55NiCrMoV7 钢锭开坯锻造过程中孔洞缺陷的演变规律
2021-10-17蔡玉俊
王 喆,蔡玉俊,武 川
(天津职业技术师范大学机械工程学院,天津 300222)
模具工业的强弱是衡量一个国家生产力强弱的重要标志之一,其广泛应用于核电、汽车、航空航天等众多领域,而模具工艺对模具成型的各项性质有着决定性的影响。近年来,随着我国工业化进程不断加速,工业产品不断推陈出新,生产周期持续缩短,致使我国模具产业面临新的挑战[1-2]。然而,钢铁冶炼、开坯成型的工艺流程决定了钢锭本身会不可避免地出现孔洞缺陷,其对成型模具的综合性能造成严重的影响,破坏了金属的连续性,易导致应力集中、裂纹、使用寿命畸低等现象的产生[3-5]。因此,研究模具在开坯锻造过程中内部缺陷的改善方法十分必要。
相较于传统物理实验模拟费用昂贵,难以对模具加工过程进行全面记录的问题,有限元模拟软件凭借其强大的计算能力,可以记录任意环节金属的各项信息。国内外众多学者使用相关软件对锻造过程中影响孔洞缺陷闭合的因素进行了大量研究。研究认为,变形温度、应变速率、摩擦系数、试样尺寸对孔洞的闭合过程基本没有影响,而孔洞形状、位置、闭合工程则对闭合过程有较大的影响[6-7]。高彩茹等[8]利用ABAQUES软件对塑料模具钢在不同压下率条件下的孔洞闭合规律进行了研究,结果表明:孔洞过程的闭合分为开始闭合、加速闭合、减速3 个阶段,且孔洞位置影响孔洞的闭合。林奉坤等[9]利用有限元分析与实验模拟相对比的方法,研究下压量与孔洞缺陷闭合的关系,研究表明了数值模拟的准确性。韩笑宇等[10]利用QValue 法对大锻件内部孔洞缺陷在锻造过程中的闭合行为进行了数值模拟,简化了模拟变形的思路。数值模拟打破了传统物理模拟的局限性,可以展现整个加工过程中金属的演化规律,充分体现了数值模拟相较于传统物理模拟的优越性[11-13]。
