基于S7-1200PLC的全自动胶带封箱机控制系统设计
2024-03-25丛帅张宸铭褚学林
丛帅,张宸铭,褚学林
(1.威海海洋职业学院,山东 荣成 264300;2.荣成市第十二中学,山东 荣成 264300)
0 引言
根据中国包装联合会公布的数据,2021年全国瓦楞纸箱产量超过3444.24 万t[1]。随着电商行业的快速发展,越来越多的商家选择使用纸箱包装快递。目前,商家使用比较多的是人工封箱或者使用手动胶带封箱机封箱。人工封箱的缺点是效率低、工作强度大。手动胶带封箱机封箱前,需要根据纸箱的尺寸手动调节夹紧机构的宽度和压紧机构的高度,再摇动手轮带动皮带使纸箱移动完成封箱。对于批量的固定尺寸纸箱封箱来说,只需在开始时调节夹紧机构的宽度和压紧机构的高度即可,但是需要人工持续摇动手轮才能完成封箱,这种情况就会增加工人的劳动强度;对于批量的非固定尺寸纸箱封箱来说,总是需要人工根据纸箱尺寸调节夹紧机构的宽度和压紧机构的高度,再手动驱动导轨完成封箱,这种情况不仅效率低下,也非常耗费人力[2]。
1 控制系统设计思路
为解决以上问题,设计一款全自动胶带封箱机,无需人工操作,控制系统自动调节封箱宽度和高度,从而提高包装效率。该封箱机是在手动胶带封箱机的基础上设计开发一套基于S7-1200PLC的控制系统,通过控制系统控制电动机,驱动胶带封箱机各机构按照封箱要求动作。
系统增加了按钮、光电检测开关、行程开关、PLC和电动机等元件。光电检测开关是一种传感器,用于检测是否有纸箱;行程开关是一种检测开关,用于检测机构或纸箱是否到位;PLC是一种可编程逻辑控制器(Programmable Logic Controller),可以接收按钮、行程开关、光电开关的信号,也可以控制电动机的运行,用于驱动夹紧机构、压紧机构、导轨等机构动作[3]。使胶带封箱机无需动手操作,即可根据纸箱尺寸自动调节夹紧机构的宽度和压紧机构的高度而完成封箱。
