油气管道自动焊接应力数值模拟分析
2021-10-16沈桓宇丰兆安
沈桓宇 丰兆安
1. 南充职业技术学院 四川 南充 637000;2. 中国石油宝鸡石油机械有限责任公司 陕西 宝鸡 721000
1 管道焊接应力场模拟理论分析
焊接热应力分析过程涉及热弹塑性问题,焊接材料的自由能密度与温度和应变相关[1-2]。焊接应力场分析过程涉及热弹塑性问题,从能量上看,焊接电弧提供给焊材热能,大部分热能使焊件温度上升,一部分热能消耗在焊件膨胀变形做功上。因此,焊接应力场是耦合的,在焊接过程中,由于应力场分析涉及热弹塑性问题,做以下假设[3-4]:①材料屈服服从Von-Mises屈服准则;②材料塑性应变服从塑性强化准则和流动准则;③弹性应变、塑性应变与温度应变是不可分的;④随温度变化的力学性能以及应力应变在较小的时间增量内是线性变化的。
2 管道焊接应力场场计算
2.1 焊接应力场计算分析
本文采用间接法来进行焊接过程应力场数值模拟,将节点温度作为热载荷,进行应力场的分析,计算焊接时应力变化过程、应力分布规律及焊后残余应力。
以X70管线钢为对象进行管道对接自动焊模拟研究,管道直径1016mm,管壁厚度17.5mm,采用单边宽60mm、沿焊缝方向角度取25°的部分管道进行对接自动焊建模,并结合焊接过程实际情况将V型坡口焊缝部分分为3层,如图1所示。
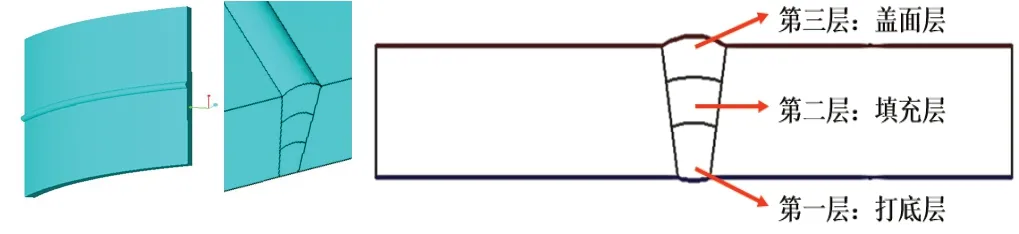
图1 V型坡口模型及焊缝分层示意图
选用单元内部生热作为焊接热源,采用生死单元技术实现了移动焊接模拟计算。根据双丝自动焊接工艺参数及电源特性,焊接模拟采用的焊接参数为:焊接电压为23V;焊接电流为230A;电弧热效率为0.75;焊接速度为850mm/min。
