基于PLC的整流器沥青灌装机械手及控制设计
2021-10-01牛丽丁海波
牛丽 丁海波

摘 要:针对镇流器在生产中灌装沥青时,大多为手持镇流器配合灌装机进行人工灌装,效率低,成本高。设计沥青自动灌装机械手,介绍了机械结构及自动灌装流程,采用三菱FX3U-48MT可编程控制器、MR-J3-20A伺服系统及触摸屏组成控制系统,实现对机械手的控制,参数修改、选择及监控等功能,设备操作简单、控制精确、自动化程度高,对提高镇流器的生产效率、减少人工、降低成本具有重要意义。
关键词:灌装沥青;机械手;自动化;控制系统
Abstract:When ballast is filled with asphalt in production, most of them are manual filling with hand-held ballast and filling machine, which has low efficiency and high cost. Design the asphalt automatic filling manipulator, introduce the mechanical structure and automatic filling process in detail, and use Mitsubishi FX3U-48MT programmable controller, MR-J3-20A servo system and touch screen to form a control system to realize the control of the robot, parameter modification, Functions such as selection and monitoring, simple equipment operation, precise control, and high degree of automation are of great significance for improving the ballast's production efficiency, reducing labor, and reducing costs.
Key words:filling asphalt; manipulator; automation; control system
