激光功率对Ni25超声激光熔覆外观及组织的影响1
2021-09-23符宝鼎李金华
符宝鼎,李金华
(辽宁工业大学机械工程与自动学院,辽宁 锦州121001)
1 引言
激光熔覆是将熔覆层粉末和基材表面的基体材料通过激光进行高能量快速照射,使其二者熔化成熔池,并在一段时间内凝固成冶金结合。涂层的外观及组织在熔覆过程中受激光功率大小影响,具有不同的特性,探究其对整个熔覆过程的影响特性对于指导熔覆过程意义较大[1-2]。
文献[3]探究了激光功率对Ni基涂层外观、硬度及裂纹等特性的影响,文献[4]分析了激光功率对Ni基WC熔覆层外观、硬度、显微组织等性能的影响,文献[5]分析了激光功率对Ni基WC涂层耐磨性和裂纹等性能的影响。这些研究均是在常规实验中进行的基础研究,且缺乏对晶粒大小的细致分析。同时,激光熔覆过程中熔覆层的冷热快速变化,容易使其产生有较多的裂纹、气孔,且晶粒粗大。而超声振动是一种外加物理场处理技术,能够起到除气、细化晶粒、均匀组织成分等作用,是改善金属凝固、提高其组织力学性能的有效方法之一。如果在激光熔覆过程中辅以超声振动作用于熔覆层,可以较好地改善熔覆层质量。文献[6]通过施加超声振动使激光熔覆Ni60WC25时细化了熔覆层的组织结构,让合金元素的分布均匀化,使且表面硬度得到了提高;李美燕、韩彬等通过施加超声振动使激光熔覆Ni55涂层组织的晶粒更细小,耐磨性也得到明显提高。但这些研究均没有在同步超声振动的情况下分析激光功率对熔覆层的影响特性,将两者有机结合起来,可以较好的提高熔覆层各方面性能。从优化激光功率出发分析了功率对超声激光熔覆Ni25的影响,为进一步提供熔覆层质量及细化晶粒提供了一定的参考[5-8]。
2 超声振动对金属结晶过程的影响
2.1 空化作用
超声波在金属液体介质中传播会产生较强的高频振动,对液体介质产生交替拉压作用,造成在超声负压相来临时,液体介质被“撕开”,形成低压空化泡;而负压相来时,空化泡快速闭合,这种空化泡在液体介质中产生或闭合的现象即为空化作用[2-3]。
根据Neppiras推导出的空化泡闭合溃陷时的最大压力和最高温度计算公式:

式中:T0—环境温度;Pm—空化泡溃陷瞬间液体内压力;γ—空化泡内气体的比热容;P0—为初始空化泡内压力。
以常温常压下的水为例,Tmax大约为4000K,Pmax接近100 MPa,可见,液体介质受空化作用的影响非常大[2-3]。
2.2 超声振动过冷度的影响
金属熔体介质在受到超声作用时会产生周期性的声压和应力,由此产生对金属凝固组织的细晶效应。一般情况下,声压P为超声频率和振幅的函数,可用式子表示为:

式中:f—超声频率,Hz;ρ—金属液体密度,KG/m3;c—超声波在金属液体中的传播速度,m/s;v—质点位移速度,m/s;Pm—声压幅值,Pa;A0—超声振幅,m。
金属结晶的理论结晶温度一般是高于起始温度的,二者温度之差称为过冷度[4]。
根据克拉伯农方程,可得到如下关系式:

式中:Tm—理论结晶温度,K;ΔH—相变潜热,J/kg;ΔV—体积变化,m3;dP—压力的变化,Pa;dT—凝固点的变化,K。整理公式五可得:

由公式(6)可得出超声对过冷度的影响规律:

联立式(2)、式(4)、式(7)可得:

金属熔液的过冷度ΔT=ΔT0+ΔTm,其中ΔT0为无超声振动时的过冷度,ΔTm为超声振动引起的过冷度。在(8)式中,除A0、f外,其他参数均为定值,ΔTm只与超声频率f和振幅A0有关,频率和振幅增大,超声振动引起的过冷度即增大,从而增大总体的过冷度,这种变化可以增加形核数及细化晶粒[7-9]。
2.3 超声振动对金属晶粒长大过程的影响
超声振动的空化作用产生大量的空化泡,空化泡在晶粒间不断扩大,溃破时产生瞬间的高温高压,会击碎正在长大的枝晶,形成大量细小枝晶,并均匀分散到熔池各个部位,大大增加了晶核数,从而使晶粒尺寸得到细化[8]。
3 试验材料及方法
3.1 试验材料
基体采用H13热作模具钢,尺寸60mm×40mm×8mm,熔覆层材料为Ni25。熔覆前首先对基体材料进行打磨,再用酒精和丙酮清除其表面油污。
3.2 实验设备
激光熔覆器由激光器、同步送粉器、机械手、熔覆送粉头共同组成,其中采用YLR-3000型IPG光纤激光器、FHPF-10型同步送粉器、6轴KR30机械手及其携带的PERCITEC YC52熔覆送粉头。测试系统采用MR5000倒置金相显微镜观察金相组织。熔覆参数,如表1所示。送粉气体和保护气体为N2。

