国产大中型立卧转换式五坐标铣车复合加工中心研发及测试
2021-09-28王华侨张守明董维新刘亚峰高嵩郑武
王华侨 ,张守明,董维新,刘亚峰,高嵩 ,郑武
1.湖北三江航天红阳机电有限公司 湖北孝感 432000
2.秦川机床工具集团股份公司 陕西宝鸡 721009
3.华中科技大学 湖北武汉 430073
4.武汉华中数控股份有限公司 湖北武汉 430223
1 序言
近年来五轴加工中心发展很快,不仅规格齐全,而且软件、硬件功能也越来越强大。本文基于国产华中数控系统控制的大型五坐标联动铣车复合龙门玻璃钢加工中心进行研究,并且对其各项功能进行测试。
2 五坐标铣车复合加工中心结构
2.1 结构形式
国产大型铣车复合加工中心采用定柱动梁式龙门结构形式(见图1),主轴头沿横梁水平移动(X轴),工作台前后移动(Y轴),横梁沿龙门立柱上下移动(Z轴),摆动主轴头绕B轴做45°旋转,回转工作台(C轴)在车削工作时提供主切削力,在铣削加工时,实现数控旋转分度,可实现X、Y、Z、B及C轴五轴联动控制与加工。加工中心配有华中数控HNC-848C数控系统、液压系统、整齐美观的全封闭式防护罩、自动换刀装置及吸尘除尘系统,加工中心实物如图2所示。

图1 铣车复合加工中心结构

图2 加工中心
为满足新型复合材料加工需求,对机械部件进行了二次防尘保护,并配有吸尘除尘系统,有效解决了加工过程中的环境污染问题。加工中心具有间隙补偿、螺距补偿、刀具补偿、直线插补、圆弧插补及自动报警显示等功能,在一次装夹中,可实现车、铣、钻、镗等多工序的复合加工,不仅减少了装夹次数,而且大大缩短了辅助时间,提高了加工效率、定位精度和加工精度。可满足航空航天、核工业、船舶和印刷等领域中复杂几何形状的零件、复杂平面/曲面和异型零件的加工制造要求。
2.2 铣车复合加工中心特点
铣车复合立卧式转换运动状态如图3所示,系统配备国产华中数控系统HNC848,采用高精密光栅尺、圆钢栅尺及全闭环位置反馈控制,其中机床床身、立柱、横梁、滑座、旋转工作台和主轴箱等主要基础件及关键结构件均采用铸造结构,确保机床具有高刚度和良好的精度稳定性。X、Y、Z直线轴均采用高精度直线导轨支承,由伺服电动机带动高精度滚珠丝杆来实现移动,对直线导轨和滚珠丝杠采用双层防护,以防止加工粉尘的污染。

图3 铣车复合立卧式转换运动状态
铣车复合旋转工作台支承采用交叉滚子轴承,驱动采用双电动机带动变速齿轮箱驱动工作台旋转,工作台在车削工作时提供主切削力,在铣削工作时可实现数控旋转分度。主轴系统采用绕45°回转的B轴摆动头,使主轴实现立、卧转换,安装车刀和旋转刀具的主轴可使加工中心具有车、铣复合功能,实现车、铣加工。主轴配备HSK A100高速铣削刀柄及CAPTO车削刀柄,设备主轴转速可达10000r/min。机床左侧装配40把链式自动换刀装置,换刀时间<5s。
加工中心配备平行于床身的2个螺旋排屑器和1个链板式排屑器,这样可以将切屑顺利地排入积屑箱。采用自动润滑系统,定量对各轴及其他运动副自动润滑,自带系统报警提示,以保证机床稳定工作。机床配有大功率吸尘除尘系统,有效地解决了复合材料加工过程中粉末的收集与处理,以减少对环境的污染。加工中心切削转速高,机床主体及电气系统防护等级高,切削粉尘大,环境污染大,不能被切削液和液压油污染,机床防护系统采用全封闭机床的防护设计与制造,导轨采用双层防护设计与制造,刀库、头库通过防护罩防护设计与制造,机床电气系统采用单独的防护设计与制造。
2.3 铣车复合加工中心主要参数
该大型铣车复合加工中心填补了国产高档数控机床的空白,具体的技术规格参数见表1。