鎮流器是广泛应用于气体放电灯启动和限流的控制器件,内部含有硅钢制作的铁芯,铁芯上缠绕漆包线,工作时镇流器始终有电流通过,容易产生振动与发热[1],气体放电灯户外照明时镇流器还面临雨水侵袭的风险。因沥青具有散热、绝缘、防水、防尘、防震及降噪等作用。实际生产中,镇流器壳体内通过沥青灌装机进行沥青灌装填充,使得镇流器能够获得增强绝缘强度、降低工作温度等性能的提升,从而延长了使用寿命[2]。经苏州地区生产镇流器的某外资企业反映,大多数镇流器生产企业配备沥青灌装机,采用人工手持镇流器进行沥青灌装,二班生产,人力成本高,且加热的沥青还散发一些 刺激性气味,长期接触具有健康隐患。为节约成本,提高效率,维护员工健康,生产实际也需求自动灌装设备代替人工。
1 整流器沥青自动化灌装方案
设备都是为实现生产工艺服务的,自动化设备也不例外。设计整流器沥青自动化灌装设备方案首先需要了解整流器沥青灌装生产工艺,了解人工灌装的动作流程,作为设计沥青自动化灌装方案的基础与必要依据,这样设计出来的自动化灌装设备才能更好的与灌装机配合,更好地融入原来的生产线。
1.1 人工灌装沥青工艺说明
人工灌装沥青过程为,人工从传送带拿起镇流器至灌装机灌装口处,脚踏启动灌装机,灌装过程中,人为往复移动镇流器,使得沥青尽可能短的时间内在镇流器内分布均匀,同时因沥青比较粘稠,往复移动可以防止溢出,灌装时间达到设定值时,灌装机自动停止,人工将灌好沥青的镇流器移送到工作台,完成一个人工灌装的生产工艺过程。沥青流动速度及灌装时间根据不同型号的镇流器进行灌装测试,取得合适的参数并保存在灌装机中,生产时直接调出相关工艺数据。
1.2 沥青自动灌装方案
增加自动灌装设备的目的就是代替人力工位,为减少投入,尽量减少对原先生产线的改动,这样比较便捷的方式就是设备模仿人工的灌装动作。根据人工灌装沥青的动作过程,需要一个类似于人手的机械手,对镇流器进行抓取,然后精确移动到灌装机灌装口处,相对于灌装口进行往复移动,灌装完成后移动到产线的下一工位,机械手放下镇流器,灌装结束。设计以升降气缸、旋转气缸、气爪构成三自由度机械手,并安装在滚珠丝杠上,实现移动功能,为应对同一系列不同尺寸的镇流器移动位置及便于调试、操作,采用伺服电机驱动,PLC控制[3]。沥青自动化灌装方案如图1所示,图1左上角为需要灌装沥青的镇流器外壳。
设备初始状态为机械手在右侧待抓取镇流器位置。沥青自动灌装设备的动作流程为:镇流器到位 → 机械手下降 → 气爪闭合抓取镇流器 → 机械手上升 → 机械手顺时针旋转90°同时左移到灌装位 → 沥青灌装往复运动 →灌装结束 → 机械手顺时针旋转90°同时左移至传送带 → 机械手下降 → 气爪张开放置工件 → 机械手上升 → 机械手逆时针旋转180°同时右移至镇流器抓取位。
2 自动灌装机械结构设计说明
