装配式钢结构集成钢网片防护生产及安装施工技术
2021-10-16尹洪江
尹洪江
(天津住宅集团建设工程总承包有限公司,天津 300384)
0 引言
近年来,随着城市化进程的不断推进,附着式脚手架快速发展,在全国各地高层建筑中得到广泛普及及应用[1]。随着我国建筑业的发展,越来越多的新材料、新技术、新工艺在建筑领域得到广泛的推广和应用,按照国家“十三五”规划中有关建筑节能及建筑工业化发展的要求,以及响应天津住宅集团装配式建筑战略的号召,笔者单位公司以国有企业的社会责任和企业利益为导向,在研究国外各种施工方式的基础上与国内各相关企业开展积极的合作,向国内市场推出结构安全、造型美观、经济实惠、节能环保的一款新产品[2]——钢网片防护系统。
随着建筑工业化不断的发展,钢网片防护系统的生产使用是必然的。它的主体部分和相关零部件都是通过专业加工厂,依据流水线生产的标准化要求、严格的设计标准,进行规模化生产制作的。它与传统建筑防护架体是不同的,它所使用的钢网片预先在工厂生产好后将其及相关配件运送到施工现场,到达施工现场后,由经过培训的工人在现场组装、拼装后使用。
1 施工技术简介
钢网片防护系统强度可靠、施工效率高。其主要施工技术如下:钢网片系统是以钢网片及钢卡件为一体的组膈单元。钢网片之间横向采用螺栓连接,竖向采用卡扣及碗扣并用来连接,安装便捷、牢固稳定;钢网处按照施工布置图纸拼装成一整套的建筑外防护系统。
2 施工工艺流程及操作要点
2.1 使用材料
该技术所使用材料包括,钢龙骨架采用 20 mm×1.2 mm 方钢管;网片采用 1 000 mm×0.4 mm×2 000 mm彩板经工厂加工得来;卡件为施工现场常用的各种圆管;螺栓为 M8×35;碗扣卡件与脚手架相配,取材方便,施工便捷。
2.2 主要流程
钢网片外防护生产及安装技术的重点内容分为工厂加工和现场安装两大部分,下文将分别从以上两个方面详细介绍本技术的主要内容,其流程如下。
2.2.1 加工流程
原材料加工→骨架及钢网片制作、卡件制作→构件刷漆→验收→细部处理→加工完成,准备发货。
2.2.2 现场安装流程
施工准备→脚手架安装→放线定固定点位→钢网片安装连接→校准及固定→安装完成,准备验收。
2.3 加工施工控制要点
2.3.1 设计制图
依据相关规范进行图纸设计,明确注明材料的规格及数量,尺寸标示清晰明了。
2.3.2 加工厂施工准备
1)材料准备。严格检验到场原料的规格、尺寸、产品质量等,确保其符合相关规范要求及图纸、设计要求。
2)车间准备生产器具。生产中使用的机具包括切割机、电焊机、经纬仪、角磨机、断切割床、数控冲孔车床、吊车等,机具在生产前须进行检验、维护,确保其满足生产要求。特殊岗位的人员必须持证上岗,如电焊工、吊车工等。
3)技术交底。技术交底包括两个方面的内容,一是安全技术交底,二是施工技术交底。
2.3.3 原料的加工(钢网片,卡件)
对型材先经调直校正并除锈后,进行生产下料。依据技术人员发放的图纸尺寸进行零件的切割下料并且按图对零件编号。钢网片及卡件主要材料的具体规格尺寸如见表 1 所示。

表1 钢网片及卡件规格尺寸
2.3.4 钢网片的制作
1)钢网片的骨架如图 1 所示,是由 5 根外框及 2 根斜撑共同焊接而成的长方形整体框架,形为半个“米”字格状,2 片共同合成“米”字状。龙骨架是镀锌方管。

图1 钢网片骨架(单位:mm)
2)网片制作。由 1 m 宽、厚度为 0.4 mm 的绿色的彩卷裁断成的板件,须光洁平整,无划痕。在数控冲床工作平台上依据图纸进行数据编程冲孔。每族的孔数为 5×5 孔,孔径为 8 mm,孔中至孔中的间距为 15 mm,如图 2 所示。

图2 网片族、孔示意图(单位:mm)
3)骨架与网片的合拼。铆钉的间隔≤250 mm。斜撑上的铆钉间距≤350 mm。彩钢网片的着色面应朝向脚手架体外,如图 3 所示。

图3 骨架与网片的合拼(单位:mm)
4)钢网片按骨架的朝向分为外装、内装两种类型。外装,即站在场外能同时看见彩色网片及镀锌钢龙骨,且钢龙骨呈米字格状,美观大方;内装,即站在场外,仅能看见彩色网片,突显整体效果。
骨架的朝向依现场要求而定。骨架内装时,在边框的位置打两个孔D=10 mm,以用于安装时网片间的螺栓连接。骨架外装时,则是在骨架的背面,即在铺彩板网片的一侧,在骨架和网片中间,通过 2 个拉铆钉来固定一个厚度为 5 mm 的 L 型薄钢板,在 L 型外露的另一边是打一孔D=10 mm,以用于安装时网片间的螺栓连接。
2.3.5 钢卡件的制作及涂装
1)钢卡件如图 4 所示,主构件是圆管 D48×3.5 mm,长度为 350 mm。