全自动胶带封箱机控制思路为按下启动按钮,全自动胶带封箱机初始化,设备进入待机状态。当全自动胶带封箱机入口处光电检测开关未检测到纸箱时,全自动胶带封箱各机构不动作,设备仍处于待机状态。
当把纸箱放到全自动胶带封箱机导轨上时,入口光电检测开关检测到纸箱,PLC接受到有纸箱进入的信号,导轨电动机和夹紧机构上的皮带电动机启动,导轨电动机驱动导轨转动,皮带电动机驱动皮带运行。导轨带动纸箱前进靠近封箱开始光电检测开关,光电开光采集到有纸箱的信号并传送给PLC,PLC控制夹紧机构电动机正转以驱动夹紧机构靠近纸箱和压紧机构电动机正转以驱动压紧装置下压,当夹紧机构接近纸箱时纸箱会触碰到安装在夹紧机构的行程开关,行程开关将信号传给PLC,PLC会控制夹紧机构电动机停止工作;当压紧装置的行程开关碰到纸箱顶部时,行程开关将信号传给PLC,PLC控制压紧机构电动机停止工作。此时夹紧机构上的皮带已经能接触到纸箱侧面,通过皮带带动纸箱前进;压紧机构带着封箱机构到达了适合封箱的位置,纸箱经过胶带封箱机构完成封箱。
封箱结束后,纸箱经过封箱完成光电检测开关,PLC接受到纸箱封箱完成信号,夹紧机构电动机和压紧机构电动机反转,驱动夹紧机构和压紧机构向初始位置运动,当夹紧机构碰到安装在侧臂上的行程开关时,说明夹紧机构到达初始位置,夹紧机构电动机停止工作;压紧机构碰到安装在上臂的行程开关时,说明压紧机构到达初始位置,压紧机构电动机停止工作。夹紧机构和压紧机构都停止工作后,导轨电动机和皮带电动机停止工作。此时全自动胶带封箱处于待机状态,等待下一个纸箱进入。
任意时刻按下停止按钮,全自动胶带封箱机都会停止工作。若无特殊情况,一般是在全自动胶带封箱机处于待机状态时才按下停止按钮。
这样就实现了全自动胶带封箱机根据纸箱的宽度和高度调整夹紧机构的宽度和压紧机构的高度,以适用箱体尺寸而进行封装。控制系统框架如图1所示。
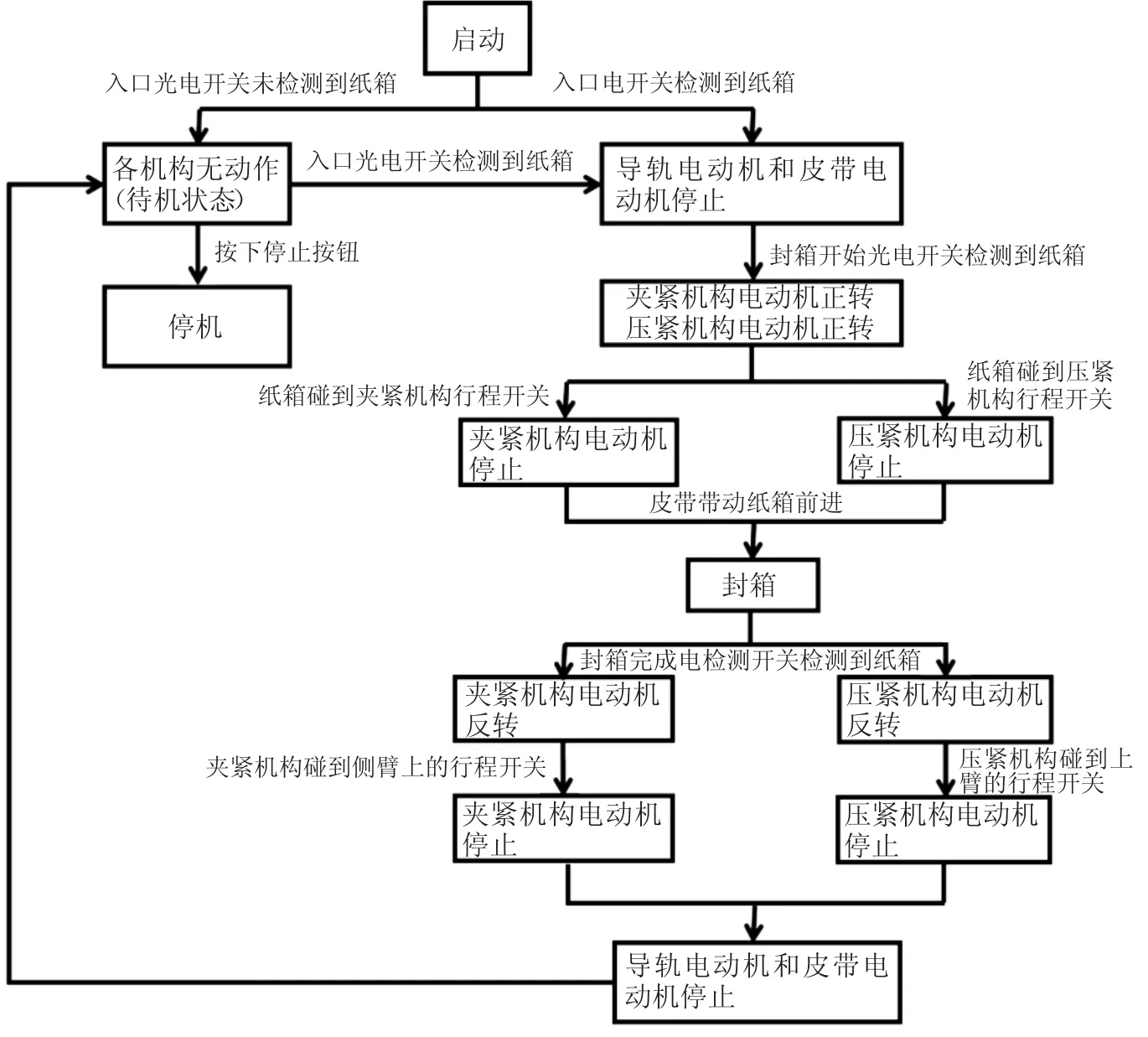