表1 铣车复合加工中心技术参数
3 核心功能部件系统解决方案
3.1 铣车复合双驱转台
铣车复合双驱转台采用双电动机驱动,通过双速换挡齿轮箱驱动工作台回转。转台在车削工作时,电动机以主从模式控制两个电动机的功率叠加,可以实现大转矩切削,为车削主轴提供主切削力。在铣削工作时,两个电动机可以转换为电气预载模式,可使数控旋转的C轴消除反向间隙,实现数控旋转分度。转台支承采用交叉滚子轴承,该轴承承载大,能承受高倾覆力矩,保证了工作台的径向和轴向刚度。在工作台旋转中心装有高精度反馈装置,对台面(C轴)进行位置反馈和对车削主轴进行速度反馈,保证了加工工件分度精度和车削精度。双驱转台运动及实物如图4、图5所示。

图4 双驱转台驱动运动示意
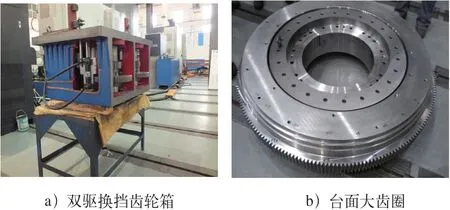
图5 双驱转台实物
3.2 主轴铣头45°复合摆动
摆动主轴头结构如图6所示。图中绕45°回转的B轴摆动主轴头,在-30°~180°摆动,0°时为立式,180°为卧式,可实现主轴立、卧转换。B轴采用力矩电动机直接驱动,以恒力矩输出动力,采用全闭环位置反馈,具有大转矩、承载能力强和动态响应快的特点。带有自动锁紧机构,在断电情况下能自动锁紧。主轴采用电主轴结构,具有车、铣复合功能,既可安装车刀,也可安装旋转刀具,实现车削、铣削复合加工。主轴带有车削自动锁紧机构,保证车削刚性。车削刀具与铣削刀具在刀库上可自动交换,提高加工效率。配备的铣车主轴功率、转矩曲线如图7所示,通过数据可以看出,这种配置既可以实现大转矩低速切削,又可以实现铝合金、复合材料的高速切削。

图6 45°摆动主轴头结构示意

图7 铣车主轴功率、转矩曲线
3.3 高效除尘系统及防护
粉尘从除尘器进风口进入,烟尘进入预处理装置,大颗粒的粉尘和火花被分离后直接落入集尘盒,较细的粉尘进入除尘器过滤段,粉尘气体均匀的流入过滤器,粉尘吸附在滤筒外表面,在负压作用下过滤后的洁净气体进入滤筒内,再经出风口进入大气。规避粉尘污染装备采取了导轨密封防护措施,如图8所示。
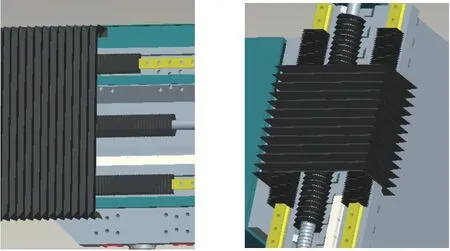
图8 导轨密封防护结构
4 华中数控系统配套解决方案
华中数控H N C848高档数控系统框架(见图9),它不仅具有8轴联动的控制功能,而且支持8通道。系统最小分辨率为0.001μm,插补时间为0.125ms,G代码前瞻段数可达2000段。
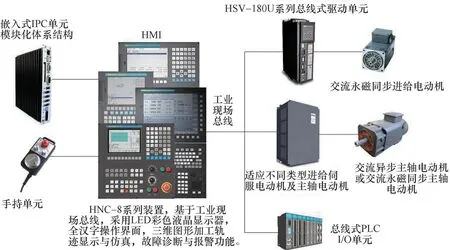
图9 华中数控HNC848高档数控系统
1)华中数控HNC848系统和五坐标机床配套。根据航天复杂结构件的特点和实际加工要求,开展了基于零件工艺性和机床性能的研究,包括基于机床机构参数的加工精度与控制模块的开发,分别进行高档数控系统与六轴龙门玻璃钢加工中心双模式五坐标联动匹配性、适应性技术研究,基于六轴双模式五坐标联动后处理模块开发等工作内容。通过研究及测试,机床的定位精度进行分析和测试、运动精度及功能可靠性均满足要求。
2)机床定位精度与运动精度分析与测试。依据复合材料航天结构件的工艺需求,有选择性地进行各运动部位在数控装置控制下运动所能达到的直线运动定位精度(X、Y、Z)和重复定位精度、回转定位精度(A、B、C)、回转运动重复定位精度及各轴机械动态特性等控制保障。功能可靠性和精度保持性分析与试验方面有选择性地进行空运转试验、主轴和进给轴加载试验、实际切削试验、空运转加速试验、安全试验、进给轴和旋转轴的精度保持性测试以及主轴回转精度保持性测试等。
5 五坐标机床标准件加工检测
5.1 国家标准三坐标立式与卧式综合测试
针对五坐标机床有立式和卧式两种加工状态,且需按照标准的三轴国家标准试件进行加工,还增加了2处3°斜角检测斜度精度,增加4处圆孔检测孔的位置度,圆孔中增加台阶孔检测两孔的同轴度。经加工及检测,产品合格,如图10所示。

