基于PLC和MCGS的机械手装配系统设计
2021-09-26付保英
付保英
(鹤壁职业技术学院机电工程学院, 河南鹤壁 458030)
0 引言
机械手控制一般是由机械装置、传动机构、PLC 和触摸屏等元件构成的一种机电一体化工业装备[1]。其可以代替人手从事一些特殊的、恶劣的环境生产,实现搬运、装配、分拣等控制,如冲压、锻造、热处理、喷漆等各个行业,特别是在笨重、高温、有毒、危险、放射性、多粉尘等恶劣的生产环境显得尤为重要[2],机械手装配控制更是工业自动化生产线作业中的典型控制任务。本文将硬件系统、软件程序、触摸屏系统通过组网通信,构成一个典型的机电一体化系统,旨在将机械设备按照用户的控制要求,有效地运行,提高企业的自动化程度,为相应行业的研究提供一个综合的应用分析。为了使机械手按照生产实际的需求完成一定的控制任务,其设计过程应包括控制系统的搭建、软件程序的设计、硬件设备与程序的联调,再加上触摸屏技术的快速发展,监控系统是自动化控制必不可少的内容。
1 机械手的控制要求及功能分析
该机械手的任务是将上一工位加工好的工件与本工位料仓中的工件完成装配的任务。机械手装配系统如图1所示。

图1 机械手装配系统
上一工位加工好的工件已经放置在了本工位的大料台上,本工位有一个供料机构,自动提供待装配的工件。当满足大料台有料、小料台有料,机械手装置将自动动作完成抓取、装配工作。机械手控制的动作过程为:满足装配条件,机械手下降、下降到位抓取本工位的小工件、夹着工件上升、夹着工件伸出、夹着工件下降,下降到大工件的正上方合适的位置处,机械手松开,小工件在重力作用下装配到大工件里,完成大、小工件的一次装配任务。
为确保机械手装配系统的可靠运行,控制系统应具有以下功能:(1)单步运行,从初始步开始,按一下启动按钮,机械手按照顺序功能图的顺序执行一步动作后,停在该步,再按一下启动按钮,才执行下一步操作,主要用于系统调试;(2)单周期运行,按下启动按钮,机械手从初始位置按顺序执行完一个周期的动作后,返回并停留在原点位置;(3)连续运行,按下启动按钮,机械手从初始步开始完成一个周期工作后,又开始装配下一组工件,反复连续工作下去,直到按下停止按钮,当前周期执行完才停止[3];(4)监控功能,监控系统实时监控机械手的运行状态;(5)具有对物料不足、系统故障等的报警功能。
2 控制系统结构
机械手控制系统的设计要充分考虑机械手工作的环境和工艺流程的具体要求。在满足工艺要求的基础上,尽可能地使结构简练,尽可能采用标准化、模块化的通用元器件,以降低成本,提高可靠性[4]。要实现机械手自动装配的控制要求,本系统的设计与调试是基于自动化生产线系统来完成。
2.1 供料机构
供料机构动作示意图如图2所示。待装配的小工件放在一个竖型料仓中,竖型料仓由底座和料仓组成,料仓的侧壁上装有顶料气缸和挡料气缸2个直线气缸,2个气缸分别由2个单电控电磁阀驱动,初始状态挡料气缸伸出、顶料气缸伸出,如图2(a)所示,挡料气缸挡着下层的工件不掉落,每个气缸上都装有2个磁性开关,共4个,用于检测气缸的伸出、缩回位置。当需要落料时,其过程为:顶料气缸顶出、挡料气缸缩回,最底层的工件在重力作用下,落到料盘中,如图2(b)所示;而后,挡料又伸出,如图2(c)所示,顶料缩回,工件在重力作用下下落,如图2(d)所示;最后,顶料再伸出,回到初始状态,如图2(e)所示。供料机构的动作流程用顺序功能图表示,如图3所示。M0.0是初始步,表示系统的初始状态;M0.1为系统动作的第一个阶段即第一步;M0.2 为第二步。以此类推,M0.6为最后一步,其动作是顶料伸出,伸出到位后回到初始状态,顶料气缸、挡料气缸均伸出,为下一次落料做好准备。

