关于水煤浆气化黑水调节阀延长使用时间的研究
2021-09-24王鹏山李忠勇
王鹏山,李忠勇
(陕西长青能源化工有限公司, 陕西宝鸡 721400)
陕西长青能源化工有限公司的60万t/a甲醇项目气化装置采用德士古水煤浆加压气化技术,气化炉设计运行压力为6.5 MPa,单炉投煤质量流量为1 700 t/d,气化炉采用2开1备的运行模式,每台气化炉对应1套渣水闪蒸系统。在运行过程中,气化渣水工段经常出现气化炉排黑调节阀阀体及底部堵板、洗涤塔排黑调节阀阀体及底部堵板磨穿,因此需要对黑水调节阀进行一系列改造,以延长其使用时间。
1 黑水调节阀应用工况
1.1 调节阀功能简介
在化工生产自动化控制过程中,调节阀用于调节控制相应介质的流量、液位、温度、压力等工艺参数,通过改变阀门开度,实现对介质压力、液位、温度和流量等参数的控制。
1.2 黑水调节阀的应用工艺
气化炉激冷室黑水(压力为6.0 MPa、温度为243 ℃)通过液位调节阀(LV1401)减压、洗涤塔底部黑水(压力为6.0 MPa、温度为240 ℃)经过流量调节阀(FV1401)减压后进入高压闪蒸罐(V1401)进行第1次闪蒸,压力减至0.75 MPa;高压闪蒸罐底部黑水利用压差进入低压闪蒸罐(V1403)进行第2次闪蒸,低压闪蒸罐压力控制在0.12 MPa;之后进入第一真空闪蒸罐进行第3次闪蒸,黑水压力由0.12 MPa降至-0.07 MPa,再进入第二真空闪蒸罐进行第4次闪蒸,黑水压力降至-0.08 MPa;第二真空闪蒸罐的底部黑水经沉降槽给料泵加压后送入沉降槽进行分离,分离后的灰水进入灰水槽系统回收利用,底部的渣水经真空过滤机处理后滤饼外送处理。黑水系统流程图见图1。
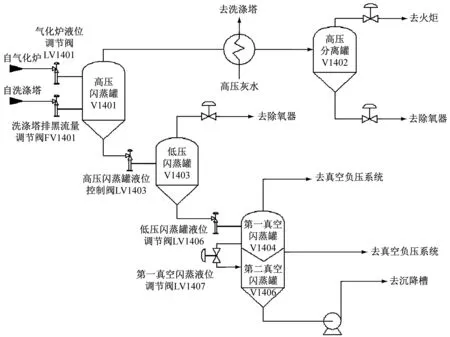
图1 黑水系统流程图
1.3 黑水调节阀运行工况
气化炉黑水调节阀,即液位调节阀LV1401运行工艺参数见表1。