沥青自动灌装设备机械组成上比较简单,由机架、机械手及丝杠组成。该设备重量轻、动载小,选用100X100的铝型材搭建。机械手设计时考虑到工装设计兼顾量大的品种并尽可能的适应更多外形尺寸的镇流器类型。镇流器外壳如图1左上角所示,生产企业提供常用镇流器长度为167-248毫米,宽度为65-87毫米。机械手夹持镇流器,与镇流器长度与宽度两个尺寸有关,长度方向通过长臂形工装满足,宽度方向尺寸大小影响机械手的通用性。选用开合行程为22毫米的亚德客平行型气爪HFZ32,以适应不同宽度尺寸的镇流器,同时重复动作精度±0.02毫米也为机械手在抓取位时有11毫米的容差,这对镇流器的定位精度大大降低要求。该气爪在0.5 MPa气体压力作用下,可产生160 N的夹持力,该力量足以应对镇流器及沥青重量,以上气爪的相关数据来源于亚德客公司产品手册。为保证机械手在升降及旋转时动作的准确性,选用旋转气缸及三杆气缸,三杆气缸完成升降机械手动作,具体型号与参数不一一描述。三杆气缸与丝杠相连,旋转气缸通过连接件与三杆气缸相连,气爪通过连接件与旋转气缸相连,工装装在气爪上组成机械手,其结构如图2所示。旋转气缸有抓取位灌装位及传送位三个工作位置,因空气器的可压缩性等因素导致气动系统的不稳定,设置两杆气缸起定位作用,保证机械手在抓取、灌装机传送位时位置准确。机械手由压缩空气驱动,各气动执行元件由电磁阀控制,采用排气节流进行运动速度调节,因旋转气缸有3个工作位置,选用O型功能三位阀[4],其气动回路如图3所示。
3 沥青自动化灌装控制系统设计
在完成沥青灌装机械手的基础上,设计沥青自动化灌装控制系统,用来控制灌装机械手动作,适时启动灌装机与机械手配合,最终完成沥青自动灌装。在设计控制方案时,需要满足设备的控制要求,比如调试时为了能够便捷地找出合适的机械手到抓取位、灌装位及传送位的位移与速度,以及不同型号的镇流器在灌装机下往复移动的速度、位移,这些参数能够设定与保存,后续镇流器型号增减时需要系统可以扩展或删除相应的参数;设备运行时能够直观地显示设备的工作状况、运行参数、故障检测及报警信息;系统具备自动运行与手动运行两种形式,自动运行用于稳定连续的实际生产,手动形式用于调试、设备维护等;在设备运行过程中,能够随时停止当前动作,遇到故障或紧急情况能够随时停止所用设备动作;以及需要考虑沥青罐装设备与灌装机之间控制信息的交互问题。控制系统选用可编程逻辑控制器(PLC)与伺服电机组成高精度的位置控制,选用触摸屏作为人机界面,实时与PLC进行参数设置等信息交互[5]。通过继电器改造灌装机脚踏启动装置,需要启动灌装机时,PLC输出使得继电器线圈通电,常开触点闭合代替脚踏接通灌装机启动回路,同时引出灌装机设定灌装时间到达后,停止灌装机信号输入到PLC并使继电器线圈断电。控制系统方案架构如图4所示,图中虚线为控制系统最终控制相关动作的执行对象。