表1 激光熔覆参数Tab.1 Laser Cladding Parameters
3.3 实验参数及方法
超声波发生器频率范围为30KHz,由于熔覆过程中熔池较小,超声波在空气中传输效率低等原因,试验时以45钢为基体制作超声传导装置,将超声波导入传输到熔池。为保证超声波的作用效果,熔覆前15S启动超声发生器后,熔覆结束后30S超声波作用。试验时分别采用施加超声振动和不施加超声振动两种状态开展,并在各自状态中采用相同的激光功率变化规律进行熔覆。
熔覆过程中的工艺参数,如表2所示。

表2 实验参数Tab.2 Experimental Parameters
为试验过程所使用的超声振动系统。其中超声发生器功率为(600~900)W,频率为(28~42)KHz,如图1所示。

图1 超声发生器及超声传递装置Fig.1 Ultrasonic generator and ultrasonic transmission device
4 激光功率对Ni25超声激光熔覆的影响
4.1 不同功率下熔覆层外观变化
如图2所示,(a)~(d)为无超声振动时激光功率分别为1100W、1300W和1500W时熔覆层的外观形貌。由图可以看出:激光功率变大,熔覆层表面浮渣减少,金属光泽变得明显,当P为1500W时达到最佳,当继续增加到1600W时发现熔覆层出现了过烧,说明此时温度过高,金属颗粒被烧焦。由此得出结论:当激光功率为1500W时,进行Ni25激光熔覆可获得最佳的表面质量。

图2 熔覆层外观Fig.2 Cladding Appearance
如图2所示,(e)~(g)为在激光功率依次为1100W、1300W和1500W,再施加30kHz的超声振动时熔覆层的外观形貌。此时熔覆层周围的浮渣相比无超声振动时大大减少,且表面平坦光滑。
4.2 不同激光功率下熔覆层高度、宽度及熔池深度的变化
如图3所示;(a)~(g)为在不同激光功率和超声频率下,Ni25超声熔覆断面形貌。
如表3所示;在对应参数下成形后的熔覆层高度H、深度h、H/h,以及熔覆层宽度W,表中P为激光功率,f为超声频率。
结合图3和表3可看出,在未施加超声振动时:

表3 超声激光熔覆Ni25成形数值Tab.3 Ultrasonic Laser Cladding Ni25 Forming Values
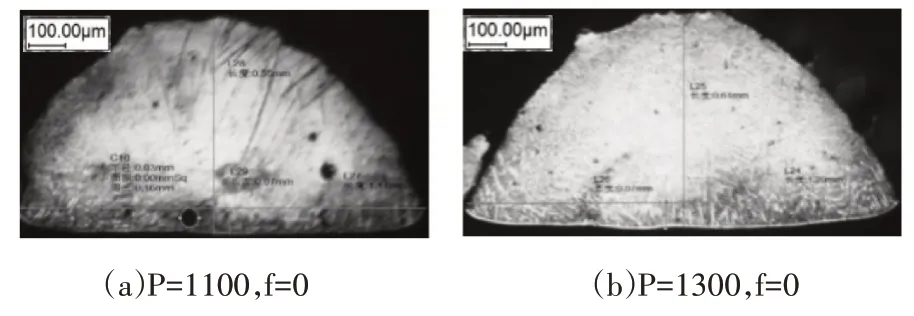

