提升FOCKE465型封箱机封条质量的研究
2021-09-18李芯茸可卜文
李芯茸 可卜文
玉溪红塔烟草(集团)有限责任公司 云南玉溪 653101
2020年,随着烟草行业“精益管理、精益制造”的发展路线不断推进。玉溪卷烟厂卷包一车间为全面贯彻“精益管理、精益制造”的发展理念,对于市场反馈的质量问题,提出了多项全新的指标,其中车间希望专项小组至少消除80%封条质量缺陷。
1 问题分析
1.1 现状调查
专项小组对烟箱封条存在的质量缺陷展开调查,调查结果如下表所示:

表1-1 2020年12月7日-11日5#-9#封箱机封条质量缺陷数量调查表(单位:件)
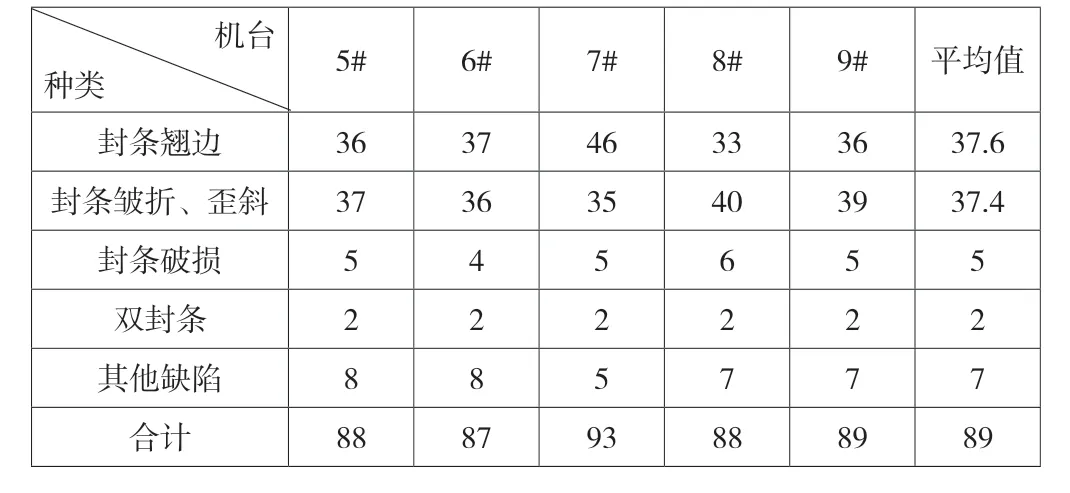
表1-2 2020年12月7日-11日5#-9#封箱机封条质量缺陷种类频次调查表(单位:件)
调查结果表明:封条翘边和封条皱折、歪斜导致的箱封条质量缺陷占比高达84.3%,只需完全消除封条翘边和封条皱折、歪斜就能完成车间对专项小组提出的目标。
1.2 原因分析
(1)张紧弹簧的拉力作用于支架后转换成压轮对烟箱的压力,压轮压力越大箱封条与烟箱粘贴越牢靠,箱封条与烟箱粘紧程度越好。现用弹簧劲度系数为0.2N/mm。
(2)现使用的烟箱封条压轮是空心结构,且材质较硬,在封箱的过程中对箱封条的贴合性差,见图1。

图1 原用空心压轮示意图
(3)在封箱过程中箱封条贴合的时间越充分,箱封条与烟箱贴合越可靠,封箱速度下限需满足4件/分钟的生产要求,保证封箱过程互不干涉的最小时间间隔为9s,烟箱封条长度为0.6m。
最小封箱速度V =N·L/(60s-N·9s)=0.1m/s
N:每分钟封箱数量
L:每个烟箱的封条长度
实测的封箱时间为2.65s。
实际封箱速度V=L/S=0.6m/2.65s≈0.226m/s
L:每个烟箱的封条长度
S:每个烟箱贴封条的时间
封箱速度在≥0.1m/s的情况下可以适当降低,来提高封箱质量。
2 方案设计
改进方法:
(1)弹簧改进。根据弹簧劲度系数公式F=k*(b-a),可得增加弹簧的劲度系数可以增加弹簧在工作时的压力。采用增加弹簧劲度系数的方法来对弹簧进行改进,将弹簧原弹性系数从0.2N/mm增大到0.3N/mm,并进行压轮压力的试验论证[1]。

表2-1 弹簧压力上机试验记录表(单位:N)
增大弹簧劲度系数后,压轮压力增大至11.4N。
(2)压轮改进。对压轮重新进行设计,保持原封条压轮尺寸,将空心结构改变为实行结构,并选用材质较软的聚氨酯(CPU 40A-30A)制作压轮的橡胶圈,并进行模拟试验来检测压轮与封条作用时的贴合性。
论证方法:压轮进行上机试验,测试压轮涂白覆盖率。
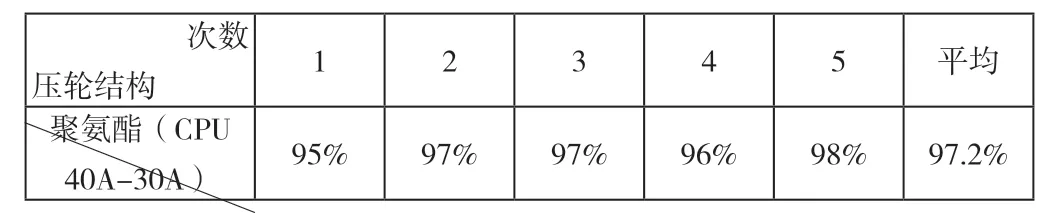
表2-2 压轮覆盖率上机试验记录表(单位:%)
通过降低硬度使压轮达到了良好涂白覆盖效果,小组决定采用聚氨酯(CPU 40A-30A)作为压轮外圈材料。
(3)封箱速度改进。专项小组通过增加被动链轮的齿数,从而增大链传动传动比,实现降速。增加被动链轮的齿数需要的周期短、且费用少、结构简单便于设计,其缺点在于可降低的封箱速度有限。当增大链传动传动比无法满足使用时,视情况选择备选方案更换调速电机或加装齿轮减速箱。
封箱速度及链轮齿数的计算:
现用的被动链轮的齿数为16齿,链传动比为:
i= Z2/Z1=16/24=0.67。
Z2:从动链轮齿数
Z1:主动链轮齿数
根据: D=m*(z+2),(D:链轮齿顶圆直径;m:被动链轮模数为6,z:链轮齿数),计算出链轮尺寸[2]:

表3-1 链轮齿数/尺寸对应表
并且,小组考量空间改造的限制因素,根据链轮齿顶圆直径及各机构间距,当齿数增加至18与20齿时,不会对任何机构产生擦碰;当增加至22齿时就与伸缩活动轴发生擦碰,当增加至24齿时会同时与伸缩活动轴和支撑框架擦碰。
综上所述,小组最终决定采用齿数为20齿的齿轮作为被动链轮,链传动比为:i= Z2/Z1=24/20=0.83,
Z2:从动链轮齿数
Z1:主动链轮齿数
通过原用16齿被动链轮(0.226m/s)的封箱速度可以得出被动链轮齿数与封箱速度的对应关系,即可计算出20齿被动链轮的封箱:
20齿被动链轮封箱速度:V=(16×0.226m/s)/N=0.181m/s