3.1 控制系统硬件选型
3.1.1 PLC
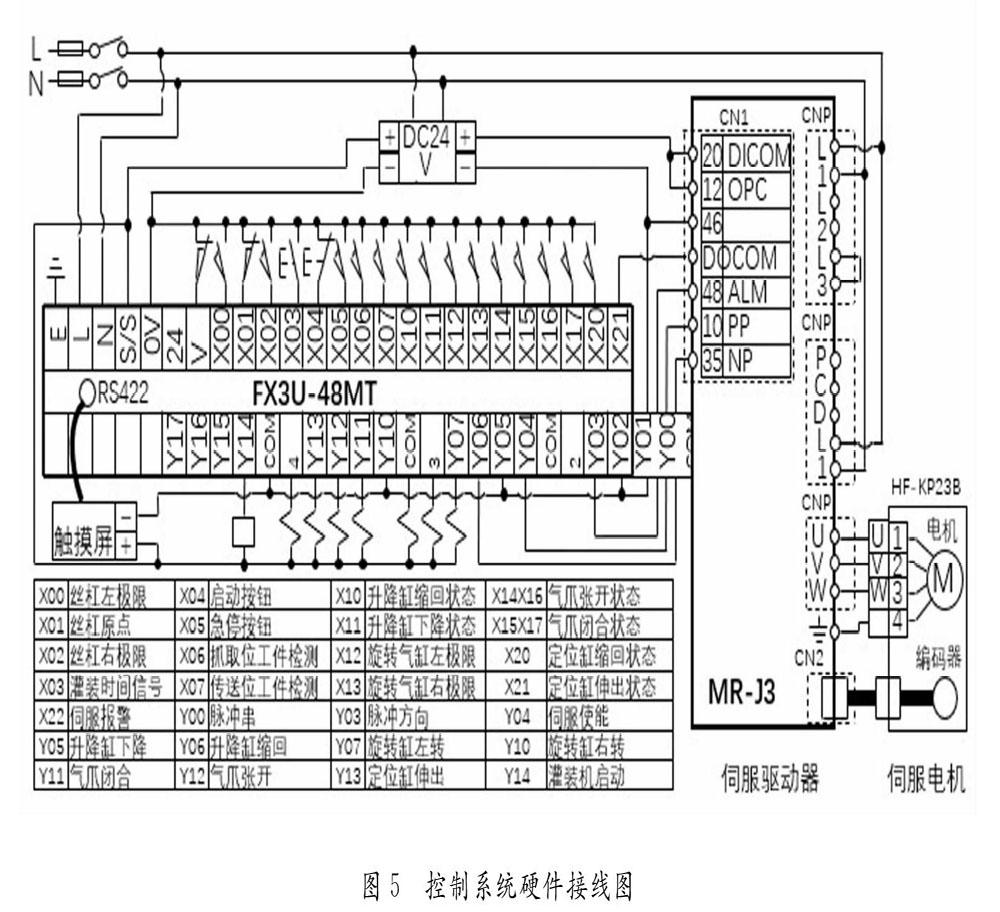
控制器作为控制系统的核心,要求安全、可靠,能够适应连续、长时间使用的工业环境。因控制器要控制伺服系统,需要有脉冲量输出。同时根据控制系统I/O(输入/输出)点的数量,选用工作稳定、通信接口丰富、编程简单的三菱晶体管输出的可编程控制器FX3U-48MT,I/O各24点,根据I/O点分配原则,气动系统执行元件检测气缸活塞位置传感器作为PLC输入信号地址X10-X21,PLC输出控制电磁阀线圈的信号地址Y5-Y13,其它地址分配及PLC与其它硬件接线如图5所示。
3.1.2 触摸屏
触摸屏通过与PLC通信建立连接,利用制作的参数设置、自动运行、手动运行、报警信息等控制界面监控设备的运行,实现控制系统对设备的有效控制。选用台达DOP-B10S615彩色10寸触摸屏,通过RS422通讯接口与PLC相连。
3.1.3 伺服电机与伺服驱动器
伺服控制由伺服驱动器、含有编码器的伺服电机等组成,它是一种以机械位置或角度进行精细化、高精度的自动控制系统。根据伺服电机选型计算流程,分别计算出伺服电机的轴上负载惯量、转速、驱动负载所需扭矩,根据伺服电机选型原则:连续工作扭矩小于额定扭矩,工作瞬时最大扭矩小于电机加速时最大扭矩,负载惯量小于3倍电机转子惯量以及连续工作速度小于额定转速[6]。选择功率为200瓦的三菱HF-KP23B伺服电机与MR-J3-20A驱动器。根据控制的需要,PLC提供脉冲串、脉冲方向及使能信号,伺服驱动器提供伺服报警信号给PLC。参考三菱MR-J3-A伺服放大器技术资料集进行参数设置及伺服控制接线,伺服接线如5所示。
3.1.4 传感器
使用传感器检测各动作元件、物料等当前的状态,并将信息传送给PLC结合控制程序,实现对设备的控制,可提高控制系统的稳定性、安全性。机械手气动执行元件选用亚德客配套的磁感应传感器检测活塞位置,丝杠选用欧姆龙EE-SX670槽式光电开关作为极限与原点检测,抓取位与传送位工件检测选用欧姆龙E3ZD61光电传感器,在抓取位检测有工件,机械手下降抓取,否则等待;在传送位检测无工件,机械手下降释放工件,否则等待。
3.2 控制系统软件设计
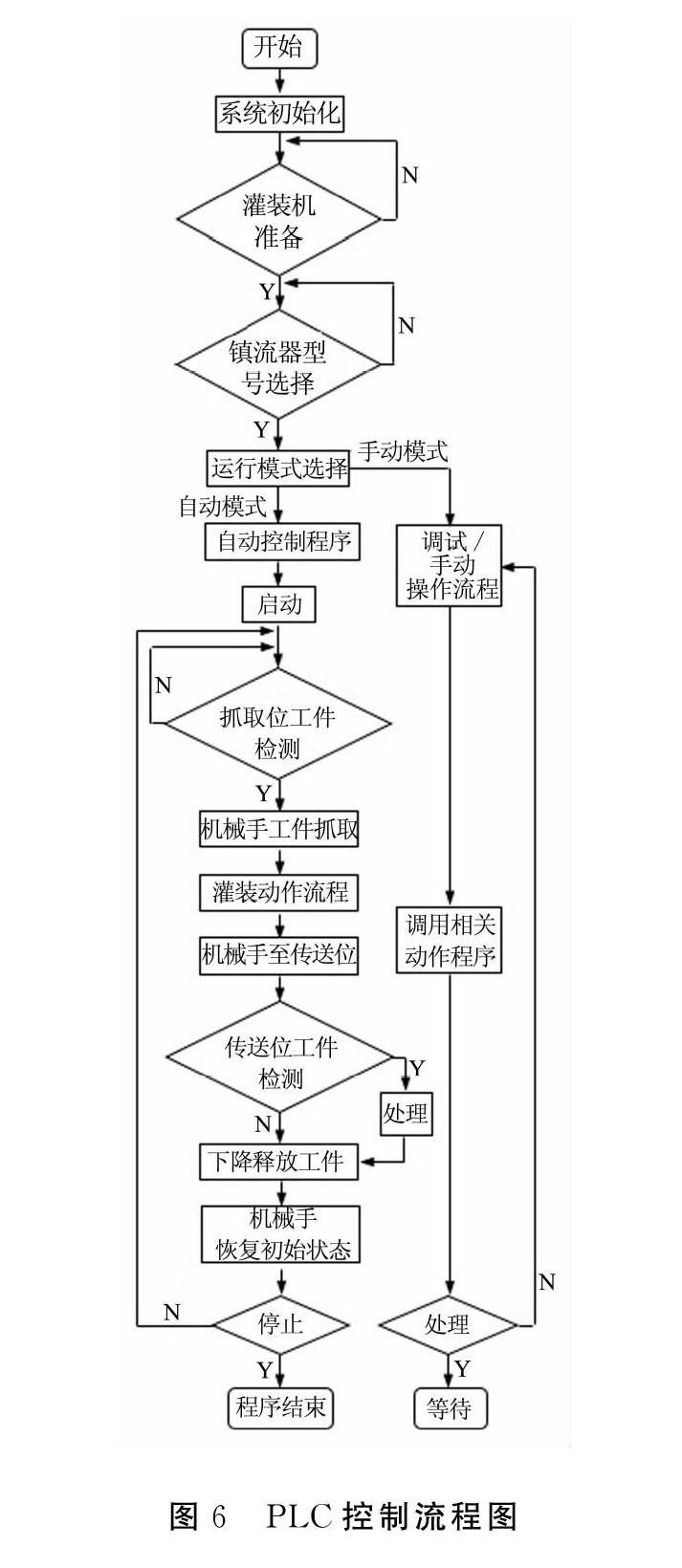
控制系统硬件在程序的配合下,实现对设备动作的监控,软件的设计要不仅要考虑到设备的动作流程,手动、自动等动作模式以便调试、运行及维保时能够操作便捷,还要考虑到程序自身的结构,做到程序易读,易修改,可扩展,经过调试修改,尽可能减少冗余,提高程序执行效率。以机械手自动沥青灌装的动作流程作为参考,结合控制要求及控制程序自身的要求,得出控制系统PLC控制流程,如图6所示。