图3 不同激光功率下熔覆层断面形貌Fig.3 Surface Profiles of the Cladding Layer Under Different Laser Powers
(1)熔覆层高度逐渐降低。这主要是因为当送粉量一定时,随着功率P的增加,材料所吸收的热量越来越多,融化程度越来越好,金属流动性增加,材料越来越致密,气孔明显减少变小,从而引起熔覆层高度的降低。
(2)熔池深度增加。保持扫描速度不变,当激光功率变大时,基体吸收的热量也增大,而送粉量固定,从而使得熔池深度增加。
(3)熔覆层宽度增加。随着激光功率的增大熔覆层宽度也不断增大,且接近平缓。这是因为激光功率低,基体吸收的照射能量就低,导致熔池的规模小宽度窄;激光功率高,基材单位面积吸收的能量相对也高,因而熔池表面积变大,粉末下降过程中吸收的能量增加,铺开在熔池表面,近而使得熔覆层宽度增加[10-12]。
当施加30kHZ的超声振动,在激光功率分别为1100W、1300W和1500W(取消P=1600W,因为在没有施加超声振动时,出现了材料焦化的现象,温度过高,整体效果不好,后续均不作研究)时发现:随着激光功率的变大,熔覆层的高度会进一步下降、熔池深度和熔覆层宽度均增加,且在激光功率为1500W时,熔池有进一步往下大幅度增加的趋势。同时,在所有功率对应的熔覆层中,均没有气泡和裂纹产生。
分析原因,主要是因为金属液体可以承受较大的压应力,但在受到拉应力时,易被撕开。当超声在金属液体中传播时,强烈的高频振动使金属液体交替地受到拉压,产生空化作用。
由于超声的空化作用,金属熔融过程中夹杂的气泡会被快速撕碎,从而消除了气泡,使得金属材料层更加致密,从而降低了熔覆层的高度;超声振动时金属液体受热相对均匀,熔池内的热量比无超声振动时相对增加,从而使熔池深度增加,并且避免了较大的温度梯度,减少了裂纹的出现;熔池深度增加的同时随着能量蔓延,熔覆层的宽度亦增加。
综上,未施加超声振动时,如果激光功率变大,熔池深度、宽度也大,熔覆层的高度下降,且气孔明显减少减小。加入超声振动时,以上变化趋势更为明显。
4.3 实验结果分析
在金相显微镜下不同激光功率对应的熔覆层显微组织如图4所示;(a)~(c)可看出:激光功率设定为1100W和1300W时,熔覆层组织多为柱状晶,且尺寸相对较小,当功率增量密度低,金属粉末受热不均且热量小,由粉末传至基板的能量小,透过粉末照射入基板的激光能量密度也较小,因而熔池浅,又由于基板周围具有良好的散热性,所以枝晶在冷却凝固过程中来不能充分长大,形成的枝晶较为细小;随着激光功率的增大,粉末受热均匀且热量较大,因而熔池较深,枝晶生长过程中能充分长大,因此,熔覆层的组织增大转变为胞状晶,最后进一步转变为等轴晶[13-18]。
从图4(d)~(f)可看出:在每个功率值下,施加超声振动以后,熔覆层组织都比未施加超声振动的细密,这主要是因为超声振动在金属凝固过程中使熔液形成空化泡,空化作用产生的高温高压会使初生晶体和的结晶组织受到破坏,打碎熔池内原有的方向性较强的柱状晶,产生了细小的晶核,并被均匀分散到不同部位,使形核率得到提高,从而起到了细化熔覆层组织的作用。

图4 激光功率对熔覆层显微组织的影响Fig.4 Effect of Laser Power on Microstructure of Cladding Layer
从图可看出:无论有无超声,熔覆层和基体结合区均为平面晶,呈现良好的冶金结合。

无超声时,熔覆层底部为方向性较强且粗大的树枝晶,熔覆层中部开始向较小较规则的柱状晶和胞状晶转变,在顶部几乎全部变成了细小且均匀的胞状晶。
在施加30kHz的超声后,熔覆层组织变化较为明显,结合区仍为平面晶,但熔覆层底部已经由粗大的树枝晶和柱状晶变成了较为细小的胞状晶,且相对较为均匀。在中部的晶粒也变得更加细小均匀。这主要是由于超声的空化作用使正在长大的结晶组织受到冲击破碎,打破了柱状组织原有的方向性,形成细小晶核均匀的分散至熔池各个部位。但在熔覆层顶部组织又继续增大,且形状各异,分析原因是因为30KHz的超声频率产生的振幅不足以充分传递顶部,导致顶部组织几乎呈现为无超声振动的样貌,这种情况可通过增加超声频率的方式来改善。
通过SEM观察了结合面处、熔覆层中间和顶部之间的组织差异,进一步分析了在最佳功率值1500W时,超声振动对熔覆层微观组织的影响,如图5所示。
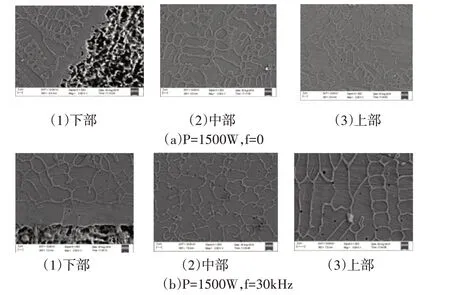
图5 有无超声时SEM下熔覆层显微组织Fig.5 Microstructure of the Cladding Layer Under SEM With or Without Ultrasound
5 结论
通过在不同激光功率下在H13基板上对Ni25金属粉末进行常规的和施加超声振动的激光熔覆可得出以下结论:
(1)激光功率增大,熔覆层表面浮渣相应会减少,金属光泽越来越明显,当P为1500W时达到最佳,当继续增加到1600W时熔覆层出现了过烧,说明激光功率为1500W时最适宜。
(2)随着激光功率的增加,熔覆层高度下降,熔池深度及熔覆层宽度均增加;在同样激光功率下,有超声振动时各个数值的增加量比无超声振动时更大;
(3)随着激光功率的增加,熔覆层组织变得细小均匀,从小功率时粗大的柱状晶转变为细小均匀的胞状晶;在激光功率不变时,同步施加超声振动时的显微组织比无超声振动时更细小,功率同为1500W时,有有超声振动时扫描电镜下熔覆层底部、中部及上部的组织细小及均匀性比无超声振动时更好,且晶界明显减小。