2219-T6 静轴肩辅助搅拌摩擦焊组织与性能分析
2021-09-27贺地求刘朋王海军王东曜赖瑞林
贺地求,刘朋,王海军,王东曜,赖瑞林
(1.中南大学 轻合金研究院,湖南 长沙 410083;2.中南大学 高性能复杂制造国家重点实验室,湖南 长沙 410083;3.中南大学 粉末冶金国家重点实验室,湖南 长沙 410083)
FSW(Friction Stir Welding)作为新式固相连接技术,适用于传统熔焊不易焊接的金属材料.在焊接过程中,FSW 能够使连接材料进行塑性流动,而不是融化状态,故不存在熔焊缺陷,为镁、铝、铜以及合金材料提供了一种新型的焊接方法[1].虽然FSW 焊接方式已被各工业领域广泛接受,但随着其在航空航天工业中的不断应用,发现传统的FSW 技术在焊接合金化程度高的2 系与7 系高强铝合金时,出现焊接质量明显下降,焊接过程不稳定等突出问题[2-3].
由于传统FSW 特殊的焊缝成形机制,导致焊接工程中对工装夹具的要求较高,焊接后会在接头处留下鱼鳞纹、飞边、匙孔以及焊缝减薄等特征.Widener 等[4]最先将静止轴肩应用到FSW 当中,增加了焊缝表面的光洁度并对焊缝质量有所改善.Li 等[5]研究了不同转速下NRSA-FSW 接头的显微组织,认为NRSA-FSW 有助于增加接头微观组织均匀性.刘景麟等[6]就NRSA-FSW 的温度与应力进行数值模拟分析,认为静止轴肩辅助工艺具有降低焊缝区域的温度峰值以及残余应力峰值的效果.许志武等[7]研究了静止轴肩辅助技术在铝镁搅拌摩擦搭接焊的应用,认为静止轴肩有利于增强上下板之间的材料交换.当前大多数NRSA-FSW 研究着重于探究改变工艺参数对接头的微观组织与力学性能的影响.关于FSW 添加静止轴肩辅助后对接头造成的微观组织和力学性能改变方面还需要更进一步的探索.本文创新性的采用可拆卸式的组合焊具,静止轴肩可直接安装在焊头外进行焊接试验,NRSA-FSW 试验的内部运动焊头与FSW 试验使用的焊头为同一个,最大限度的控制试验变量.本试验对2219-T6 高强铝合金4 mm 厚板材在相同转速、行进速度和压深下,观察添加外部静止轴肩辅助的FSW 对接头表面成形的影响,分析焊缝微观组织并对焊缝的力学性能同FSW 进行对比分析.
1 试验材料与方法
试验使用240 mm×100 mm×4 mm 的2219-T6 铝合金板材作为焊接材料,表1 为其化学成分组成.试验所用的NRSA-FSW 焊具以及试验平台均为中南大学自行研制,焊接形式为单道对接焊.试验前,先对FSW 和NRSA-FSW 进行工艺窗口探索,本次试验所用NRSA-FSW 和FSW 的焊接参数均为主轴转速1 200 r/min,行进速度150 mm/min,压深3.8 mm,NRSA-FSW 和FSW 均使用无倾角焊接.图1 为NRSA-FSW 焊头局部示意图,其中搅拌头的轴肩宽度为9.8 mm,搅拌针顶部直径为3.5 mm,根部直径为4 mm,针长3.8 mm,外部的辅助静止轴肩直径为12.6 mm.焊接前,使用铣刀对板材对接面进行铣削处理,从而保证对接贴合无缝隙,并使用角磨机打磨材料上下表面去除其氧化膜.

