加工中心上的新型夹紧装置
——反撑式组合装置的设计研究
2021-09-28张宗芳左峰居飞飞郭华锋李瑞赵江
张宗芳,左峰,居飞飞,郭华锋,李瑞,赵江
(北方自动控制技术研究所,山西 晋中 030600)
1 前言
平口虎钳的结构与特点:随着机械制造业的高速发展,平口虎钳由于其省力、高效、操作简便的优点在金属切削加工设备中获得广泛的应用。在生产实践过程中,平口虎钳与三轴加工中心相配合,对平板类结构零件加工具有明显的优势,这是因为平板类结构零件需要加工的特征集中在平板零件的两个大平面,平口虎钳一般只需装夹两次即可完成零件的全部加工过程,如图1所示。

图1 平板类结构零件
但是,对于图2这种箱体类型的零件,其具有明显区别于平板类零件的特点:(1)六个外表面均有需要加工的特征。(2)内部中空。采用平口虎钳装夹时,其位于钳口下方的部位不能进行加工,必须重新换面装夹进行加工。同时,由于六个外表面都有需要进行切削的特征,使得加工过程中至少需要装夹10次。其结果造成装夹次数过多、需投入多台设备、多名操作工人,且产品周转次数多,单件加工周期长,最终导致加工效率低,企业产能下降。
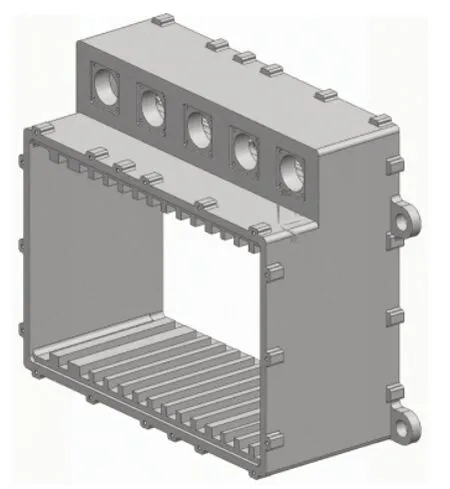
图2 箱体类零件
为避免传统动力卡盘存在的共性问题,设计了一种新型高效、成本低廉的用于数控机床的新型夹紧装置——卡盘动力组合装置,这一装置的研制达到了在数控机床上使夹紧机构高效、机床成本降低的目的。
2 工作原理
用扳手转动丝杆,通过丝杠螺母带动活动钳身移动,形成对工件的夹紧与松开,如图3所示。活动钳身的直线运动是由螺旋运动转变的;工作表面是螺旋副、导轨副及间隙配合的轴和孔的摩擦副。

图3 反撑式组置工作原理
与常用平口虎钳对工件的夹紧与防松不同的区别是:(1)反撑装置的夹紧力作用在箱体类零件的内侧壁,从而将零件的外侧的四个面全部完整的露在虎钳口上。(2)反撑装置是利用右旋螺纹的逆向运动,即右旋螺纹顺时针旋转工件夹紧,对于反撑工装则是逆时针旋转工件从内部被撑紧。
机用虎钳特点:设计结构简练紧凑,夹紧力度强,易于操作使用。固定內撑件及活內撑件一般采用机械强度较高的金属材料,使加持力保持更大;固定內撑件及活內撑件的锁紧面(图4)采用45°网格或者螺旋面等特征面,最大限度增强与工件接触面的摩擦系数,不致因受切削力、重力或伴生离心力、惯性力、热应力等作用产生移动或振动。
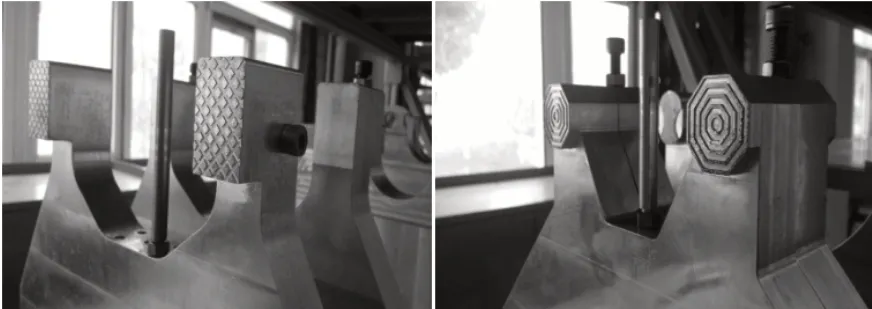
图4 锁紧面特征
3 使用方法和步骤
反撑装置的安装:将固定內撑件固定在死钳口上,将活内撑件固定在活钳口上,反撑装置安装完成。
使用方法和步骤:用扳手顺时针旋转丝杠螺母,使得活钳口靠近死钳口,将箱体类零件放置在反撑装置上,略微调整箱体位置,使得箱体内腔三个相邻面分别靠近反撑装置上的X、Y、Z方向的定位基准(定位方法);逆时针旋转丝杠螺母,直到箱体零件充分受力、并紧固。检查定位基准是否与箱体紧密接触,检查箱体是否与反撑装置牢固锁紧,如有松动或者定位不准,可重新调整直到定位准确、锁紧牢固。然后进行切削加工。加工中心完全停止后,顺时针转动丝杠螺母,反撑装置松开,小心取下工件,切削加工完成。
定位方法:对于箱体类零件而言,一般采用三平面定位方式合理限制六个自由度。根据工艺基准选取重要表面及面积足够大,较平坦的不加工表面作为第一基准面,一般为箱体零件的底面,采用三个支钉支撑,作为Z向定位基准;第二基准面由反撑锁紧面找正,锁紧限制,作为Y向的定位基准;第三基准面由一个支钉限制其自由度,作为X向的定位基准。此定位方案的优点是定位精度高,尺寸一致性好,且稳定、可靠,操作简便、快捷,见图5。

图5 反撑装置定位方法
反撑装置锁紧位置的选择:作用力点应选择工件刚性最好的部位,因为其物理强度最大,锁紧不易引起工件变形,也可避免加工过程中产生共振现象。一般选择箱体类零件内腔有加强筋的部位或者选择相邻两侧壁的连接部位,如图6所示。

图6 反撑装置锁紧位置选择
这种新型反撑锁紧装置无须改变原有机床平口虎钳的结构,使得虎钳保持原有的手动夹紧、松开的功能。仅对平口虎钳做必要的改进。既可用于箱体类零件的切削加工,尤其适用于卧式加工中心及旋转四轴或五轴立式加工中心。一次装夹可完成箱体类零件60%~90%的加工内容,实现了一次装夹完成所有加工工序的大部分内容。由于其制作加工成本低廉、定位准确、使用操作简便、快捷,因此,反撑锁紧装置广泛地应用在试制部机械加工车间的自动化改造中。反撑装置在工人使用后,效果良好,受到充分的肯定。
4 结语
反撑式组合装置最大优点是大幅度缩短了换产时间。相对于以前的装夹加工方式,省略了多次设备停机换面装夹的时间、停机换数控程序的时间、停机换加工机床的时间,通过装夹工装的创新,最大限度节省了内部转换时间。降低了企业生产能力的损失,缩短了产品的交付周期,为试制部的扩能增产创造了有利条件。