图10 立卧转换三坐标联动标准件试验切削件
5.2 五轴国际标准NASA及S件加工测试
图11 为五轴联动侧刃加工国际标准五坐标NASA件,图12为五轴联动侧刃加工中国国际标准五坐标S件,经多次反复试验加工测试,产品表面质量合格,精度达到国际标准和国家标准要求。
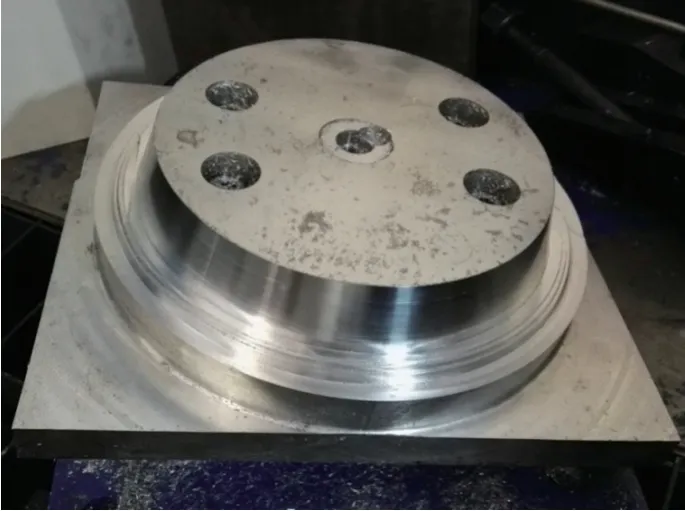
图11 国际标准五坐标NASA件

图12 中国国际标准五坐标S件侧刃切削测试
6 金字塔形件五坐标加工测试
某金字塔形件(见图13)采用五轴铣削加工成形,其综合考核了五轴端铣、五轴侧铣、五轴钻孔、五轴镗孔及五轴攻螺纹等综合反应五坐标机床的整体性能指标。针对不同类型的五轴机床,可分别采用铝合金、不锈钢、钛合金和高温合金等材料进行相应的高速切削、强力切削,从而综合考核五坐标机床及其配套的刀具,在不同行业进行机床综合验收及应用验证的判定。
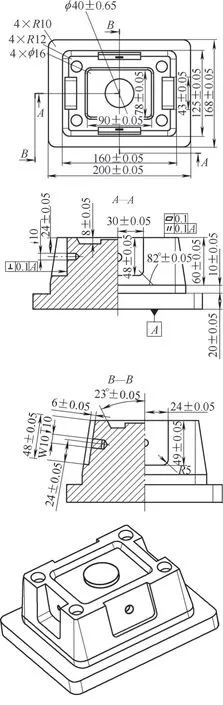
图13 金字塔形件
6.1 五轴三联动粗加工
正式加工塔形件前,分别完成机床三维模型运动仿真构建、后处理程序开发和程序加工机床运动模拟仿真。粗加工使用XD20R0铣刀,在风冷的冷却条件下,留0.4mm余量,对2A12的铝块进行粗加工,达到了粗加工要求无过切现象。五轴三联动铣削粗加工分为立式和卧式两种状态下的镗铣4处φ16mm的销孔、钻侧壁槽上的4处φ8.5mm底孔并刚性攻螺纹M10×1.5mm,经过检测后合格。
6.2 五轴底刃加工斜面
使用φ10mm端铣刀底刃进行五轴联动端面加工,基本满足要求,但是加工平面有小的凹痕,深度为0.01mm,还需继续优化。
6.3 五轴侧刃加工斜面
使用XD10R0 侧刃半精加工金字塔外形塔身,表面粗糙度基本满足要求,但在圆角拐角处有纵向的凹陷(见图14),其深度为0.02~0.04mm。通过对曲面进行离散化后重新编制程序并进行精加工,满足表面粗糙度要求。