图1 全自动胶带封箱机控制系统框架图
2 控制系统开发流程
根据设计思路需要完成全自动胶带封箱机控制系统硬件选型、输入/输出分配、设计原理图、PLC编程、设备调试以及验证分析等工作[4]。
1)硬件选型。
分析全自动胶带封箱机控制系统设计思路,全自动胶带封箱机控制系统需要增硬件:加2个按钮,分别为启动按钮和停止按钮;3个光电检测开关,分别为入口光电开关、封箱开始光电开关及封箱完成光电开关;4个行程开关,分别为夹紧机构上的行程开关、压紧装置上的行程开关、侧臂上的行程开关以及上臂的行程开关;4台电动机,分别为导轨驱动电动机、夹紧机构电动机、压紧机构电动机、皮带驱动电动机。因为PLC需要有9个数字量输入和6个继电器输出,因此PLC选择西门子S7-1200,型号为CPU1214C AC/DC/Rly;夹紧机构在夹紧过程中,可能会存在因夹紧机构上的行程开关失效导致夹紧机构不能及时停止,为避免这种情况的发生,在夹紧机构电动机正转回路中增加热继电器;同理压紧机构电动机正转回路中也增加热继电器[5]。各硬件详细参数如表1所示。

表1 全自动胶带封箱机控制系统硬件参数
2)输入/输出分配。
根据全自动胶带封箱机控制系统设计思路和硬件选型,可以确定启动按钮SB1、停止按钮SB2、入口光电开关SQ1、封箱开始光电开关SQ2、夹紧机构上的行程开关SQ3、压紧装置上的行程开关SQ4、封箱完成光电开关SQ5、侧臂上的行程开关SQ6、上臂的行程开关SQ7应接PLC的输入端;导轨驱动电动机运行、夹紧机构电动机正转、压紧机构电动机正转、皮带驱动电动机运行、夹紧机构电动机反转、压紧机构电动机反转是由PLC输出信号控制接触器来间接控制。全自动胶带封箱机控制系统输入/输出分配表如表2所示。

表2 全自动胶带封箱机控制系统I/O分配表
3)设计原理图并安装接线。