图4 钢卡件制作示意图(单位:mm)
2)钢卡件的零件选用厚度为 5 mm 的薄钢板。依设计图纸进行切割、折弯、并与主构件焊接成形。切割口及焊口应平滑,不应有焊渣、毛刺。
3)主件及零件在涂装前均需除锈,保持清洁、无污渍油渍。
2.4 现场安装施工控制要点
2.4.1 脚手架安装要求
安装脚手架的技术要求:立柱间隔距离为1.5 mm。脚手架验收合格后即可进行钢网片的安装。以脚手架体作为参考,放一水平直线,以保证钢网片安装时的平直度。
2.4.2 钢网片安装
依照放好的定位线,从工作地面上 200 mm 的水平高度起,安装钢网片。卡件的两端:一端是 C 型卡槽,与钢网片卡扣;另一端是钢管 D48×3.5 mm,与脚手架立柱通过碗扣卡固。钢网片(规格 2 m×1 m)呈水平向安装,即钢网片横向安装。在 1 m 的边框中间位置通过螺栓 M8×35 mm 相连接,以作为横向联系。竖向连接则是沿 2 m 的边框每边各有两个钢卡件连接固定。
钢网片通过钢卡件 C 型槽呈水平方向(见图 5),使用并用楔铁卡紧。钢卡件与脚手架的立柱,利用碗扣索扣紧固,逐层进行安装。当钢网片的合缝恰与脚手架的立柱叠合时,则应增加一个钢卡件。钢卡件 C 型槽呈竖向(见图 6),使用钢卡件固定相邻两个 1 m 的边框,同时起到两个钢网片的横向紧固作用。

图5 钢卡件 1 与钢网片连接示意图
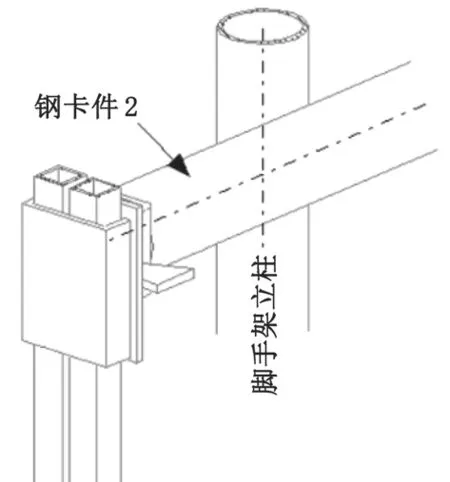
图6 钢卡件 2 与钢网片连接示意图
2.4.3 钢网片的校准及固定
在安装过程中必须同时进行水平度、垂直度的调整,逐层安装、逐层调整。调整均以底层放线为基准,以避免水平度、垂直度的累计误差。卡件在脚手架立柱上可上下移动,以调解钢网片的水平度;卡件的尾部在碗扣处可以做长短调整,以保证钢网片的垂直度。安装结束,必须经相关单位共同验收合格,签字盖章后形成安装资料,存档。
3 质量控制
3.1 质量控制标准
施工质量执行 GB 50205-2020《钢结构工程施工质量验收标准》的施工验收规定,箱体各参数允许偏差及检验方法应符合相关规定。箱体的外观缺陷限值和外观质量,要求安装结束,必须经相关单位共同验收合格,签字盖章后形成安装资料,存档。
3.2 观感控制
箱体表面整洁、无油污,无明显变形、损坏和严重锈蚀。箱体安装横平竖直,各节点安装无偏差。屋面纵横向搭接接缝均匀,呈直线,檐口目测呈直线。
3.3 操作控制
在箱体吊装定位安装时,应设置水平及竖直方向经纬仪 3~4 台,以箱体安装过程进行控制。目测检查表面状况,各个箱体的安装质量、不同构造层的连接质量。箱体安装施工完毕后,须用经纬仪进行检验,允许偏差应符合相关规范的要求。
4 技术应用
该技术已经在天津市宁河区宁河县中医医院迁址建院工程、天津市宁河区芦台一中迁址新建工程、宁河区桥北新区教育配套工程中进行了应用,其技术措施确保了生产、安装质量,加快了安装进度,降低了工程成本,取得了明显的经济效益,同时可多次周转利用,具有良好的环保效益,为此类问题总结了技术经验。
5 结语
本文介绍的钢网片防护系统,其中钢网片防护系统的所有构件均采取工业化和标准化的生产的模式、现场将各功能单元进行拼装,适用于各种建筑的钢网片外围护系统。钢网片及其配件通过专业加工厂,进行规模化生产制作,提高了效率,减少了浪费,降低了成本,缩短了工期,保证了质量。钢网片之间采用自制连接件,安拆快捷、操作简便,可循环使用,节能环保,具有良好的经济社会效益和推广应用价值。Q