表1 2219-T6 铝合金化学成分表Tab.1 Chemical compositions of 2219-T6 aluminum alloy %
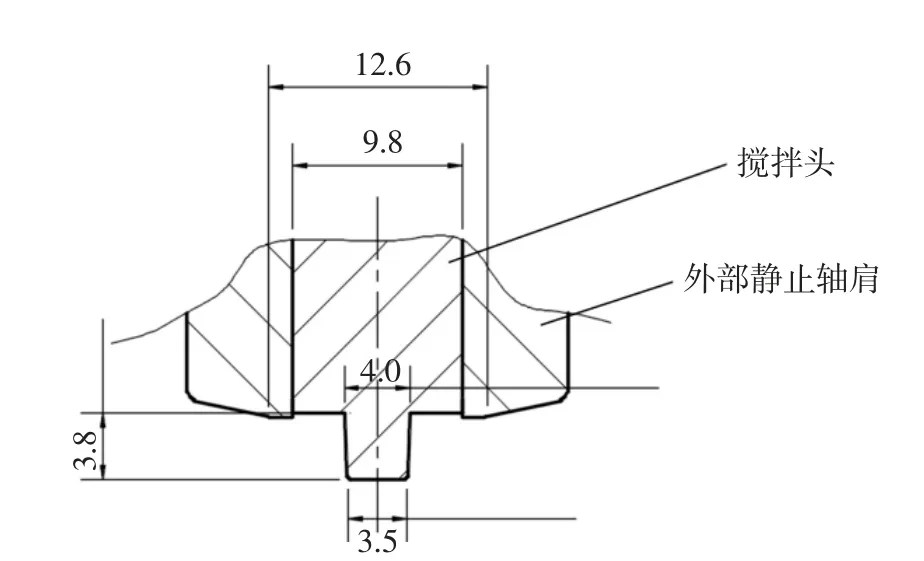
图1 NRSA-FAW 焊头局部示意图(单位:mm)Fig.1 Partial schematic diagram of NRSA-FAW tool(unit:mm)
本次分析试验是材料在焊后自然时效7 d 后进行的.垂直于焊缝截取拉伸样和金相试样,由凯勒试剂(2 mL HF+3 mL FCL+5 mL HNO3+190 mL H2O)腐蚀后借助超景深三维显微镜观察和分析焊缝宏观形貌以及接头各区域的显微组织.显微硬度测试采用数字式显微硬度计,试验加载载荷为500 g、加载时间为15 s;拉伸试验采用电子万能试验机,其拉伸速度为2 mm/min.拉伸试验结束后,截取试样焊核部分将其两端合并、冷镶,经打磨腐蚀后使用超景深三维显微镜对拉伸断裂位置进行分析;使用场发射扫描电镜观察接头拉伸断口形貌并对接头横截面粗大颗粒分布进行分析;使用X 射线能谱分析仪(Energy Dispersive Spectrometer,EDS)分析材料粗大颗粒元素组成.
2 试验结果和分析
2.1 焊缝表面成形
图2(a)(b)为NRSA-FSWRF 和FSW 的焊缝接头表面形貌.图2(c)(d)为NRSA-FSW 和FSW 光学表面轮廓分析图.NRSA-FSW 接头宽度为11.8 mm,尺寸大于内部动轴肩,小于外部静止轴肩,FSW 焊缝宽度为9.8 mm,与轴肩宽度一致.在图2(a)(b)中可以看到,FSW 接头沿焊缝走向为分布规律的半圆弧状“鱼鳞纹”结构,圆弧直径与轴肩直径一致,焊缝两侧有少量飞边.NRSA-FSW 接头表面相对光滑,成形良好,沿焊接行进方向有轻微刮擦痕迹.FSW 在焊接行进过程中,搅拌头会存在短暂的停留,停留期间材料表层塑性材料会从搅拌头外缘挤压出来,在后退侧形成半圆形叠纹的“鱼鳞纹”[8].NRSA-FSW 焊接过程中随着焊接的行进,由于后方辅助静止轴肩的平动,会将前方动轴肩新生成的鱼鳞纹抹平,继而形成相对光滑的焊接面.
NRSA-FSW 焊接过程中,内部转动搅拌头、辅助静轴肩、母材、底部垫板之间会形成封闭的挤压模.外部静轴肩可以将塑性金属材料封闭在挤压模内,外部静轴肩在顶锻、挤压和回填由内部旋转焊头挤出的金属而形成焊缝的过程中起到关键作用,几乎不会产生因挤压模内塑性金属外溢而造成飞边[9-10].焊接方向选取检测线,由图2(c)(d)可以看出,NRSA-FSW 表面呈现平滑曲线,而FSW 表面则呈现出波纹状曲线.沿着焊接方向为横坐标,板厚方向为纵坐标,选取中间段曲线相对平稳部分横坐标在100 μm 范围内,NRSA-FSW 纵坐标波动范围为3~7 μm,而FSW 波动范围为20~25 μm,可见NRSA-FSW 可显著提高焊接表面平整度.
