山西省小麦机收减损增效对比检测试验
2021-10-16山西省农业机械发展中心白正钦
○山西省农业机械发展中心 白正钦
为减少收获损失,提高收获质量,实现颗粒归仓,山西省农机发展中心乘势而上、积极行动,制定了《小麦生产机械化收获环节减损增效检测试验方案》,在万荣县和洪洞县对新型人工智能谷物收割机和当地普遍使用的谷物收割机开展了机收减损增效对比检测试验。
一、检测点情况概述
1.万荣县基本情况。
6月9日-12日,检测地选址在运城市万荣县裴庄镇岔门口村,地块面积2000亩,为黄河滩地,有灌溉条件,由裴庄文博农机服务专业合作社流转种植。
现场小麦处完熟初期,无明显倒伏,试验当天天气晴朗,气温约34℃,籽粒含水率为12.1%。种植品种为百农207,理论千粒重41.7g,理论播量8-15kg,理论产量502kg/亩,生育期231天。实际播种时间为2020年10月5日-20日,播量为秋分约18kg,霜降可达25kg,现场实测千粒重47.1g,施肥量40kg/亩,近三年平均产量约为550kg/亩,现场测产约为708kg/亩。
2.洪洞县基本情况。
6月18日-21日,检测地选址在洪洞县刘家园乡东义村,地块面积350亩,无灌溉条件,由山西东舜农业股份有限公司流转种植。
现场小麦处完熟初期,无明显倒伏,试验当天天气晴朗,气温约33℃,籽粒含水率为17%。种植品种为石农086、理论千粒重46.4g、株高73.2cm、理论亩产525.9kg、生育期243天、亩穗数41.4万、穗粒数32.5个。实测千粒重46.86g、播种时间为10月20日前后、播量约20kg、实测穗粒数约40.7个、平均株高70cm、平均穗长8.1cm、近三年平均亩产约400kg,现场测产约为346.7kg/亩。
二、检测目的
选取当地麦农普遍应用的谷物联合收割机与我省农机部门新引进的4LZ-10BZH人工智能联合收割机开展作业质量指标、经济性指标的检测试验(详细机具参数见表1),选出适宜我省小麦机械化生产的最优机型,带动引领我省小麦机械化生产向精细化、高效化、智能化方向发展,实现小麦生产全程机械化节本增效目标。
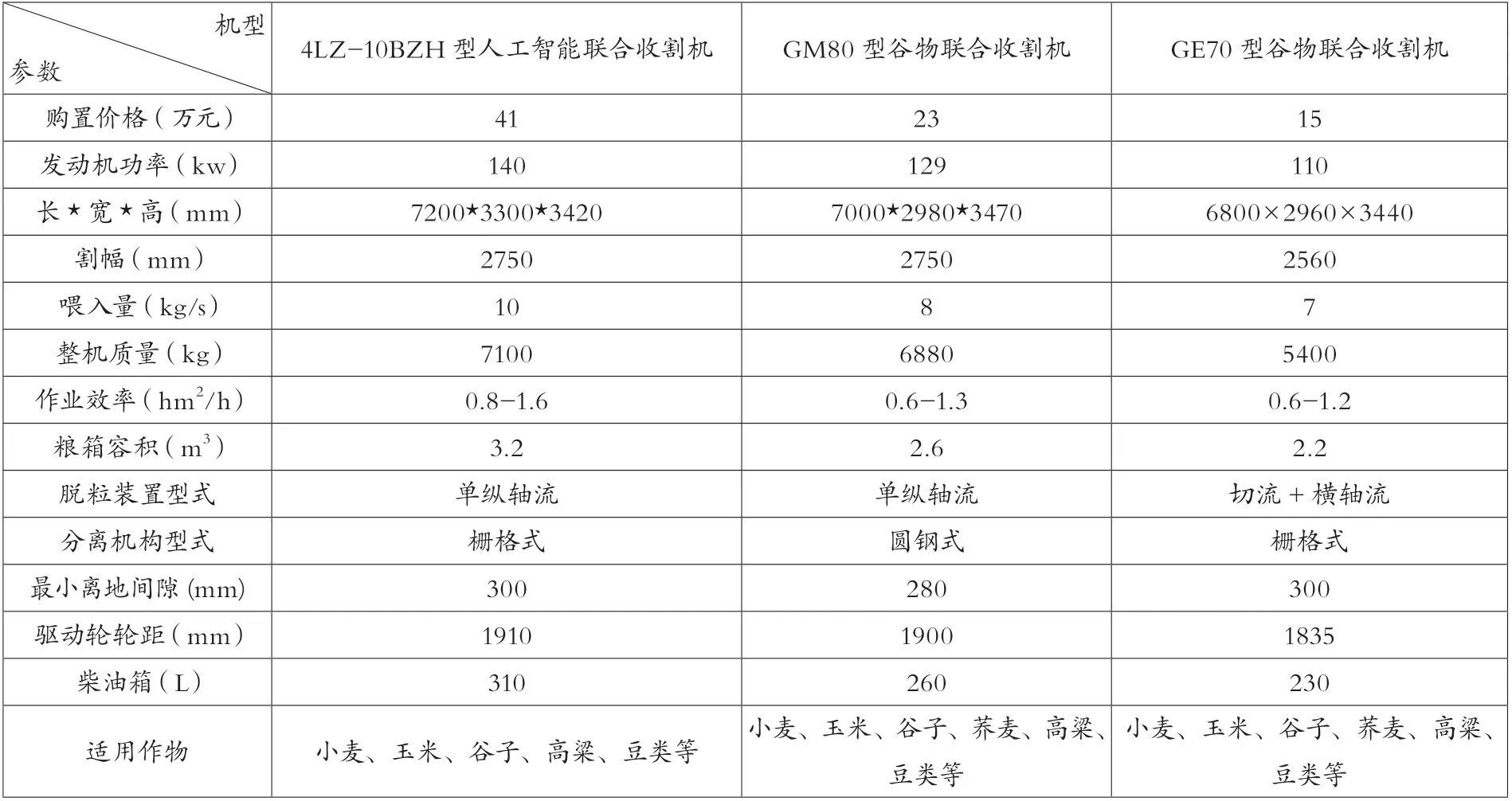