N:链轮齿数
V:封箱速度
通过增加被动链轮的齿数,增大链传动传动比的方案将封箱速度降低至0.181m/s大于最小封箱速度0.1m/s。
3 应用效果
3.1 效果检验
专项小组对8#、9#两台封箱机按照上述方案进行技术改造,并投进行为期4周的对比实验(每周生产6个工作日,4周合计24个工作日),与其余未进行技术改造的5#、6#、7#三台封箱机进行对比,进一步来检验技术改造效果。
箱封条质量技术改造后,于2020年12月21日至2021年1月16日对5#-9#封箱机封条质量缺陷数量进行分类统计,以检验技术改造的实际效果。效果检验数据如下表所示:
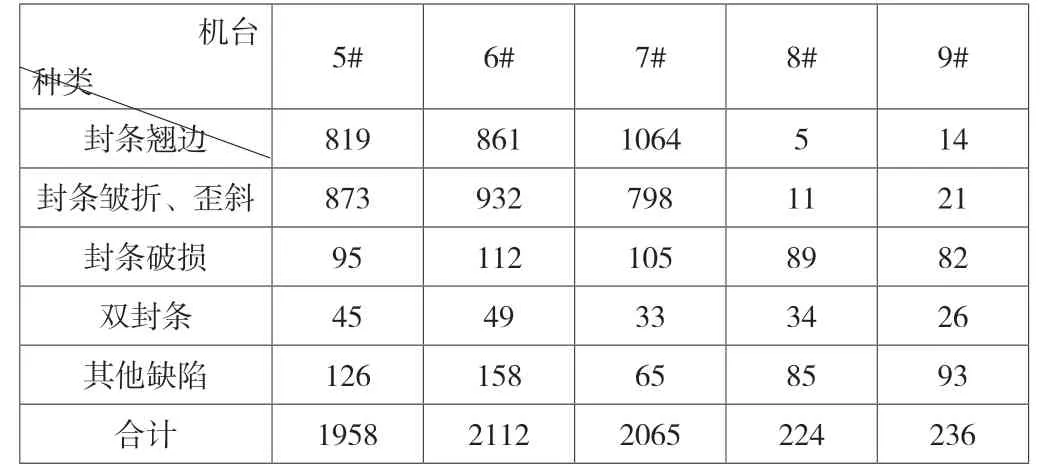
表3-2 封箱机封条质量缺陷种类频次调查表(单位:件)
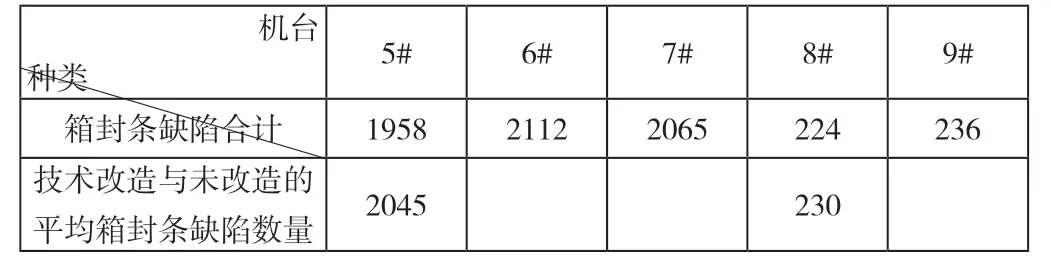
表3-3 技术改造与未改造的平均箱封条缺陷数量统计表(单位:件)
专项小组对封箱机的技术改造完成后,虽然并未完全消除封条翘边、封条皱折、歪斜这两类质量缺陷,但封条翘边、封条皱折、歪斜的缺陷数量大幅降低,其它封条质量缺陷数量也有减少,可以得出:
(1)此次技术改造主要在攻克封条翘边、封条皱折、歪斜这两类质量缺陷上有突出成效。
(2)此次技术改造提高了烟箱在封箱过程中的稳定性,使得其余封条质量缺陷数量也有一定程度的减少。
对比技术改造后的缺陷数量与未改造的缺陷数量,同比减少了88.8%,完成了车间对专项小组提出的至少消除80%封条质量缺陷的技术改造目标。
3.2 应用推广
此次封箱机技术改造方案在8#、9#封箱机上应用后取得了良好的效果,达到了消除80%封条质量缺陷的目标。由于此次技术改造费用低、周期短、实施难度小,专项小组与车间商议后,决定将此次封箱机的技术改造推广到余下的10台套封箱机上,并于2021年2月前完成。
4 结语
综上所述,箱封条压力、封条与纸箱贴合度、封箱速度对封箱效果的影响较为明显。因此,在封箱过程中只要能够有效解决上述3个影响因素中存在的问题,就能达到良好的封箱效果。