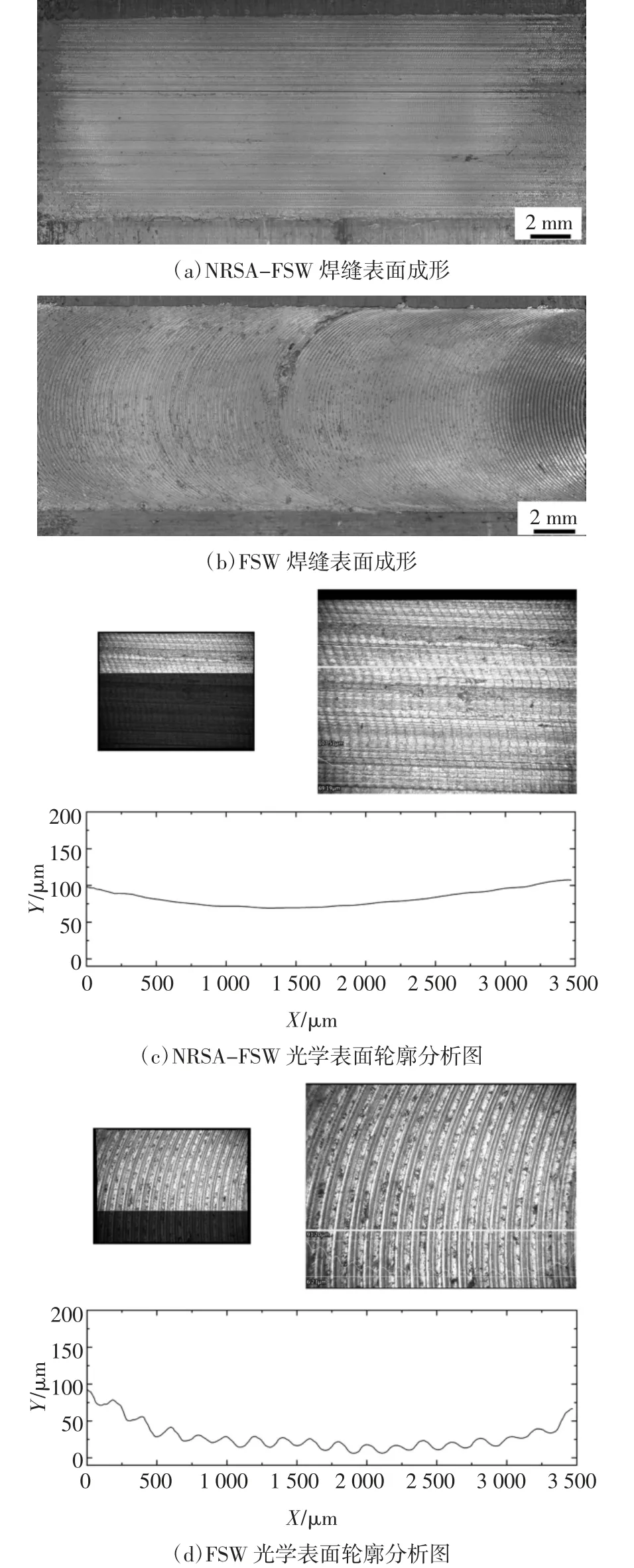
图2 焊缝表面成形及光学表面轮廓分析图Fig.2 The appearance of the joint and optical surface profile analysis diagram
2.2 焊缝接头组织分析
图3(a)为NRSA-FSW 超景深三维显微镜下的接头显微组织图像,焊缝整体形貌呈现上宽下窄的“U”状.接头由位于焊缝中心的NZ、NZ 两侧热机影响区(Thermo-Mechanically Affected Zone,TMAZ)和TMAZ 外侧的热影响区(Heat Affected Zone,HAZ)以及母材区(Base-Metal,BM)组成.在NZ 可以观察到层状叠加的洋葱环组织.洋葱环的形成是由于焊接过程中搅拌针附近材料受到剪切力作用,从搅拌针顶端带动到搅拌针底端,焊核组织受挤压形成的带状结构[11].