本文基于有限元软件DEFORM 的二次开发,引入Nakasaki 等[14]定义的静水应力孔洞缺陷闭合判据,其中Gm为孔洞闭合的判据,利用DEFORM 对规则圆球形孔洞缺陷的闭合临界值Gm进行模拟预测,进而研究不同摩擦系数、应变速率、缺陷位置、孔洞缺陷高径比对闭合率及孔洞临界镦粗率的影响,模拟了50 kg钢锭闭合过程,预测了69 t 大型锻件的闭合情况。
1 孔洞缺陷闭合判据本构模型
为研究大锻件内部孔洞缺陷闭合问题,引入了锻件所受的应力状态和静水应力,其本质是在锻件锻压过程中,缺陷位置若能始终保持3 个方向的向心下压状态,就能够使此孔洞缺陷闭合,众多学者以此为基础提出了不同的孔洞缺陷闭合判据模型。如Flandi等[15]用刚塑性有限元法对大锻件开坯变形工艺过程进行分析,定义了大锻件锻胚内部孔洞只考虑下压方向尺寸变化,闭合速度可以定义为

式中:η 为下压率;b0为孔洞缺陷在高度方向的原始尺寸;b 为孔洞缺陷在高度方向上的瞬时尺寸。
进而根据有限元法计算结果得到孔洞缺陷空隙闭合的条件为
由于只考虑了下压方向的尺寸变化,但事实上大锻件内部含有孔洞型缺陷时,内部尺寸变化非常复杂,因此该方法并不能清晰准确地判断缺陷是否闭合。孙捷先等[16]认为,孔洞缺陷的闭合是在一系列应力条件下变形的积累过程,仅看单独应力或应变来预估是否能对缺陷闭合产生作用是片面的,往往不能得出正确的结论,故提出用锻合能E 来评价孔洞的闭合效果

式中:σe为等效应力;εe为等效应变;σm为静水应力。
虽然该方法不局限于模拟缺陷处,可看到较全面的情况,但锻合能E 值的大小和孔洞缺陷空隙闭合之间的定量关系无法明确。
本文使用Nakasaki 等定义的包含静水应力σm、等效应力σe和等效应变εe的静水积分表达式为

