig.1 Production process of Yuduqing Pills
2.2 正交试验因素水平设计
以黏性辅料炼蜜添加量(因素A)、淀粉添加量(因素B)、糊精添加量(因素C)为考察因素,每个因素设计3个水平。因素水平见表1。

表1 L9(34)正交试验因素水平表(%)Tab.1 The factor levels of the L9(34)orthogonal test(%)
2.3 正交试验及方差分析结果
按表1设计方案添加黏性辅料,依照制备工艺制丸,并计算合格丸收得率。为了确保制丸时间的准确性,每个试验序号进行3次试验,3次结果取平均值作为制丸时间。采用L9(34)正交试验法[7-13]进行试验,选取制丸时间、合格丸收得率作为评价指标,根据炼蜜、淀粉、糊精添加量3个因素的不同水平制订出试验方案,采用SPSS 19.0统计学软件分析,P<0.05为差异有统计学意义。结果见表2。可见,3个因素对制丸时间、收得率的影响程度大小为A>C>B,即最佳工艺为A3C3B3。由表3可知,炼蜜、糊精对制丸时间、收得率的影响显著(P<0.05),淀粉则不显著(P>0.05)。考虑到淀粉的影响较小,将工艺A3C3B3和工艺A3C3进行比较。

表2 L9(34)正交试验设计与结果Tab.2 The design and results of the L9(34)orthogonal test
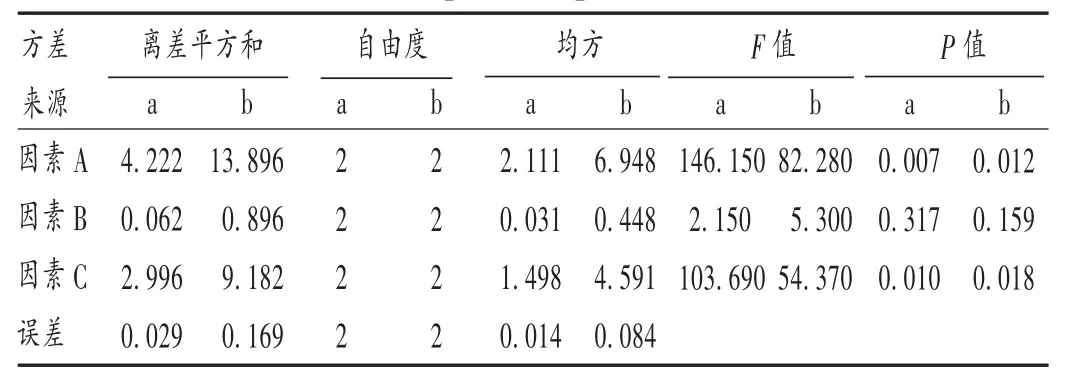
表3 制丸时间、合格丸收得率方差分析结果Tab.3 Results of ANOVA of pelletizing time and yield of qualified pills
2.4 最佳工艺验证试验
为验证工艺A3C3B3和A3C3的可行性,按2.3项下方法重复试验3次。结果见表4。可见,A3C3工艺的制丸时间、合格丸收得率与A3C3B3相当。从经济性、药效等角度综合分析,剔除影响较小的淀粉,得到最佳组合A3C3,即添加15%炼蜜和15%糊精,减少了单独添加炼蜜导致的丸易受潮粘连的情况,也解决了单独添加糊精导致的丸成型性较差的情况,又减少了不必要的辅料加入,既节省了辅料的使用量,又保证了药效,符合新时代中药制剂低碳、环保的理念。

表4 A3C3B3和A3C3工艺验证试验结果比较Tab.4 Comparison of validation tests of A3C3B3 process and A3C3 process
随机抽取工艺A3C3制得的丸若干,结合表5的感官评价表,得出工艺A3C3制得的丸颜色均一,圆整度好,粘连等异形丸极少,进一步验证了工艺A3C3的可操作性及可行性。
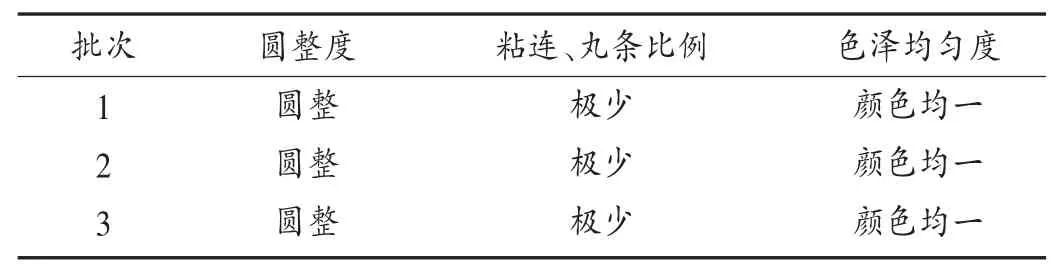
表5 工艺A3C3制丸感官评价Tab.5 Sensory evaluation of pills prepared by A3C3 process
3 讨论
与传统中药汤剂相比,中药丸剂易于携带、便于服用,可极大减少用量。不同类型的丸剂有不同疗效,蜜丸常用于治疗虚劳型患者(如六味地黄丸、理中丸),蜡丸用于延长药效(如调经蜡丸)。此外,中药丸剂还具有药效作用缓和持久,毒副作用小,可掩盖药物不良气味,部分剂型具有速效、生物利用度高(如滴丸)等优点[14]。因此,中药丸剂的发展能有效推进中医、中药现代化的进程[15]。但中药丸剂的制备受限于组方中饮片特性,不同丸剂干膏粉的黏性有所不同,故制丸时需根据干膏粉的情况添加不同辅料。
工艺改进前,制作时辅料的加入全凭制丸人员的经验判断,对辅料品种的选择及加入量的多少无统一标准,有出现不同批次瘀毒清丸的外观、性状不完全一致的情况,也无法保证生产效率。工艺改善后,确定了黏性辅料的比例,获得了更高的合格丸收得率,同时缩短了生产时间,提高了生产效率。试验结果的准确性受多种因素影响,如生产机器、生产方法及不同生产人员操作的熟练程度等,本研究中为了避免一些非必要因素的影响,选择通用的、已熟练掌握的塑制法制丸,试验过程固定人员操作,可尽可能地减少误差。通过L9(34)正交试验进行筛选,考虑到淀粉对合格丸收得率的影响较小,进行了最佳工艺A3C3B3和A3C3的可行性试验方案比较,结果两者的制丸时间、合格丸收得率相当;考虑到药的疗效、生产成本的控制及新时代低碳、环保的理念,剔除了影响较小的淀粉的加入,最后得出了最佳制备工艺A3C3,并验证了其可行性,为后续规模化生产垫定了基础。