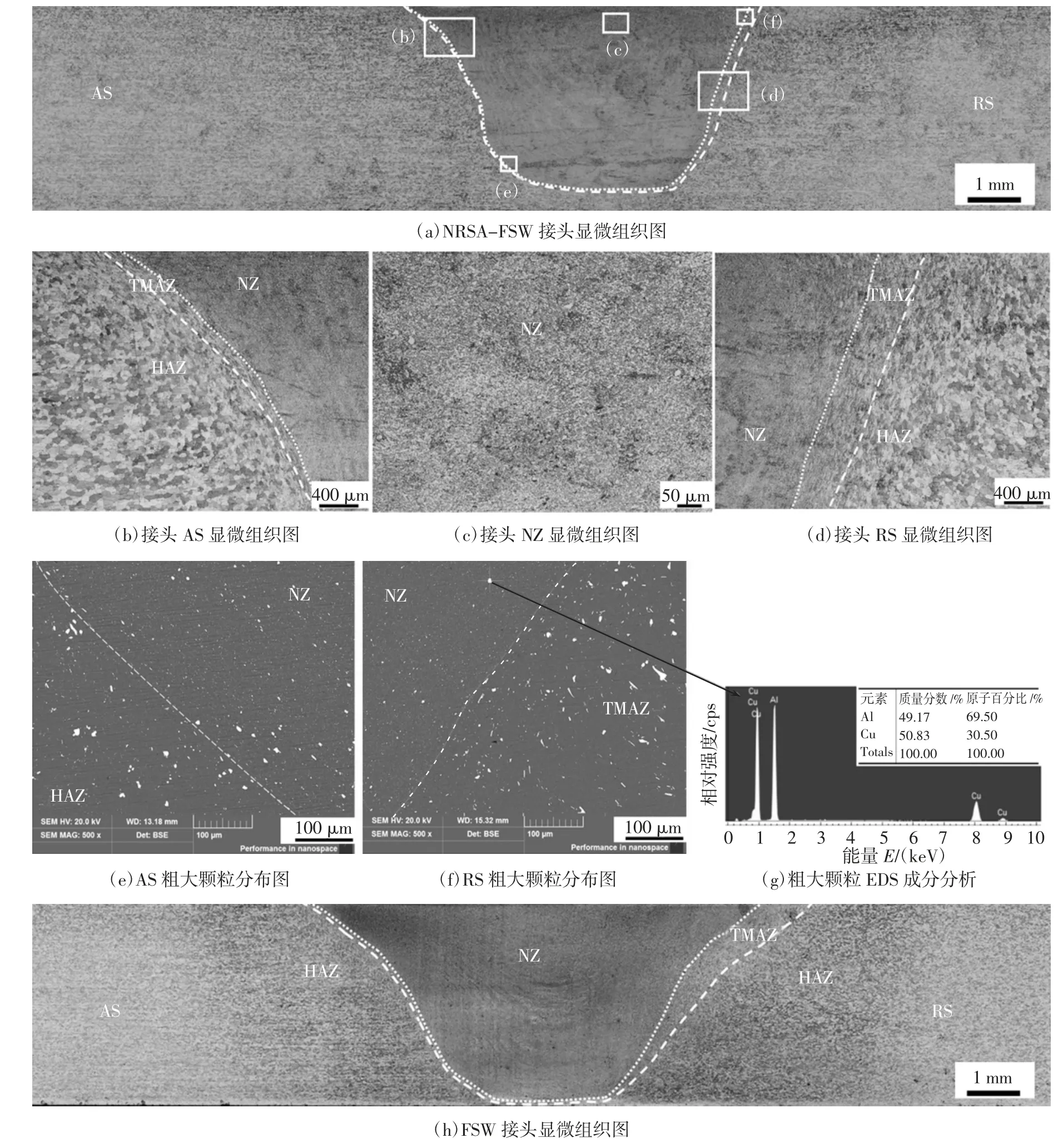
图3 NRSA-FSW 接头不同区域显微组织及粗大颗粒分布和FSW 接头显微组织图Fig.3 The microstructure and the distribution of coarse particles on NRSA-FSW joint,microstructure of FSW connector
对比金相图中接头的前进侧(Advancing Side,AS)和后退侧(Retracting Side,RS),可以观察到前进侧的NZ 同TMAZ 分界线更加清晰,后退侧分界线相对模糊,这是因为AS 材料在搅拌针的驱动下塑性流动方向同焊接行进方向相同,但是会同母材产生巨大的剪切流动,而RS 材料的塑性流动会随搅拌针的旋转汇合在一起,所以AS 材料的塑性流动梯度大于RS 材料,故界限更加明显[12].