表1 小麦联合收割机基本参数记录表
三、检测指标
小麦联合收获机的作业质量指标:损失率、含杂率、破碎率;经济性指标:生产效率、作业成本,按照我省农机发展中心制定的《小麦生产机械化收获环节减损增效检测试验方案》进行。
四、检测过程
1.检测设备及工具。

表2 仪器设备和辅助工具表
2.检测方法。
(1)抽样方法。沿地块长度方向对边的中点连十字线,将地块划成四块,随机选取对角的两块作为检测样本。
(2)检测点位置的确定。采取五点法测定。从四个地角沿对角线,在1/8 ~1/4对角线长的范围选定一个比例数后,算出距离,确定4个检测点的位置,再加上某一对角线的中点。
(3)产量测定。采用每平方米籽粒质量测定值来计算。地块内取5点,每点测取一平米面积内的植株;割下后进行称重、计算,并求出5个点的平均值作为每平方米籽粒质量。
(4)田间作业测定。调整机具至作业状态,停放于平坦硬质地块,加满油;开展小麦机械化收获作业,记录作业时间、作业状态、故障情况及排除时间;小麦机械化收获作业完成后,测量和记录作业面积,将机具再次停放于平坦硬质地块,并加满油,测量和记录本次加油量。
(5)损失率测定。在每个取样点处沿联合收割机前进方向选取有代表性的区域划取1m2取样区域,共选择5个取样点,每个取样区域内收集所有的籽粒和穗头,脱粒干净后称其质量,计算损失率,损失率取5个取样点的平均值。(注:由于在蜡熟期末至完熟初期收获,自然落粒较少,故不考虑自然落粒质量。)
(6)含杂率和破碎率。在正常作业过程中,从出粮口随机接样5次,每次不少于2000g,集中并充分混合,从中取出样品5份,每份不少于1000g,精度为1g,称其质量;对样品进行清选处理,将其中茎秆、颖糠及其他杂质清除后称其质量,精度为0.001g,计算含杂率;用四分法从样品处理后的籽粒中取出含破碎籽粒的样品5份,每份100g,精度为0.01g,挑选出其中的破碎籽粒并称其质量,精度为0.001g,计算破碎率。含杂率和破碎率取5份样品的平均值。
3.指标计算。
指标计算公式及方法我们严格按照标准要求进行计算,详细结果见表3。
五、结果分析
1.作业质量。