将热分析单元设置为相应的SOLID45结构单元,定义分析时焊接材料随温度变化的泊松比、线性膨胀系数和弹性模量。塑性选项采用双线性等向强化BISO,并且定义材料的屈服应力和切变模量。加载时,管道焊接数值模拟时两对接管道被视为无限长,故在不影响应力应变的情况下将模型两侧施加全约束,焊接起始端和结束端施加对称约束[5-6]。通过有限元软件的后处理查看应力场的分布云图及曲线图。
2.2 焊接过程中应力分布
在焊接过程中,焊缝及热影响区的加热速度远高于远离焊缝的区域,焊缝处金属材料受热后发生膨胀,受到远离焊缝处较冷区域材料的约束,产生弹性热应力。当受热区域温度上升后,焊接材料的屈服极限会降低,导致部分热应力将超过材料的屈服极限,从而发生塑性压缩。在焊接结束后,冷却至接近室温,焊缝处及热影响区比远离焊缝处相对变窄、减小和缩短,造成该位置产生残余拉应力,远离焊缝处则产生残余压应力,最终得到焊缝残余应力。焊接过程中不同时刻残余应力云图,如图2所示。
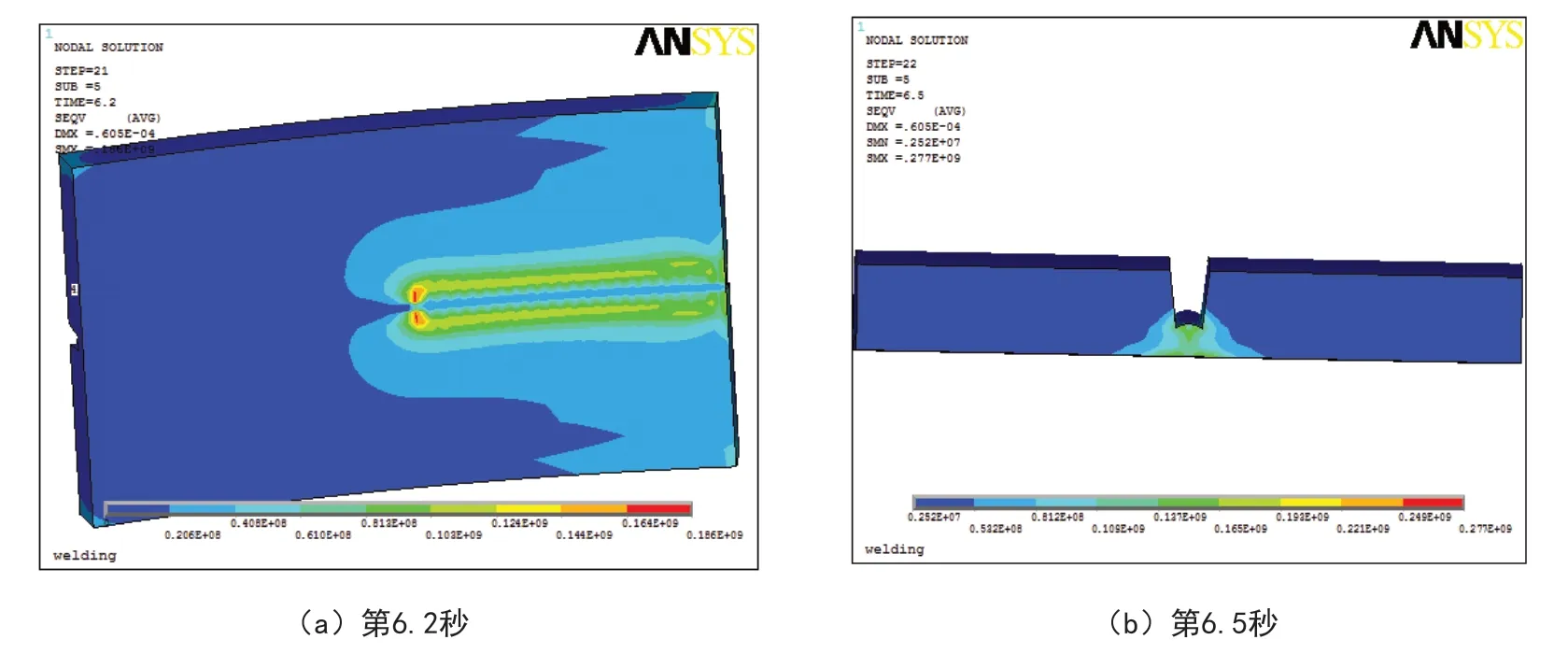
图2 焊接残余应力分布云图(第一层)
从图2的(a)图可以看出,焊接残余应力值随着焊接热源的移动而发生动态变化。在焊缝处由于焊材的熔化,新成型焊缝上应力很小。靠近焊缝的熔合区,由于高温受热膨胀,并迅速降低,应力比较大,热影响区的应力相对小一些,远离焊缝的区域,温度升高和冷却都比较缓慢些,所以残余应力比较小。