由图3(b)(d)可以观察到,NRSA-FSW 接头前进侧TMAZ 宽度较窄,后退侧较宽;TMAZ 晶粒组织沿同一方向被显著拉长,这是因为在焊接过程中伴随搅拌针旋转,存在沿着搅拌针轮廓向上的塑性流动,TMAZ 同时受到搅拌针的机械搅拌作用和热循环作用,晶粒长大.HAZ 仅受热循环作用,晶粒长大[13].BM 组织为轧制态板材长条状晶粒,这里母材和HAZ 的界限模糊.从图3(c)可知,NZ 为细小的晶粒组织.这种晶粒组织的形成是因为NZ 在搅拌头的强烈机械搅拌作用下发生了动态再结晶,从而形成细小的等轴晶粒.图3(e)(f)为扫描电镜拍摄的部分AS 和RS,图中的白色粒子为接头的粗大第二相颗粒.
图3(g)为接头粗大颗粒的EDS 成分分析,其主要由Al、Cu 元素组成,Al 元素的原子百分比占69.5%,Cu 元素的原子百分比占30.5%,判断第二相粗大颗粒为Al2Cu.从图3(e)(f)中可以看出Al2Cu粒子在NZ、TMAZ、HAZ 中有所不同,HAZ 中粒子大小不一,分布随机.TMAZ 中的Al2Cu 粒子沿相同方向呈线状分布,与TMAZ 的晶粒组织拉长取向一致,受到机械搅拌作用向相同方向被拉长,TMAZ 与NZ的分界明显.NZ 中Al2Cu 粒子尺寸相对较小,这是由于NZ 受到搅拌针剧烈的机械搅拌破碎作用.
从图3(e)(f)可以看出存在直径为10 μm 左右的Al2Cu 颗粒,由奥罗万强化定律可知,1~100 nm的粒子才对材料的力学性能具有明显的强化作用,因此这些粗大的颗粒对合金的强度并不会起到强化作用.同时,粗大颗粒的变形能力与基体存在差异,故粗大颗粒附近容易出现应力集中,成为疲劳、断裂的发源地[14].
图3(h)为FSW 显微组织图,可以观察到接头顶部轮廓呈现锯齿状,这是因为FSW 接头表面存在鱼鳞纹,对试样垂直于焊接行进方向截取便会形成这种轮廓特征.由图3(a)(h)可以发现,NRSA-FSW 的顶部光滑与BM 高度一致,接头无减薄,无飞边,具有较好的表面成形.NRSA-FSW 相比于FSW 接头具有相对较窄的TMAZ,尤其是在RS.这是由于在焊接过程中静止轴肩限制了塑性材料垂直方向的上下流动,NRSA-FSW 焊接纵向层流相对弱于FSW.
2.3 焊缝接头的力学性能分析
图4 为FSW 和NRSA-FSW 接头横截面显微硬度分布图.由图4(a)(b)可以发现,FSW 和NRSAFSW 接头显微硬度均呈现中间低两边高的规律,焊接区(NZ、TMAZ、HAZ)显微硬度明显低于BM.这种接头软化现象是铝合金FSW 的典型特征[15-16].图4(a)FSW 接头中可以看出下部接头软化区最窄,上部的软化区最宽,这与接头金相图中NZ 上宽下窄的“U”状形貌相似.