Gm作为孔洞闭合的判据。本判据利用了刚塑性有限元法把孔洞的变化和周围的应力、应变联系起来进行实验研究,主要认为孔洞周围的等效应变和静水应力在时间上的积分是决定孔洞缺陷空隙是否闭合的主要因素。不仅如此,此本构模型还能体现砧宽比、锻件下压率和加工硬化对于大锻件内部孔洞缺陷闭合的影响。将缺陷的闭合宏观地视为一个过程,引入了等效应变这个积累量,可以对所有形状、位置的孔洞缺陷进行缺陷闭合判断,极大降低了传统含内部缺陷的有限元数值模拟的计算难度,提高了计算精度。
2 孔洞缺陷闭合临界值的确定
2.1 有限元模型的建立
研究采用的模具钢种类为55NiCrMoV7 热作模具钢,该模具钢合金试样的化学成分如表1 所示。

表1 实验用55NiCrMoV7 合金的化学成分
利用有限元模拟软件DEFORM 建立模拟镦粗过程的有限元模型如图1 所示。2 件圆柱形钢锭的尺寸均为Φ150 mm×300 mm,其中1 件在芯部包含直径为2 mm 的球型缺陷。锻件初始温度均为900 ℃,上、下砧初始温度为300 ℃。沿Y 轴下压,镦粗过程中下砧保持不动,上砧下压速度为50 mm/s。基于式(4),利用DEFORM 有限元分析软件中的usr_upd 子程序对程序进行二次开发,usr_upd 子程序可以计算所有用户单元变量和用户节点变量,计算Gm值,得到静水应力判据Gm的分布云图,进而判断孔洞闭合情况。
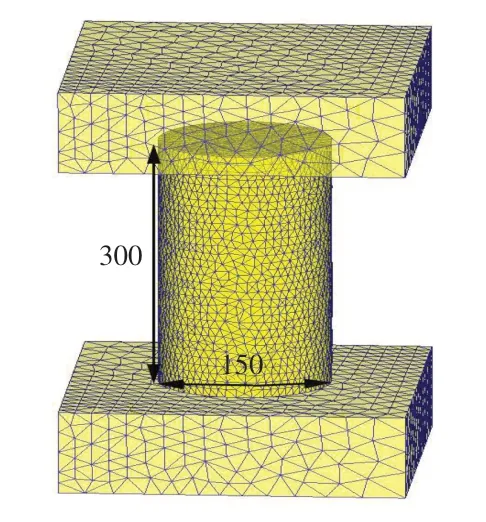
图1 有限元模型
2.2 下压量对于静水应力判据Gm的影响
镦粗过程中,经上砧板不断下压至下压量60%,锻件由圆柱体逐渐变为椭圆柱体,同时在圆柱中段形成鼓形起。镦粗过程中等效应力以及静水应力判据分布图如图2 所示。
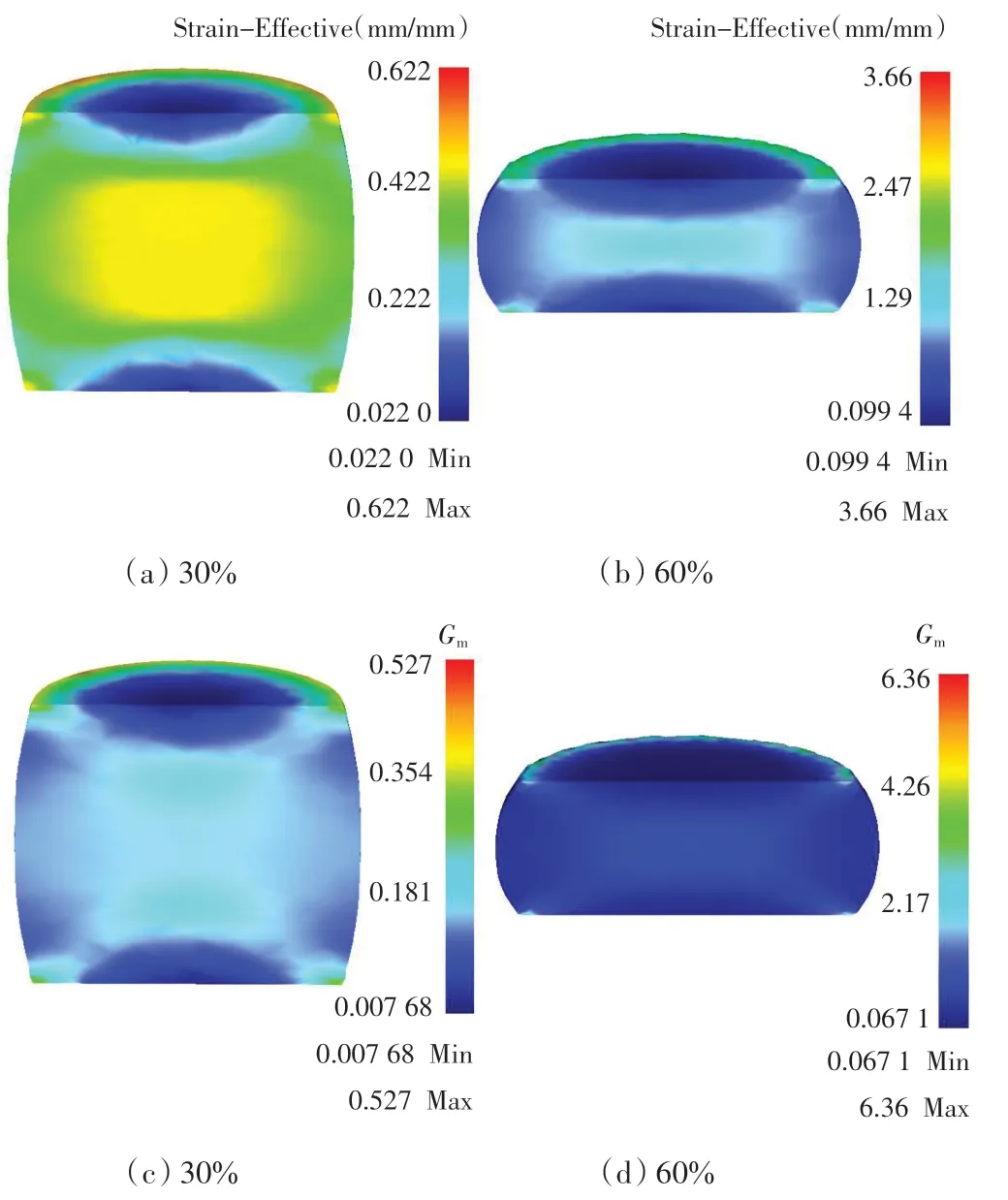
图2 镦粗过程中等效应力以及静水应力判据分布图
由图2(a)、(b)可知,随着下压量不断增大,材料的等效应力也不断增大,在锻件表面不断演化形成X型区域。图2(c)、(d)为锻件下压时,不同下压量的静水应力判据Gm图,通过对比等效应力分布图以及静水应力判据分布图可知,二者之间存在较大的差异,这是由于Gm不仅与等效应力有关,还与静水应力有关。