表1 气化炉黑水调节阀运行工艺参数
洗涤塔黑水调节阀,即流量调节阀FV1401运行工艺参数见表2。

表2 洗涤塔黑水调节阀运行工艺参数
2 黑水调节阀运行中存在的问题
气化炉和洗涤塔底部的含固体颗粒的黑水排至高压闪蒸罐,在管道内流动时,流动状态为滞流,对管道的磨损和冲刷较小,当压力突然降低时,流速加剧,磨损和冲刷较为严重(流动状态为湍流)。气化炉和洗涤塔黑水进入高压闪蒸罐前经过调节阀进行降压,调节阀底部缓冲罐易发生泄漏,泄漏后存在很大风险,主要体现在以下几个方面:(1)因为黑水温度高,泄漏后容易将检修人员烫伤;(2)黑水中溶解有一氧化碳、硫化氢、氢气等易燃气体,在动火作业时可能发生爆炸事故;(3)黑水中含有灰渣,发生泄漏后造成现场环境卫生差;(4)处理漏点时需降低系统压力,气化炉切气火炬排放,造成原材料浪费。
造成调节阀泄漏的原因主要有:
(1) 黑水通过调节阀经过两个阶段:一是闪蒸阶段,即当压力为6.2 MPa的黑水流经调节阀通道时,流速突然急剧增加,当阀后压力达到黑水所在情况下的饱和蒸汽压力时,部分高温黑水汽化成气体,产生气泡,形成气液两相共存现象;二是气泡爆破阶段,即当阀门中液体的下游压力又升回来,且高于饱和蒸汽压力时,升高的压力压缩气泡,使之突然破裂。在爆破过程中饱和气泡不再存在,而是迅速爆破变回液态。由于气泡的体积大多比相同的液体体积大,所以气泡的爆破是从大体积向小体积的转变。汽蚀过程中气泡破裂时所有的能量集中在破裂点上,产生几千牛顿的冲击力,大大超过了大部分金属材料的疲劳破坏极限[1]。
(2) 二次闪蒸阶段,即当压力为6.2 MPa的黑水流经调节阀通道时,流速突然急剧增加,黑水中含有固体灰颗粒流速也急速增加,高速运动的细颗粒对阀后管线及底部堵板冲刷作用力大,夹杂在黑水中的硬质颗粒以切削、犁沟和刺入的方式对阀内件进行高速冲刷形成冲蚀,极硬的阀瓣和阀座也会在很短时间内遭到冲刷破坏,造成阀座、阀后管线及堵板极易发生泄漏[2]。
3 处理措施
3.1 黑水调节阀筒体三通处磨损处理措施
黑水经过黑水调节阀通道后,流速急剧增加,加剧了对黑水调节阀筒体的冲刷,在两相流的作用下,黑水调节阀筒体三通处磨损最为严重。针对以上情况,在气化装置单系统停车检修期间,在黑水调节阀筒体三通处堆焊钢板,进行加厚处理,从而增加使用周期;在调节阀后筒体内部增加耐磨衬里,减缓黑水对调节阀筒体的冲刷,从而整体延长了调节阀筒体的使用寿命;为减少气液两相流对三通处的冲刷,在调节阀阀芯扩散头处增加导流管(见图2),导流管采用材质为incoloy825的不锈钢板卷制而成,其直径与调节阀扩散头直径一致,长度位于三通底部管线300 mm处。黑水经过调节阀后进入导流管,因导流管直径较小,黑水在导流管内汽化部分较少,出导流管的气液两相流进入水中,产生的爆裂气泡在水中阻力较大,大大减小了气泡爆裂对管道的直接冲击,从而延长了三通的使用寿命。研究过程中将导流管底部设计为锯齿状,便于出导流管的气体分布均匀,防止了出导流管的物料对外部三通某一位置的集中冲刷。在对调节阀改造使用后,1 a内三通位置未发生过泄漏,运行效果良好。

(a) 改造前
3.2 黑水调节阀筒体底部堵板磨损处理措施
气化炉和洗涤塔的黑水经调节阀通道后,流速在筒体内急剧增大,同时在黑水中大量固体颗粒的作用下,黑水直接喷在调节阀筒体底部堵板,从而造成黑水调节阀底部堵板磨损严重,曾在1周内发生多次泄漏。针对高压黑水对调节阀底部堵板的磨损现象,曾在调节阀底部堵板增加耐磨铁块,延缓了黑水对底部堵板的冲刷作用,却不能保证长周期运行;将黑水调节阀后筒体由3 m增加到8 m,由于阀后筒体较长,筒体下半部分基本为积渣,达到以渣抗冲刷的目的。经调节阀的高速黑水喷入缓冲管,缓冲管内的水和积渣大大减缓了黑水和固体颗粒的冲击力,避免了对底部堵板的冲刷。改造后,运行1 a以来未发生过底堵泄漏现象。
3.3 调节阀阀体内腔磨损处理措施
阀体内腔按角式流线形设计,且内腔不同型面的过渡处尽量采用大圆弧设计,以避免滞留点和急转弯造成的冲击。对于流速高、腐蚀性强的黑水恶劣工况,阀体内壁采用喷涂硬质合金的硬化方式,以提高阀体耐蚀、耐冲刷能力。阀门公称直径及节流口规格应尽量按照管道选型,避免阀腔及阀出口缩径,以提高阀门的整体性能[3]。
3.4 调节阀阀座磨损处理措施
在阀座后流道的适当距离内衬整体烧结的硬质合金,以减少介质对管内件的冲蚀和汽蚀破坏。硬质合金应采用整体烧结的碳化钨,制造工艺采用冷等静压,以提高材料的致密度,增加晶粒间的黏合力,从而保证更好的硬度和强度[4]。
3.5 阀门的选型
黑水调节阀的阀杆直径与杆长度之比比较大,易受介质侧面冲击从而引起振动,所以在设计允许的条件下,适当增大阀杆直径,以增强阀杆的稳定性。对于气化炉出口的黑水调节阀,应适当优化选型,控制阀门正常工作时的开度在30%~80%,避免小开度工作,减少黑水中的介质颗粒对阀瓣的异常冲击。
4 结语
对气化炉黑水调节阀和洗涤塔黑水调节阀进行改造后,调节阀泄漏次数明显减少,堵漏率下降,大大提高了渣水系统的运行安全性,同时提高了气化炉运行周期,有效地提高了气化炉效率。