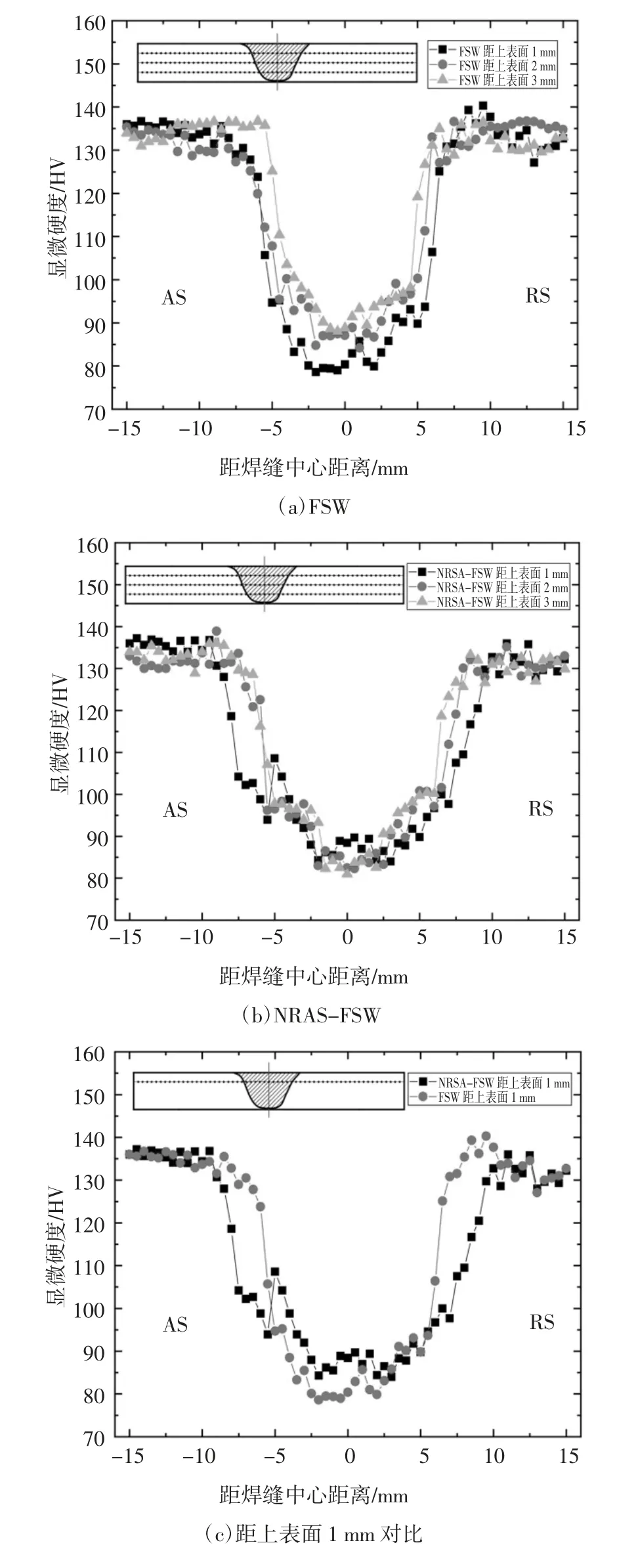

图4 接头横截面显微硬度分布Fig.4 Microhardness distribution of joint cross section
试验所取的三种显微硬度中,FSW 焊缝组织在NZ 距上表面3 mm 的下部平均显微硬度值最高,距上表面1 mm 的上部最低.这是由于搅拌针为上宽下窄的倒梯形结构,在焊接行进过程中,搅拌针底部直径小,相同时间下底部搅拌针作用时间短,产热较少,同时接头底部靠近背部垫板,散热快,因此底部温度较低,强化相相对回溶少造成的.FSW 焊缝组织显微硬度谷值区域分布在靠近AS 的NZ 以及TMAZ.
图4(b)为NRSA-FSW 显微硬度分布图,接头同样呈现“U”型,不过与FSW 相比,NRSA-FSW 接头软化区域较宽.这是由于在焊接行进的过程中,虽然NRSA-FSW 内部旋转搅拌头与FSW 搅拌头产生的热量相同,但NRSA-FSW 外部辅助静止轴肩的存在会对工件表面附加强大的压强,在焊接行进过程中静轴肩会与工件表面产生滑动摩擦以及会为工件表层材料带来塑性形变,静轴肩产热大于表面接触散热,因此,NRSA-FSW 相比FSW 的温度峰值较高,HAZ 的范围大,所以NRSA-FSW 产生较宽的接头软化区.NRSA-FSW 焊缝组织显微硬度较低值区域分布在NZ.对比图4(a)(b)可以发现,FSW 焊核区上中下显微硬度分层明显,NRSA-FSW 焊核区不存在明显的显微硬度分层现象,安装外部静止轴肩辅助有助于提高NZ 显微硬度的均匀性.从图4(c)(d)(e)可以观察到,在距上表面1 mm 的上部,NRSAFSW 在NZ 的平均显微硬度要高于FSW,距上表面2 mm 的中部,二者平均显微硬度相近,距上表面3 mm 下部,NRSA-FSW 平均显微硬度要低于FSW.