追踪芯部位置的静水应力判据Gm值,分析镦粗过程中孔洞缺陷的闭合情况,锻件芯部Gm曲线如图3 所示。由图3 可知,当下压量小于33%时,Gm处于缓慢上升区域,此时缺陷不能完全闭合。随着下压量的增大,Gm进入快速上升区域。当下压量为60%时,Gm约为0.96。
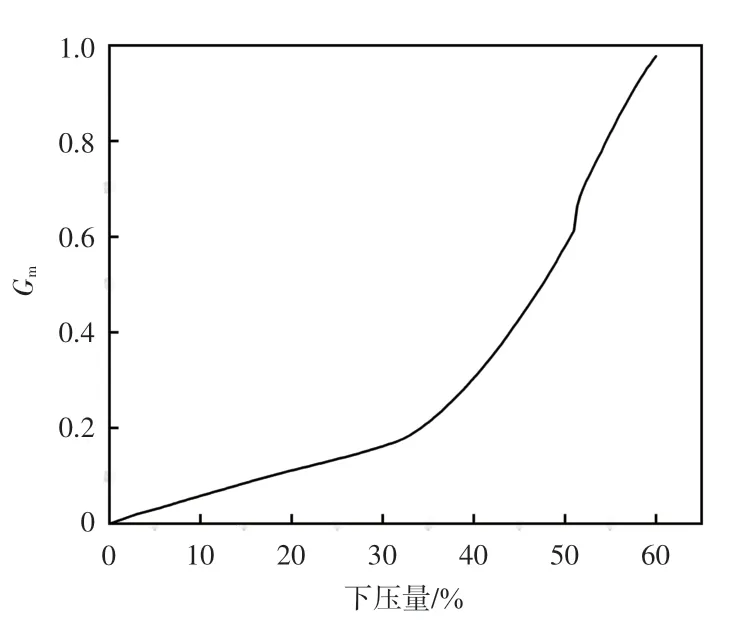
图3 镦粗过程中锻件芯部Gm 的曲线
2.3 含规则圆球形缺陷的有限元模型建立
对芯部含有直径为2mm 球形缺陷的锻件进行镦粗有限元模拟,Y-Z 截面模型如图4 所示。
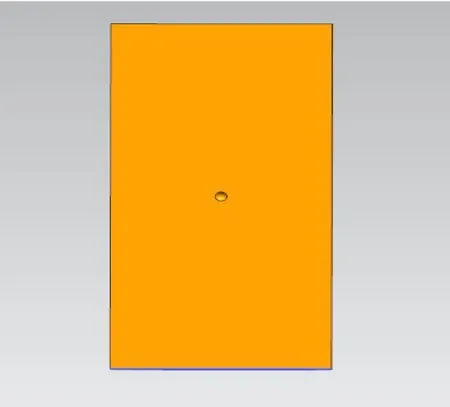
图4 Y-Z 横截面模型
2.4 模拟结果及分析
镦粗过程有限元模拟结果如图5 所示。
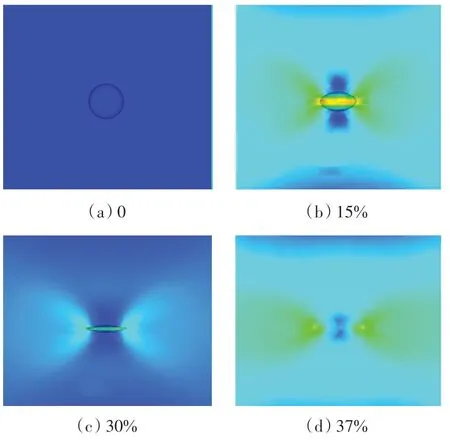
图5 局部孔洞缺陷闭合过程
由图5 可以看出,圆球形缺陷逐渐向椭圆型转化,当缺陷随着下压量增加至37%时完全闭合。
当圆球缺陷完全闭合时,即下压量为37%的静水应力局部分布如图6 所示。由图6 可知,圆球缺陷闭合的Gm值约为0.283。
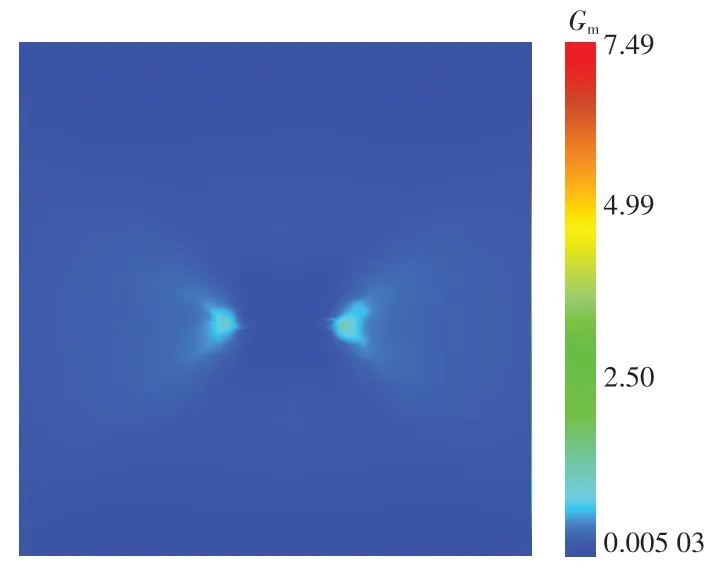
图6 缺陷闭合时锻件Gm 分布图
3 单孔洞缺陷镦粗闭合过程模拟及结果验证
3.1 摩擦因数对闭合率的影响
为了研究不同摩擦因数对孔洞闭合时的临界镦粗率的影响,将摩擦因数设定为f1=0.20、f2=0.25、f3=0.30、f4=0.35,其他参数保持一致,模拟结果如图7 所示。由图7 可以看出,摩擦因数的增大能降低镦粗的下压率。当摩擦因数f1=0.20 时,孔洞缺陷最早闭合,临界镦粗率约为35%;在摩擦因数上升的过程中,临界镦粗率逐渐提高,直至摩擦因数f4=0.35 时的26%,在该范围内增大摩擦因数能使孔洞提前闭合,是孔洞闭合的重要影响因素。