图14 圆角拐角处有纵向的凹陷
6.4 DMU125P五轴联动对比切削
针对上述五轴联动侧刃和底刃加工质量,使用DMU125P设备分别加工了如下两个试验件,在DMU12P机床上加工得较好。选用DMU125P是因该设备结构为工作台旋转C轴,机床头为45°倾斜B轴,结构运动方式同本铣车复合加工中心基本完全相同,运动插补合成原理方式相同,使用进口设备加工,以此验证对比。采用进口高档机床DMU125P进行金字塔件及NASA件铣削对比,经检测对比分析,采用国产华中数控系统所控制的大型铣车复合加工中心达到国外高档机床同等技术水准。
7 结束语
基于国产华中数控系统控制的大型五坐标联动铣车复合龙门玻璃钢加工中心研究应用示范,所取得的技术创新亮点较多。具体有如下几个方面。
1)采用固定式龙门横梁双驱+铣车复合旋转工作台整体结构,通过双电动机驱动横梁上下移动,实现了横梁8m/min高速升降的平稳性和精确性,有利于减小加工过程中的刀具振颤;规避单电动机驱动及切削运动过程中的不平稳性。
2)系统采用X、Y、Z三个线性轴+主轴复合摆头+旋转工作台五坐标配置模式,通过12000r/min的HSK A100主轴刀柄配置CAPTO车削刀柄共用1个刀库,实现五坐标联动铣车复合加工。不但实现了箱体类零件的五面体立卧转换加工,同时可以利用回转工作台进行舱体类零件五轴联动加工,有效拓宽了产品的加工对象;同时利用回转工作台高速车削功能,实现了舱体外型面及端面的车削加工。
3)采用国产华中数控系统HNC848控制,各伺服驱动电动机全部采用国产电动机,实现X、Y、Z三个线性轴分别转速达到15m/min、12m/min和8m/min,复合摆头5r/min,回转工作台5r/min的铣削速度和150r/min的车削速度;采用RTCP编程控制加工中心刀具;基于UGNX模式的五坐标联动铣削+立式端面车削+卧式外圆车削的车铣复合自行切换,实现了国产机床的安全自主可控。
4)采用力矩电动机直接驱动复合摆头主轴,配备HSKA100主轴刀柄,通过20kW的主轴电动机及201N·m的恒转矩切削,既可以实现铝合金、复合材料的高速精密切削,也可以实现不锈钢、钛合金及高温合金等难加工材料的强力切削。
5)大力矩驱动和锁紧高速精密旋转工作台,可实现5r/min精密铣削和150r/min高速旋转车削。基于5r/min的精密回转工作台控制联合主轴复合摆头实现五轴联动;利用150r/min高速旋转工作台,通过配置CAPTO刀柄,同时实现大型零件的车削加工。
6)主机系统配备全封闭石墨吸尘装置和导轨防护装置,吸收切削加工过程中的石墨、玻璃钢粉尘等,在保护环境的同时也保护了机床的导轨磨损和机床控制系统电气安全。