在相同转速、行进速度和压深的情况下,NRSAFSW 和FSW 的拉伸曲线图如图5 所示,NRSA-FSW和FSW 的平均抗拉强度分别为323 MPa 和333 MPa.2219-T6 焊接母材的抗拉强度为448 MPa,NRSA-FSW 和FSW 抗拉强度分别达到母材的72%和74%.由此可以看出,NRSA-FSWRF 在抗拉强度上略低于FSW,总体相差不大.

图5 拉伸曲线图Fig.5 Stretching graph
2.4 断口分析
图6 为FSW 和NRSA-FSW 接头断裂位置图.图6(a)FSW 的断裂是从底部AS 位置沿着TMAZ轮廓向上45°断裂,这与显微硬度分布一致.图6(b)NRSA-FSW 的断裂位置为从底部中央开始断裂,向AS 方向倾斜45°,在显微硬度相对较低的NZ 断裂,分析认为这是由于外部辅助静止轴肩的安装,使得(内部动)轴肩的下压量相比FSW 轴肩下压量小,同时由于NRSA-FSW 使用无倾角焊接使得最底层材料受热弱连接的薄层,拉伸时由底部弱连接的板材对接线处开始产生裂纹,沿显微硬度相对较低的NZ扩展,最终形成与加载方向呈45°的断裂面.
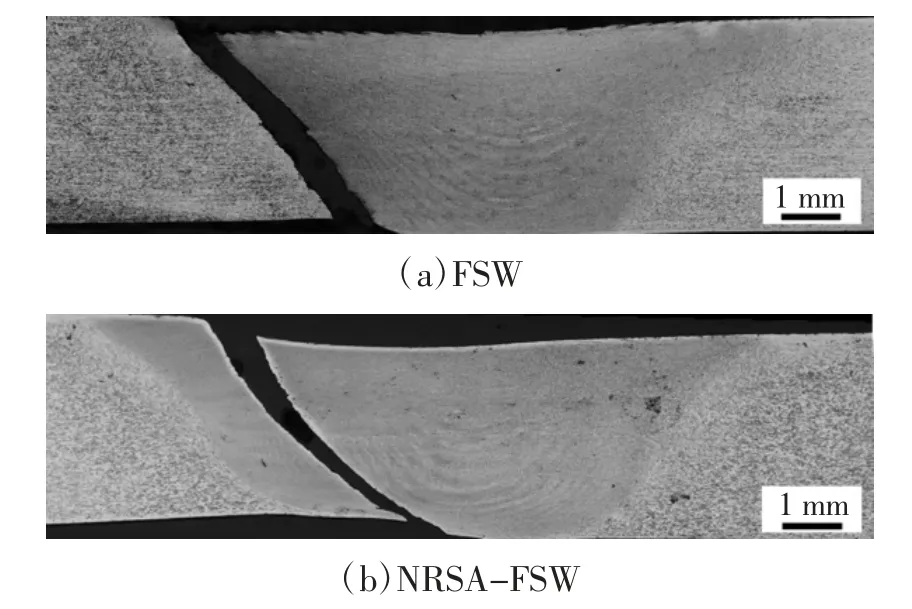
图6 接头断裂位置Fig.6 Fracture location of tensile specimen
图7(a)(b)为FSW 和NRSA-FSW 接头在放大500 倍时拉伸断口形貌的SEM 显微照片,拍摄于断口中心位置,如图7(c)所示.可以看出,两者的断口处均存在大量韧窝和撕裂棱,呈现出典型的韧性断裂特征,韧性断裂过程是微孔形成与聚集的过程.拉伸过程中在切应力作用下位错的塞积运动形成了微孔,微孔不断长大并与其他微孔聚合在一起形成裂纹,裂纹不断扩展最终使焊缝发生断裂.所不同的是,FSW 的焊缝断口中韧窝尺寸较小、数量更多且相对均一,从而减少了韧窝之间滑移带的数量,缩小了局部应力集中,从而表现出相对较好的拉伸性能.