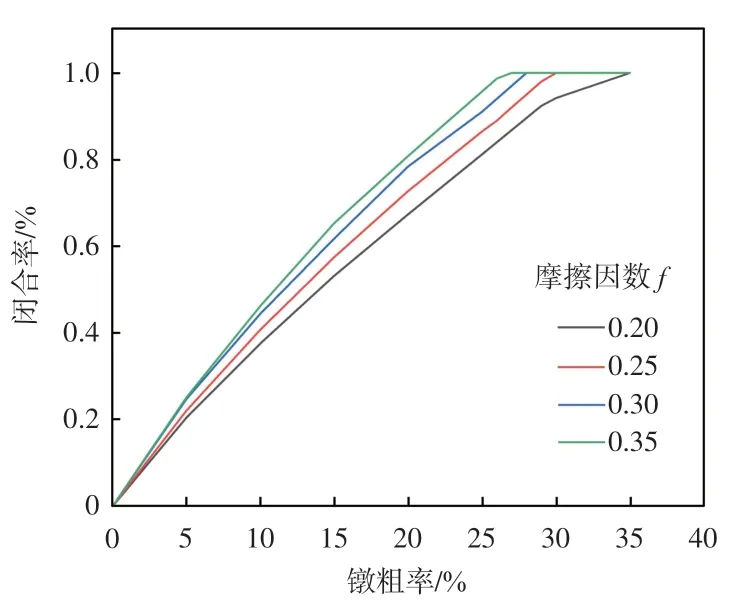
图7 摩擦因数对孔洞缺陷闭合率的影响
3.2 应变速率对临界镦粗率的影响
为了研究不同应变速率对孔洞闭合时临界镦粗率的影响,设置不同应变速率,分别为0.01、0.04、0.08、0.1,其他参数保持一致,应变速率对孔洞缺陷临界镦粗率的影响如图8 所示。从图8 可以看出,随着应变速率的增大,孔洞的临界镦粗率降低。当应变速率为0.01 时,临界镦粗率约为50%;应变速率逐渐升至0.1时,临界镦粗率也降低至26.5%。这说明应变速率在0.01~0.1 对孔洞闭合的影响较大。
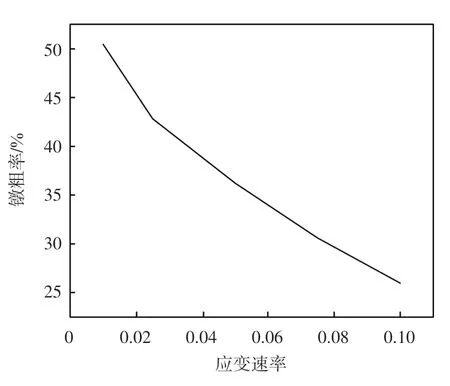
图8 应变速率对孔洞缺陷临界镦粗率的影响
3.3 缺陷位置对于临界镦粗率的影响
为了探究孔洞在工件中相对位置对闭合的影响,在工件Y 轴中心线上分别设置距Y 轴为d1=0 mm、d2=15 mm、d3=30 mm、d4=45 mm、d5=60 mm的圆球形规则缺陷,Y-Z 截面模型示意如图9 所示。缺陷所在位置对临界镦粗率的影响如图10 所示。
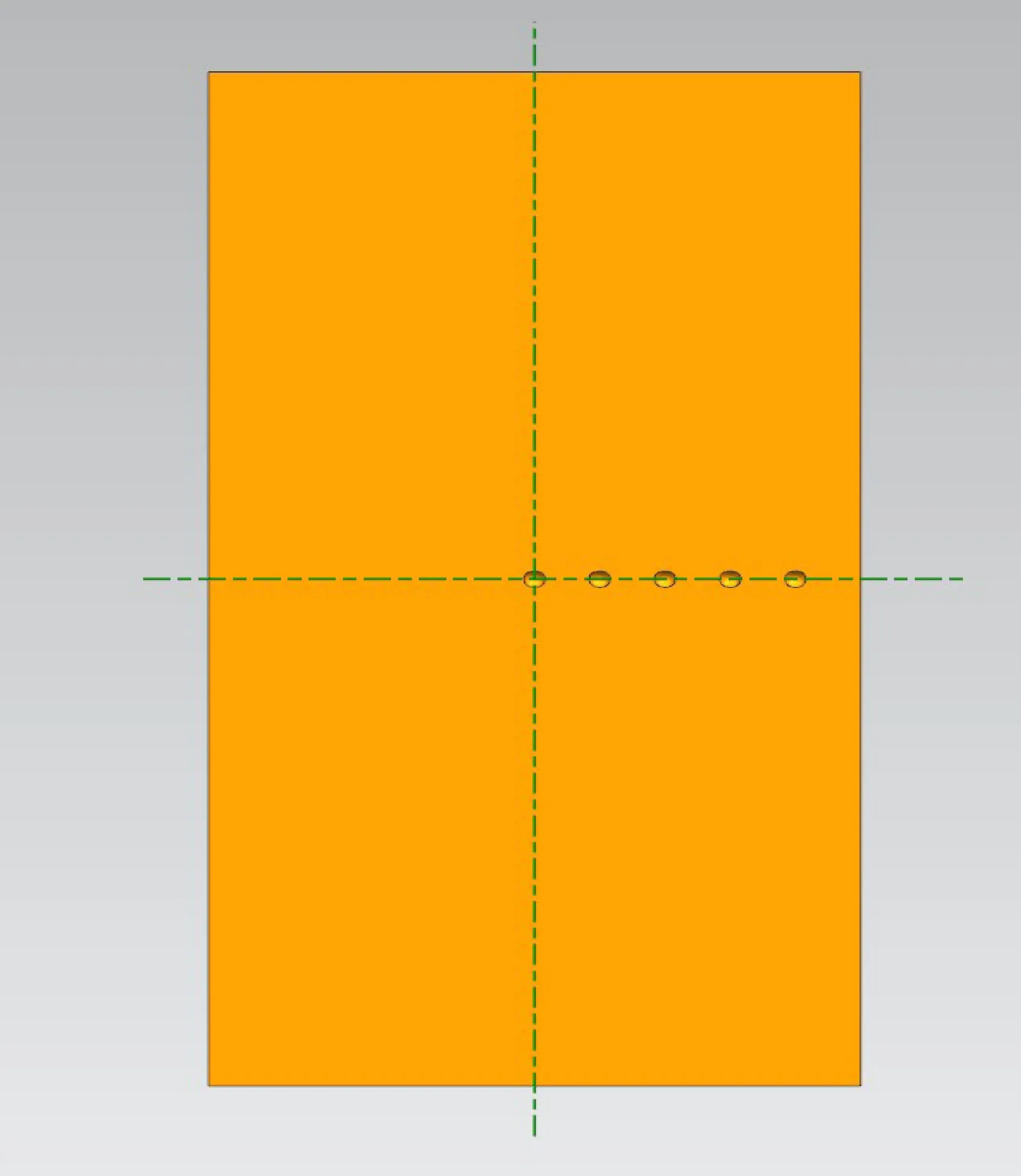
图9 缺陷在Y-Z 截面上的示意图

图10 缺陷所在位置对临界镦粗率的影响
从图10 中可以看出,距中线越远的缺陷越难以闭合,且临界镦粗率越大。当d1=0 mm 时,孔洞缺陷闭合的临界镦粗率为29.6%;当距离增大至d5=60 mm时,临界镦粗率上升至50.3%。由此可知,孔洞位置对缺陷闭合有较大影响。
3.4 缺陷高径比对于临界镦粗率的影响