图2 供料机构动作

图3 供料机构顺序功能图
2.2 旋转机构
为了保证装配系统的连续运行,必须使供料及时,还应该有旋转机构把小料提供到机械手的正下方,以供装配。旋转机构由料盘、气动摆台、2个磁性开关(检测料盘位置)、2个光电开关(检测料盘物料有无)等组成。用顺序功能图表示旋转机构的动作流程如图4所示。初始状态料盘是左旋到位或是右旋到位状态,当左料盘有料、右料盘无料时,料盘就需要旋转,将有料的一侧盘旋转到机械手下方,以备抓取。

图4 旋转机构顺序功能图
2.3 机械手装配机构
机械手是整个装配系统的主要部分,旋转料盘的右侧有小料时,将其传送给PLC,装配台的光纤传感器检测到有上一工序送来的待装配的大工件时,机械手从初始位置执行大小工件的装配任务。装配机械手可以实现三维运动,即水平方向的伸出与缩回、竖直方向的上升与下降、手爪的夹紧与松开,分别由2 个导杆气缸和1 个气动手指实现[5],如图5 所示。气缸的伸出行程,也就是机械手伸出、下降的行程,可调节行程调整板实现。
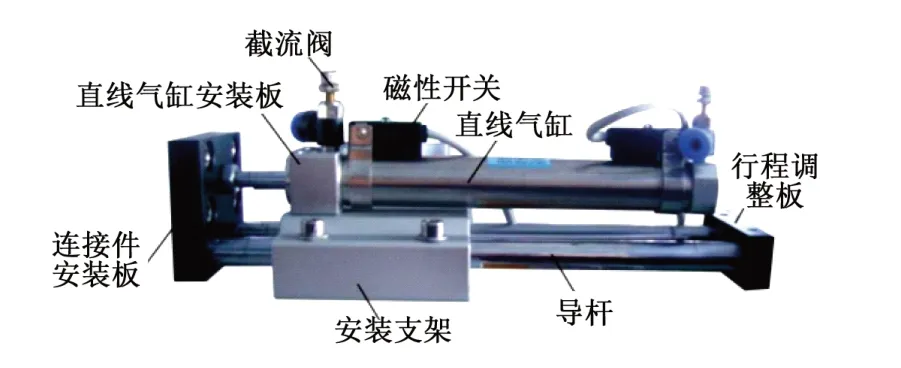
图5 导杆气缸
右料盘有料且物料台有料,PLC 输出得电,下降电磁阀线圈得电,驱动机械手下降,下降到位后,夹紧电磁阀线圈得电,机械手夹紧,夹着小工件上升,上升到位后,伸缩电磁阀线圈得电,使伸缩气缸伸出,伸出到位后,再次下降,下降到大工件的正上方时,夹紧电磁阀线圈失电,手爪松开,小工件落入大工件中,完成一次装配任务,随后机械手返回至初始状态,其控制顺序功能图如图6所示。