从图2的b图、图3、图4中可以看出焊缝区域在每道焊接时接受能量大,由于焊缝处瞬间高温,会引起材料膨胀,产生拉应力,焊缝区域是焊接过程中焊件残余应力最大的部位。从图3可以看出在焊接第二层时,焊接残余应力主要是集中在第一层焊缝的根部位置,图4可以看出在焊接第三层时,由于对第一层焊缝又进行了一次热处理,第一层焊缝上部残余应力有所减小,焊接残余应力主要集中在第一层焊缝和第二层焊缝根部位置。
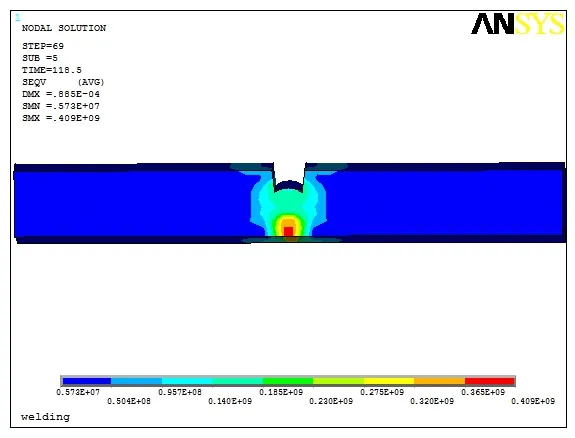
图3 第118.5s残余应力分布云图(第二层)
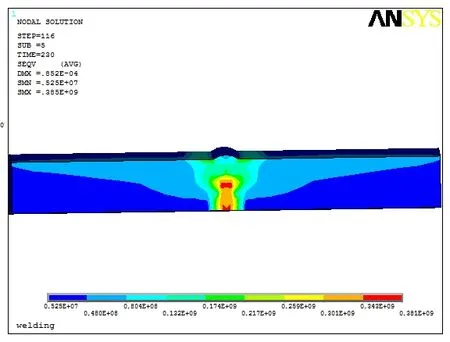
图4 第230s残余应力分布云图(第三层)
2.3 焊后残余应力分布
通过设置不同路径,多层焊接结束后焊缝冷却到室温情况下,分析焊接接头残余应力的分布规律。在焊缝截面上,选取与焊缝中心垂直的路径,路径位置分别为管道外表面、内表面和管壁内部,路径位置如图5所示。
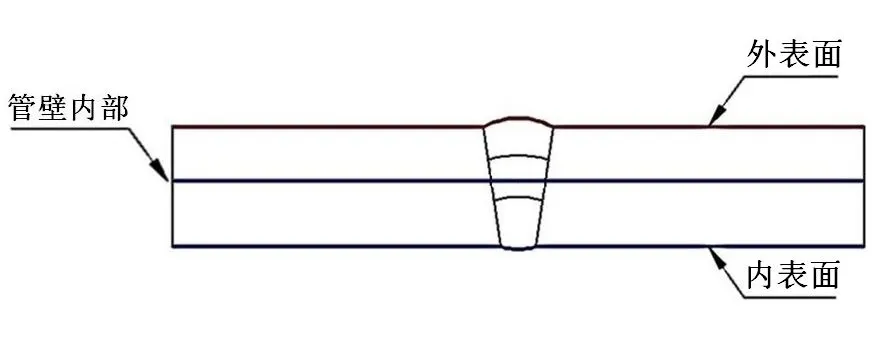
图5 路径示意图
由图6可以看出,管道外表面、内表面和管壁内部均在焊缝处出现最大残余应力,在熔合区和热影响区残余应力迅速下降,且残余应力变化趋势基本一致。管道外表面要比内表面和管壁内部的最大残余应力要大,其值为411.6MPa,管道内表面的最大残余应力为301.9MPa,管壁内部的最大残余应力为267.7MPa。在多层焊接中,后面的焊层将会对前面的焊层又一次加热,相当于作了一次热处理,使得中间焊层的残余应力要小。每进行一次焊接时,在焊缝处就会产生一次角变形,焊缝处管道内表面发生角变形最为严重,所以管道内表面残余应力要比管壁内部残余应力要大些,由于最后一层焊接完后就开始进入冷却阶段,后面没有焊层对其进行热处理,所以外表面的焊接残余应力最大。