为了研究不同缺陷的高径比对于孔洞闭合时临界镦粗率的影响,设置不同的高径比,分别为0.5、1.0、1.5、2.0、2.5、3.0,其他参数保持一致,缺陷高径比对临界镦粗率的影响如图11 所示。从图11 中可以看出,缺陷高径比越大,缺陷越难闭合。当高径比为0.5 时,临界镦粗率约为21%;随着缺陷高径比的升高,临界镦粗率分别升至27%、33%、39%、56%。这说明缺陷高径比对孔洞缺陷的闭合有较大的影响。
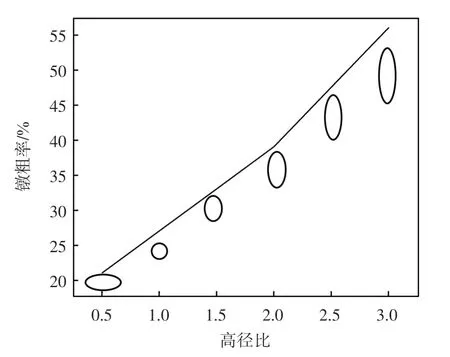
图11 缺陷高径比对临界镦粗率的影响
4 50 kg 钢锭镦拔开坯工艺模拟
利用WHF 拔长法和KD 拔长法分别对50 kg 钢锭进行开坯拔长模拟,模拟后提取单元静水应力判据值Gm,将其与确定的2 mm 圆球形孔洞缺陷闭合的静水应力判据临界值进行对比,验证不同镦拔开坯模拟工艺对圆球形孔洞缺陷闭合的效果。
4.1 WHF拔长法开坯工艺模拟实验方案及结果
利用WHF 拔长法对50 kg 钢锭进行开坯拔长模拟,模拟工艺如下:
(1)压钳口H=260 mm、倒棱、气割锭尾。
(2)利用500 mm 上下宽砧对钢锭进行镦粗,镦粗至原长的70%,即Φ185 mm×210 mm。
(3)利用上、下宽型砧,对钢锭进行拔长,单步下压量约为15%。
(4)拔长至原长300±10 mm 时出成品。
WHF 拔长法模拟过程如图12 所示。WHF 拔长法模拟结果如图13 所示。将程序中静水应力判据Gm导出,其中大于2 mm 圆形孔洞缺陷闭合静水应力临界值的单元约有68 230 个,占总单元数85 920 的79.4%,除钢锭边缘位置孔洞缺陷皆可闭合。
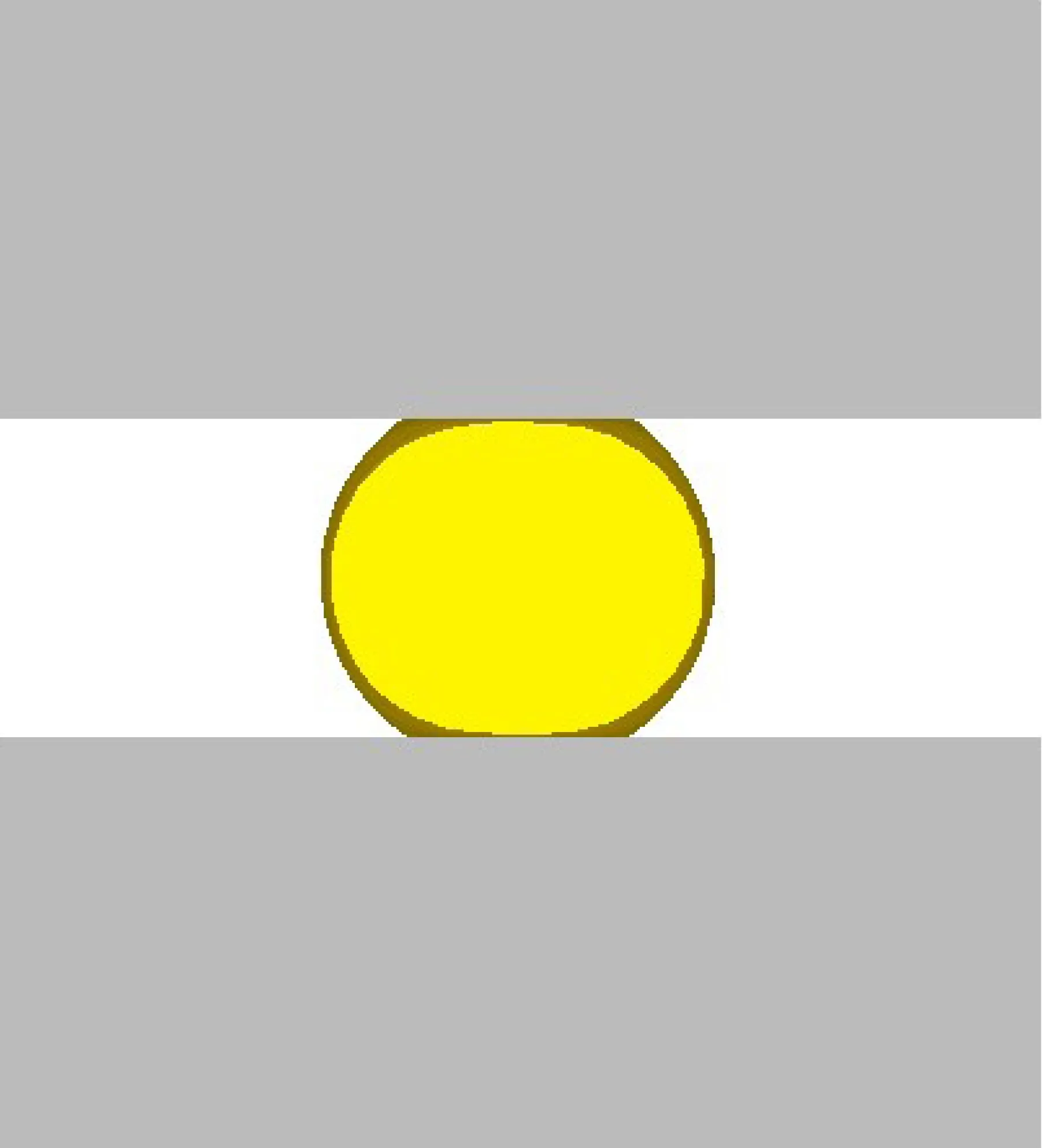
图12 WHF 拔长法模拟过程
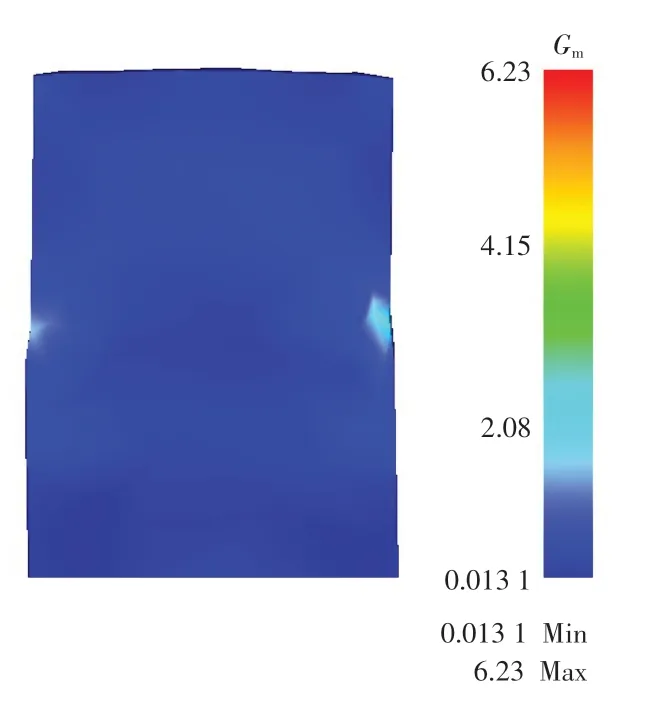
图13 WHF 拔长法模拟结果
4.2 KD拔长法开坯工艺模拟实验方案及结果
利用KD 拔长法对50 kg 钢锭进行开坯拔长模拟,模拟工艺如下:
(1)压钳口H=260 mm、倒棱、气割锭尾。
(2)利用500 mm 上下宽砧对钢锭进行镦粗,镦粗至原长的70%,即Φ185 mm×210 mm。
(3)利用135°上、下V 型砧,增加锻件芯部三向压应力,对钢锭进行拔长,单步下压量约为15%。
(4)拔长至原长300±10 mm 时出成品。
KD 法拔长模拟过程如图14 所示。
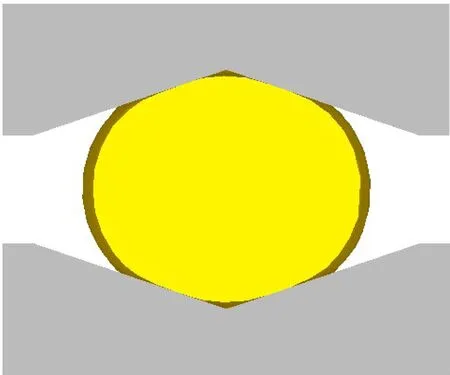
图14 KD 拔长法模拟过程
KD 拔长法模拟结果如图15 所示。将程序中静水应力判据Gm导出,其中大于2 mm 圆形孔洞缺陷闭合静水应力临界值的单元约有47 130 个,占总单元数78 090 的60.4%,除钢锭边缘位置孔洞缺陷皆可闭合。
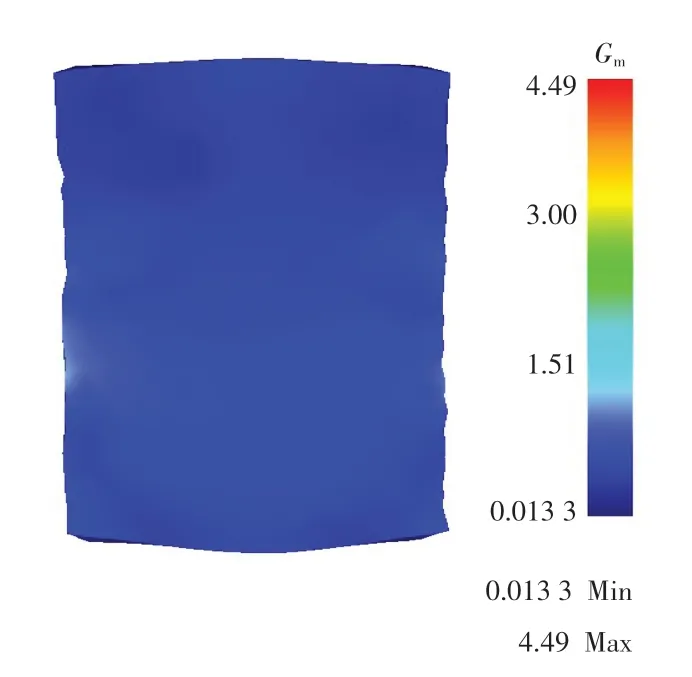
图15 KD 拔长法模拟结果
4.3 开坯工艺模拟结果对比
由模拟结果可知,在50 kg 钢锭实验开坯镦拔模拟实验中,WHF 拔长法相较于KD 拔长法在使钢锭拔回原长的过程中更有利于钢锭中的圆球形孔洞缺陷闭合,闭合效率提高约24%。但是,这两种方法都存在不能使钢锭外部区域的缺陷闭合的情况。同时,虽然WHF 拔长法较KD 拔长法闭合效果更好,但拔长效率低,拔回原长需要较长的加工过程。
5 69 t 大型钢锭镦拔开坯工艺孔洞缺陷闭合情况预测
利用WHF 拔长法、KD 拔长法分别对69 t 大型钢锭进行开坯镦拔模拟,模拟结果如图16 所示。
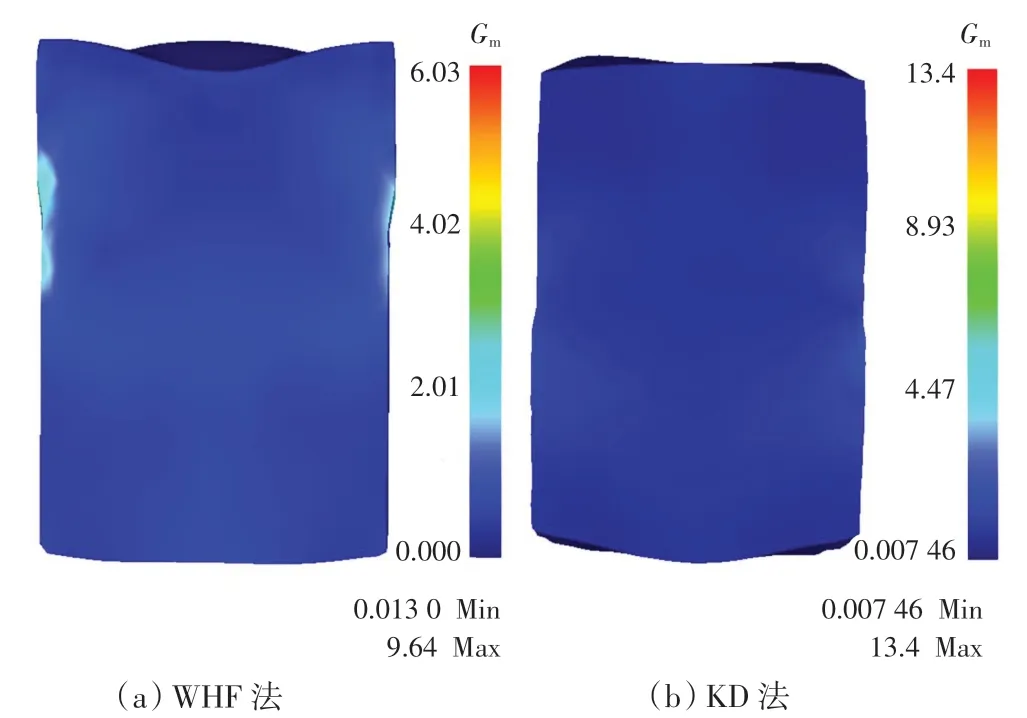
图16 大型钢锭开坯工艺模拟结果