图6 主程序
3 控制系统程序设计
3.1 控制流程
整个机械手装配系统的各个部分在PLC 的控制下有条不紊地运行。旋转料盘左边物料时,在顶料气缸与挡料气缸的合理配合下,完成小工件的自动下落。当机械手的正下方没有待抓取的工件时,旋转料盘自动实现180°旋转,将有料的一侧旋转到机械手的下方,为装配任务做好准备。只要机械手的正下方有料,装配台上有料,机械手就自动按照动作流程,将小工件装配到大工件中。
3.2 输入/输出信号
机械手装配系统的输入信号主要有检测气缸位置的磁性开关、检测工件有无的光电开关和光纤传感器;输出信号主要是控制各个气缸动作的电磁阀线圈。输入、输出信号的分布情况如表1所示。
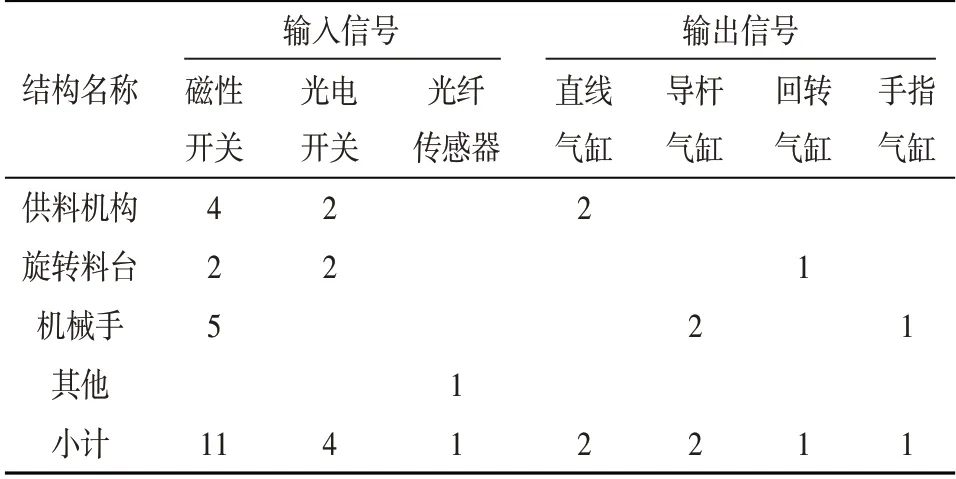
表1 机械手装配系统输入/输出信号分布
3.3 程序结构
机械手装配系统的编程分为:供料、旋转和装配3 个部分,各部分可以单独编程,把各部分的程序放在子程序,在主程序中调用各子程序,如图6所示。
编程时需注意:(1)顶料和挡料气缸在未通电时都是伸出状态;(2)当判断左侧料盘无料时,要等待2 s 之后再下料,以免料盘在旋转时(未旋转到位)会检测到左侧无料而下料,物料落不到料盘中;(3)当料仓底层无料时,让顶料气缸缩回,这样在装料时料会落到挡料板,从而避免装料时因顶料气缸伸出而物料落不到挡料板上;(4)料盘的旋转条件是判断当前料盘是处于左转到位还是右转到位,如果左转到位且左侧有料右侧无料,则料盘右转,反之亦然;(5)在装配完毕后,仍然要等物料被机械手拿走后程序才回到初始等待步。
4 监控系统设计
机械手装配的监控系统,可以实现触摸屏启动、停止系统运行、显示机械手的运行状态等功能。选用北京昆仑通泰TCP 7062KS触摸屏,与S7-200PLC采用串口进行通信[6]。
4.1 画面的设计与编辑
监控系统首先要设计监控画面,在MCGS 嵌入版组态环境下,可以建立多个用户窗口,进入窗口即可进行画面的设计。参考设计画面如图7所示,有机械手的动作状态指示,跟随实际机械手的动作而动作,还画出了8个指示灯,分别是上升、下降、伸出、缩回、放松与夹紧6 个机械手的动作指示灯,当机械手处于何种动作,对应的指示灯就会亮,另外2个是启动按钮和停止按钮的状态指示。

图7 机械手装配监控画面
4.2 动画连接与调试
动画连接就是将画面中的元素与对应的变量关联起来,并设置元素的动作类型[7]。在这之前,在实时数据库中已经添加了监控系统所需的变量,这里的监控画面只需对按钮和指示灯这两类元件进行动画设置。
(1)按钮的动画连接
双击按钮-操作属性-勾选数据对象值操作-选择“按1松0”,后边连接对应的启动或是停止按钮,保存。
(2)指示灯的动画连接
双击指示灯,勾选可见度,即“当表达式非零时”,选择“对应图符不可见”,设置完成后点击保存,退出即可。
4.3 设备连接与配置
设备的连接是将监控系统中所用到的设备在这里通过配置建立通讯,包括添加设备、设置设备属性、调试设备3部分。首先,将“通用串口父设备” 和“西门子S7-200 PPI” 设备添加到设备窗口下;再分别设置 “通用串口父设备” 和 “西门子S7-200 PPI” 设备的基本属性;最后将MCGS变量与PLC通道进行连接[8]。
5 结束语
机械手装配系统广泛应用在自动化流水线作业中,本文充分利用了PLC强大的控制功能,通过程序,根据输入信号的变化,改变输出驱动的状态,也可以方便地根据用户需求进行控制程序的改进,灵活地实现控制要求。触摸屏技术可以实现远程操作、实时监控、系统报警、报表显示等功能,增加了系统的可视性。PLC与上位机触摸屏建立通信,保证了机械手装配各动作间的顺序逻辑关系,通过模拟运行,提高了系统运行的可靠性与安全性。