万荣县测试结果为:4LZ-10BZH人工智能联合收割机损失率为0.633%、含杂率为0.388%、破碎率为0.509%;GM80谷物联合收割机的损失率为0.77%、含杂率为0.369%、破碎率为0.531%。

表3-1: 万荣县小麦联合收割机作业质量记录表
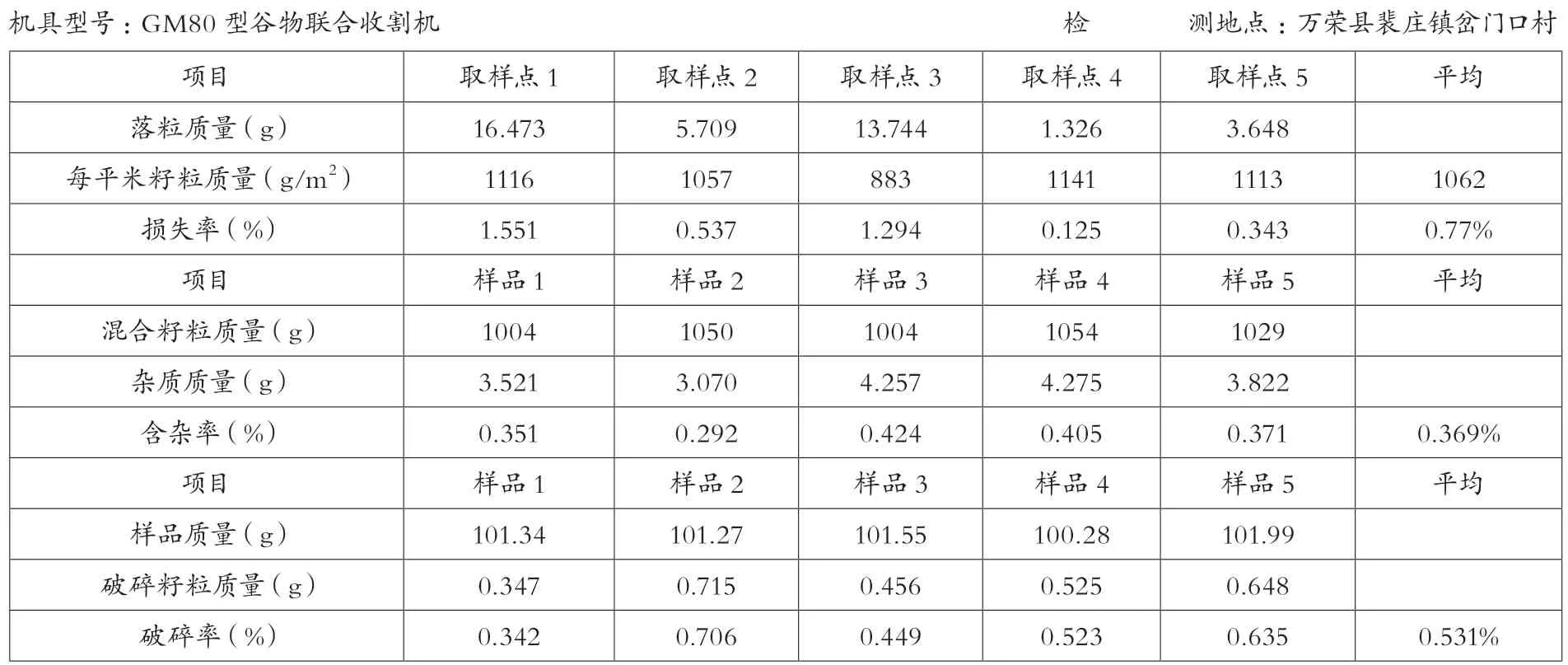
表3-2 万荣县小麦联合收割机作业质量记录表

表3-3 洪洞县小麦联合收割机作业质量记录表

表3-4 洪洞县小麦联合收割机作业质量记录表
洪洞县测试结果为:4LZ-10BZH型人工智能联合收割机损失率为2.731%、含杂率为0.486%、破碎率为0.209%;GE70型谷物联合收割机的损失率为1.308%、含杂率为0.593%、破碎率为0.276%。
除在洪洞县检测的4LZ-10BZH型人工智能联合收割机损失率超出标准值外,其余指标均满足《NY/T995-2006谷物(小麦)联合收获机械作业质量》中损失率≤2.0%、破碎率≤2%、含杂率≤2.5%的要求,同时也小于今年农业农村部在“2021年全国三夏小麦机收暨粮食作物机收减损工作视频会议”后设定的损失率≤1.2%、破碎率≤1.0%、含杂率≤2.0%的指标。
洪洞县检测时4LZ-10BZH型人工智能联合收割机的损失率达到2.74%,超出标准要求较多,且洪洞县测试指标值整体大于万荣县检测的指标值。主要原因:一是脱粒滚筒与凹版间隙偏大,调整不到位,二是人工智能收割机操作调试较复杂,机手驾驶和操作技术不熟练,三是测试时含水率比万荣县高,达到17%,造成脱粒效果差,损失率大。
从含杂率和破碎率指标上来看,两次检测试验结果差距较小,人工智能收割机测试指标整体优于当地常用机型,反映出人工智能收割机在作业状态监测、实时动态调整方面有优势,有助于作业质量提高。
2.耗油率。
4LZ-10BZH型人工智能联合收割机耗油率为万荣县0.697L/亩、洪洞县1.116 L/亩,GM80型谷物联合收割机耗油率为0.575L/亩(具体参数见表4)。两台机具耗油率都偏低,远低于出厂参数,经济性较好,但这一测试结果可能由于作业量不大,会造成油耗测试不准确。4LZ-10BZH型人工智能联合收割机的发动机功率、自重、喂入量均大于GM80和GE70型谷物收割机,因此耗油率必然较大。洪洞县测试时中4LZ-10BZH型人工智能联合收割机油耗高于万荣县,主要原因为要求留茬高度低,加之机手为当地新手,作业速度不稳、操作不够熟练造成。