设备开机时,程序先进行初始化,使得设备在初始状态,为后续自动灌装动作做好准备,同时触摸屏依次跳出灌装机是否准备好与镇流器型号选择的提示界面,人为选择后,已储存的该型号镇流器参数,伺服运动参数将被自动调用,保证动作正确,产品更新只要重新选择相应的型号即可。选择设备运行模式,自动模式下,按触摸屏启动与X4启动按钮都可以启动设备,机械手按沥青灌装流程自动运行;手动模式下,触摸屏中机械手组成气动元件及伺服各动作按钮可实现程序运行相应动作对应程序,实现手动、调试或维护的动作[15]。选择自动模式时,在程序设计时保证触摸屏控制界面中手动模式里的触摸按钮不起图7.PLC控制流程图作用,同样在手动模式时,系统控制中的启动与停止触摸按钮不起作用,这样可避免误操作。使用触摸屏编辑软件设计主要包括初始界面、控制界面、参数配置、报警信息等界面,部分界面如图7所示,界面设计主要配合PLC程序功能,并使PLC程序得到简化。
4 结 论
根据人工灌装沥青动作,设计沥青灌装机械手,为实现机械手应对多个型号镇流器罐装的通用性要求,借助于长臂形工装与平行气爪结合的关键设计,采用PLC、触摸屏及伺服系统等组成控制系统,直接调用储存的产品参数,创新地实现了机械手多型镇流器代替人力的沥青自动灌装。经实践检验,除灌装沥青的往复移动时间,一个工作循环用时5-7秒,相比于易疲劳的人工灌装,一个班次的生产效率可提高约1倍,且不受沥青刺激性气味的影响。设备易损件少,维护成本低,在机械手容差范围内,可根据生产需要增加产品数据以适应新型号镇流器沥青罐装。因设备的投入低于当地一名操作工的年薪,企业一年内可收回投入。灌装机械手在提高企业设備自动化程度的同时,为企业带来了一定的经济和社会效益。
参考文献
[1] 王卓茹,张芸,陈玉报.继电器类电子产品安装灌封工艺技术研究[J].电子工艺术,2015,36(2):110-113.
[2] 沈亚锋. LED灯具开关电源散热仿真及优化设计研究[J].照明工程学报,2015,26(5):75-79.
[3] 郑天池,孙小刚,郭琳娜,等.电容器铝壳自动上料-定量灌胶控制系统设计[J].工程设计学报,2016,23(6): 620-624.
[4] 杨艳,王自启 ,鲁鹏.基于PLC的零件抓取控制系统设计[J].煤矿机械,2018,39(12):28-29.
[5] 陆敏智,许平平.一种铝框涂胶取放料自动化设备的研制[J].机电工程,2016,33(10):1208-1212.
[6] 杨小娟.数控机床伺服电机选型[J].机械研究与应用,2019,32(162):189-190.