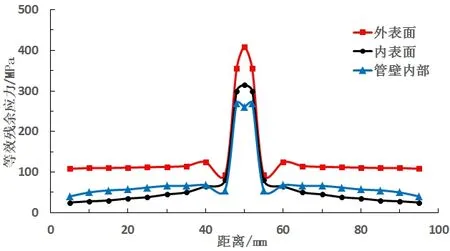
图6 沿路径方向残余应力分布
3 焊接参数对残余应力的影响
3.1 焊接电压电流对及残余应力的影响
在相同焊接速度情况下,分别改变焊接电压和电流进行焊接数值模拟计算,分析不同焊接电压和电流对应力场的影响规律。根据表1的工艺参数分别进行焊接应力模拟计算,得到焊接结束后冷却到室温时的残余应力,研究不同焊接电压和电流对残余应力的影响规律。

表1 不同焊接电压和电流焊后残余应力
通过图6可以看出,由于后层焊接对前层焊缝的热处理作用,所以焊后冷却到室温时管壁内部残余应力要比外、内表面的残余应力小。因此,我们在分析焊接工艺参数对焊接残余应力的影响时,主要考虑管道外表面和内表面的焊接残余应力。
由表1管道内外表面的残余应力分析可知,当管道自动焊焊接速度稳定时,当焊接电压和焊接电流增大时,管道的外表面即管道盖面层的外表面残余应力变化较小,而管道的内表面焊接残余应力呈现下降趋势。这是因为在厚壁多层焊接中,每一层焊缝焊接完成后,在焊缝区由于角变形的影响,在焊缝根部会有相对较大的残余应力,在进行后面一层焊接时,会对前一层焊缝进行热处理,使其残余应力有所降低,当热输入量增加时,对前一层焊缝热处理的范围和效果就越明显。
3.2 焊接速度对残余应力的影响
在相同焊接电压和焊接电流情况下,改变焊接速度进行焊接数值模拟计算,研究焊接速度变化时对残余应力的影响规律。