3.作业小时生产率。
4LZ-10BZH型人工智能联合收割机作业小时生产率为万荣县0.92公顷/小时、洪洞县1.06公顷/小时;GM80型谷物联合收割机作业小时生产率为1.11公顷/小时。两台机具的单位小时生产率均符合出厂参数, GM80型谷物联合收割机由于整机质量轻、行进速度快,机手操作更熟练,与4LZ-10BZH型人工智能收割机喂入量相同,所以作业小时生产率要更高(具体参数见表5)。
4.费效比综合分析。
4LZ-10BZH型人工智能联合收割机耗油率大于GM80型谷物收割机,而作业小时生产率低于GM80型谷物收割机,分析可知, GM80型谷物收割机的使用经济性要好、效率略高; GE70型谷物收割机由于使用年限偏长,测试结果不具有代表性,因此未进行测试。
六、试验结论
通过试验结果可以得出,4LZ-10BZH型人工智能谷物收割机在洪洞县试验时的损失率指标值超出标准要求,其余各项指标值均满足标准要求。分析其原因为万荣县试验时是由厂家技术人员操作,对机具操作熟练,参数调整更优;而洪洞县试验时是由当地机手操作,调整不够及时熟练。
总体来看,4LZ-10BZH型人工智能谷物收割机自动化程度较高,如机手可熟练操作,作业质量会更优; GM80型、GE70型谷物收割机作为当地普遍使用机型,使用经济性方面更优、作业质量稳定、用户口碑较好。
七、问题及建议
一是4LZ-10BZH型人工智能谷物收割机开启自动驾驶后,目前还不能实现向心回转的收割方式,必须先开出地头转弯的作业通道,采取往复收割方式;二是自动驾驶对GPS信号的强弱、稳定性要求较高;三是是新型人工智能农机装备,摄像头、传感器等装置较多,对机手的操作、掌握要求较高。四是收获时小麦含水率、作业速度以及机手操作调试水平对收获质量会造成直接影响。
建议加强人工智能收割机数据中心的数据积累和AI学习能力,加强对机手驾驶和调试培训,做到适时收获、合理速度、调整及时,实现颗粒归仓。