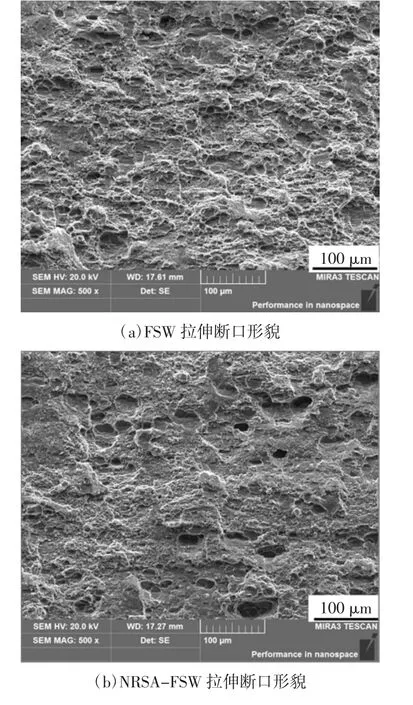
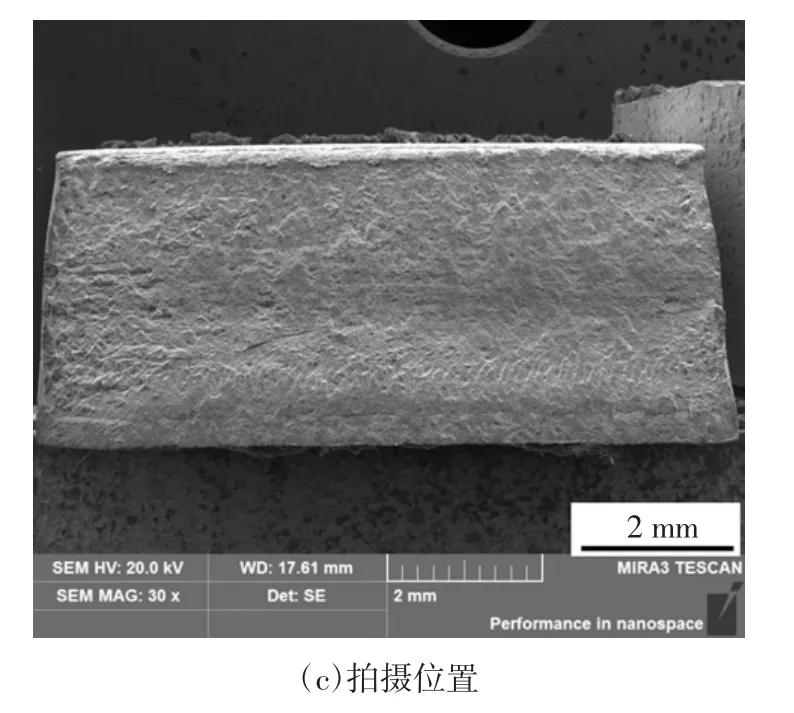
图7 断口SEM 扫描Fig.7 SEM micrographs of fracture surface
3 结论
1)NRSA-FSW 在焊接过程中的外部静止轴肩平动刮擦作用可显著提高焊缝表面平整度,相对于FSW,NRSA-FSW 焊缝成形美观,焊缝表面相对光滑、无鱼鳞纹和飞边,接头无减薄.
2)安装外部静止轴肩辅助有助于提高NZ 显微硬度的均匀性,同时NRSA-FSW 接头软化区相比FSW 有所增加.FSW 显微硬度较低值分布在靠近AS的NZ 以及前进侧TMAZ,NRSA-FSW 出现在NZ.
3)在搅拌头转速为1 200 r/min、焊接行进速度为50 mm/min、轴肩压深3.8 mm 均相同的情况下,NRSA-FSW 和FSW 的平均抗拉强度分别为323 MPa 和333 MPa,抗拉强度相近.