将程序中静水应力判据Gm导出,其中WHF 拔长法模拟过程中大于2 mm 圆形孔洞缺陷闭合静水应力临界值的单元约有113 330 个,占总单元数172 090的65.9%。其中,KD 拔长法模拟过程中大于2 mm 圆形孔洞缺陷闭合静水应力临界值的单元约有111 450个,占总单元数175 246 的63.6%。可以看出,虽然在一定程度上WHF 拔长法较KD 法更有利于大型钢锭中圆形孔洞缺陷的闭合,但仍然存在拔长效率低,工艺流程过长的问题。
6 结论
(1)基于有限元分析软件DEFORM 的二次开发,成功引入静水应力判据法计算出镦粗过程中锻件的Gm值分布云图,对于大型铸锻件可以减少划分网格等时间成本,提高效率。得到了镦粗过程中锻件的Gm值分布图,确定了Gm曲线的2 个区域。在下压量小于33%时为缓慢上升区域,此时Gm值小于0.18,缺陷很难闭合;当下压量大于33%时为快速上升区域,随着下压量不断增大,Gm快速上升,缺陷逐渐趋于闭合。通过对含圆球形孔洞缺陷的锻件进行传统的数值模拟,找出了圆球缺陷闭合时的Gm值为0.283,为判断镦粗过程中缺陷闭合提供了依据。
(2)得到了影响孔洞缺陷闭合的因素,即摩擦因数、应变速率、缺陷位置、缺陷高径比。摩擦因数在0.2~0.35,随摩擦因数的上升,临界镦粗率由35%下降至26%,摩擦因数越大,缺陷越容易闭合;应变速率在0.01~0.1,随着应变速率的上升,临界镦粗率由50%下降至26.5%,应变速率越大,缺陷越容易闭合;缺陷位置在同一水平线上,越接近锻件中心越容易闭合,从锻件中心时临界镦粗率为29.6%上升至距离锻件中心60 mm 时的50.3%;缺陷高径比在0.5~3.0,随着高径比的上升,缺陷越难以闭合,临界镦粗率由最初的21%上升至56%。
(3)对50 kg 钢锭进行了不同开坯工艺的模拟,其中WHF 法相较于KD 法更有利于钢锭内部的孔洞缺陷愈合,愈合效率提高了约24%,但存在因拔长效率低而导致的工作量增大的问题;对69 t 大型钢锭内部缺陷闭合进行了模拟,WHF 法相较KD 法对提高大型钢锭的内部孔洞缺陷闭合效率有限,仅为2%,且由于拔长效率低而导致工作量增大的问题更为凸显。