由表2管道内外表面的残余应力分析可知,当焊接电压和焊接电流保持不变时,随着焊接速度增加,管道外表面的残余应力变化较小,而管道内表面的残余应力呈现上升趋势。

表2 不同焊接速度焊后残余应力
3.3 焊接模拟参数优化
通过对不同工艺参数进行应力场的模拟计算,可以看出,当焊接电压和焊接电流增大或者焊接速度降低时,造成焊接电弧热输入量相对的增加,焊接热源温度相应的增大,管道外表面残余应力变化不大,管道内表面残余应力相应地降低。所以在焊接试验或者工程焊接应用时,在保证焊接成型良好的情况下,有效的增大焊接电压和电流或者降低焊接速度,都可以降低焊接接头处焊后残余应力,进而有效降低焊缝开裂、应力集中等现象的发生。
根据上述有限元方法,对多组焊接参数分别进行焊接过程数值模拟,得出焊后焊接模拟参数内表面残余应力,如表3所示。
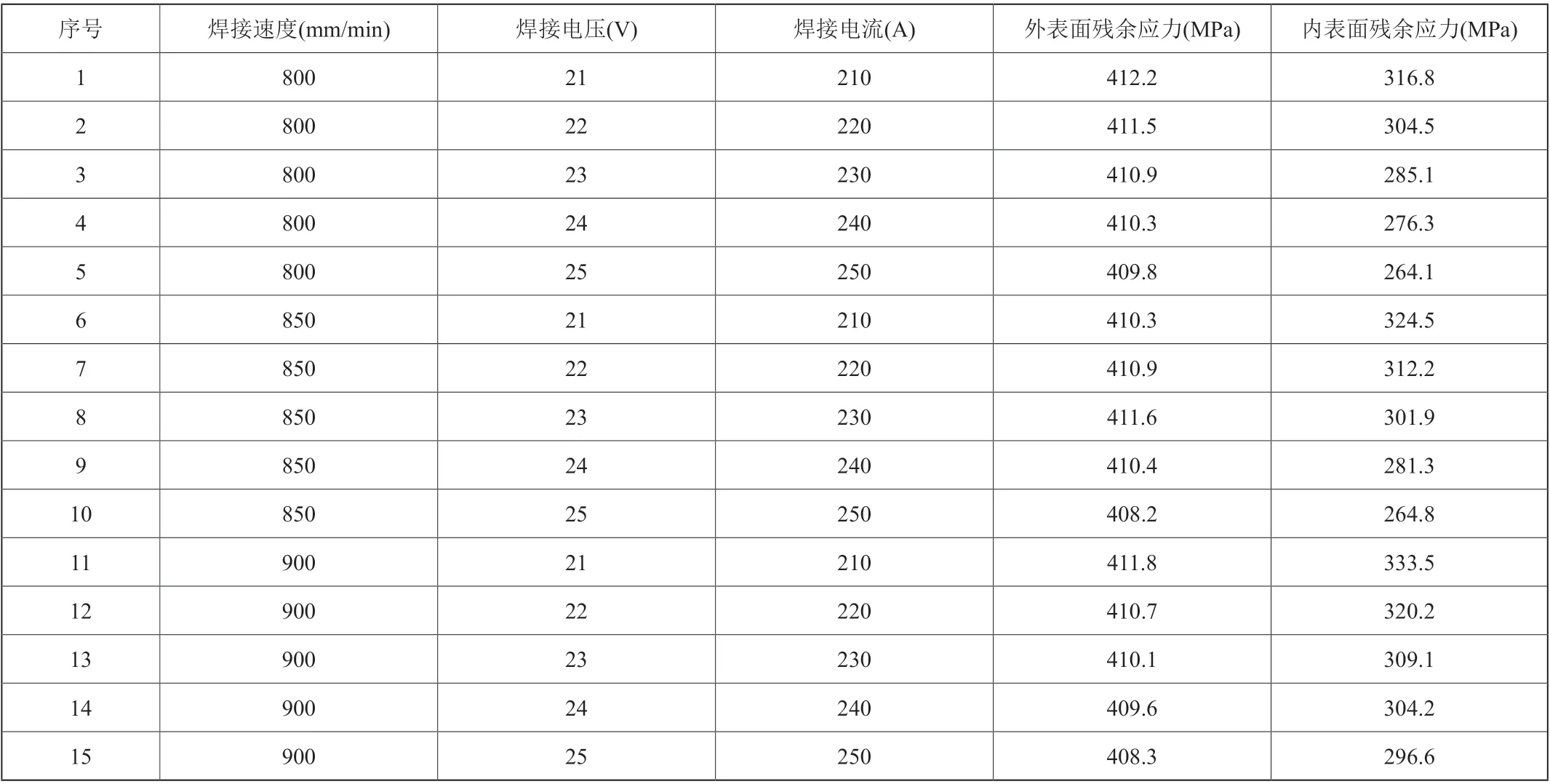
表3 不同焊接参数焊后残余应力
由表3中管道内外表面的残余应力分析,得到最佳焊接模拟参数组合为:焊接速度850mm/min,焊接电压25V,焊接电流250A,其对应的上、内表面残余应力分别为408.2MPa、264.8MPa。
4 结束语
通过对管道自动焊接应力场进行了数值模拟分析,得到焊接过程中焊缝处应力变化规律,焊缝处瞬间高温,会引起材料膨胀,产生拉应力,焊缝区域是焊接过程中焊件残余应力最大的部位,而外表面的焊接残余应力最大。
通过对不同工艺参数进行应力场的模拟计算,当焊接电压和焊接电流增大或者焊接速度降低时,造成焊接电弧热输入量相对的增加,焊接热源温度相应的增大,管道外表面残余应力变化不大,管道内表面残余应力相应地降低。