根据全自动胶带封箱机控制系统输入/输出分配表,在E-plan软件中完成PLC的接线原理图设计,如图2所示,其中左侧为PLC的供电电源和输入端接线,右侧为PLC的输出端接线。按照全自动胶带封箱机控制系统PLC的接线原理图完成硬件的安装和接线。
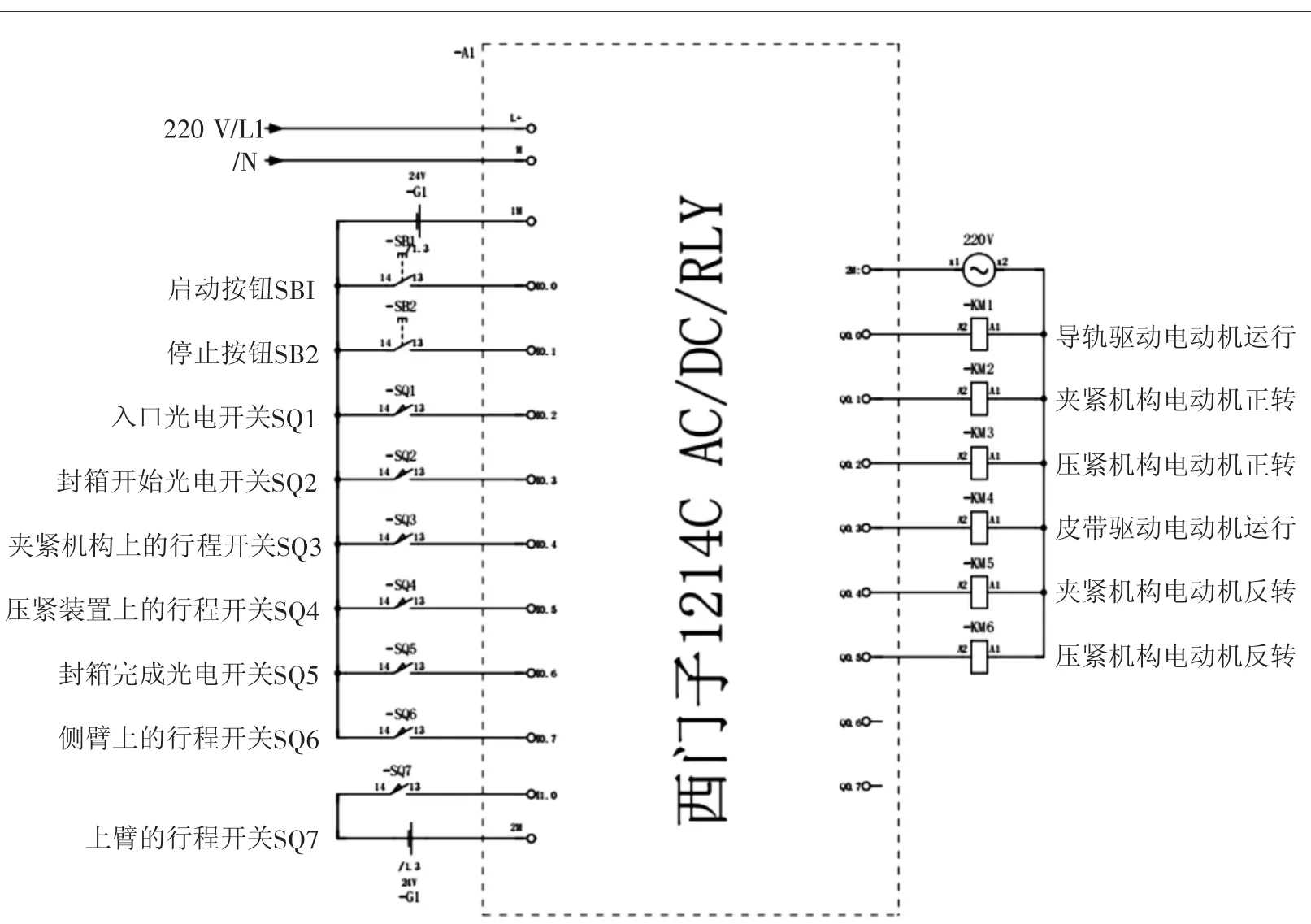
图2 全自动胶带封箱机控制系统PLC接线原理图
4)PLC编程。
根据全自动胶带封箱机的设计思路和I/O分配过程为:a.启动并初始化。按下启动按钮,导轨电动机和皮带电动机停止,夹紧机构电动机和压紧机构电动机反转,返回初始位置停止,全自动胶带封箱机处于待机状态。b.封箱过程。入口光电检测开关检测到纸箱,导轨电动机和夹紧机构上的皮带电动机启动,导轨带动纸箱前进靠近封箱开始光电检测开关,夹紧机构电动机正转驱动夹紧机构靠近纸箱和压紧机构电动机正转驱动压紧装置下压,当夹紧机构接近纸箱时纸箱会触碰到安装在夹紧机构的行程开关,夹紧机构电动机停止工作,当压紧装置的行程开关碰到纸箱顶部时,压紧机构电动机停止工作。夹紧机构上的皮带带动纸箱前进,压紧机构带着封箱机构到达了适合封箱的位置,纸箱经过胶带封箱机构完成封箱。封箱结束后,夹紧机构电动机和压紧机构电动机反转,驱动夹紧机构和压紧机构返回初始位置,夹紧机构和压紧机构都停止工作后,导轨电动机和皮带电动机停止工作。此时全自动胶带封箱处于待机状态,等待下一个纸箱进入。c.停机。任意时刻按下停止按钮,全自动胶带封箱机都会停止工作。若无特殊情况,一般是在全自动胶带封箱机处于待机状态时才按下停止按钮。PLC程序如图3所示。

图3 全自动胶带封箱机PLC程序
5)设备调试及验证分析。
将编写好的程序下载到PLC中,并完成设备调试。通过对比全自动胶带封箱机、手动胶带封箱机、人工分别封50个纸箱所用时间验证设备性能。为了更好地模拟纸箱尺寸多变的情景,50个纸箱共有5种尺寸,每种尺寸有10个纸箱,封箱顺序为随机排列,并进行6次实验取平均值,数据如表3所示。
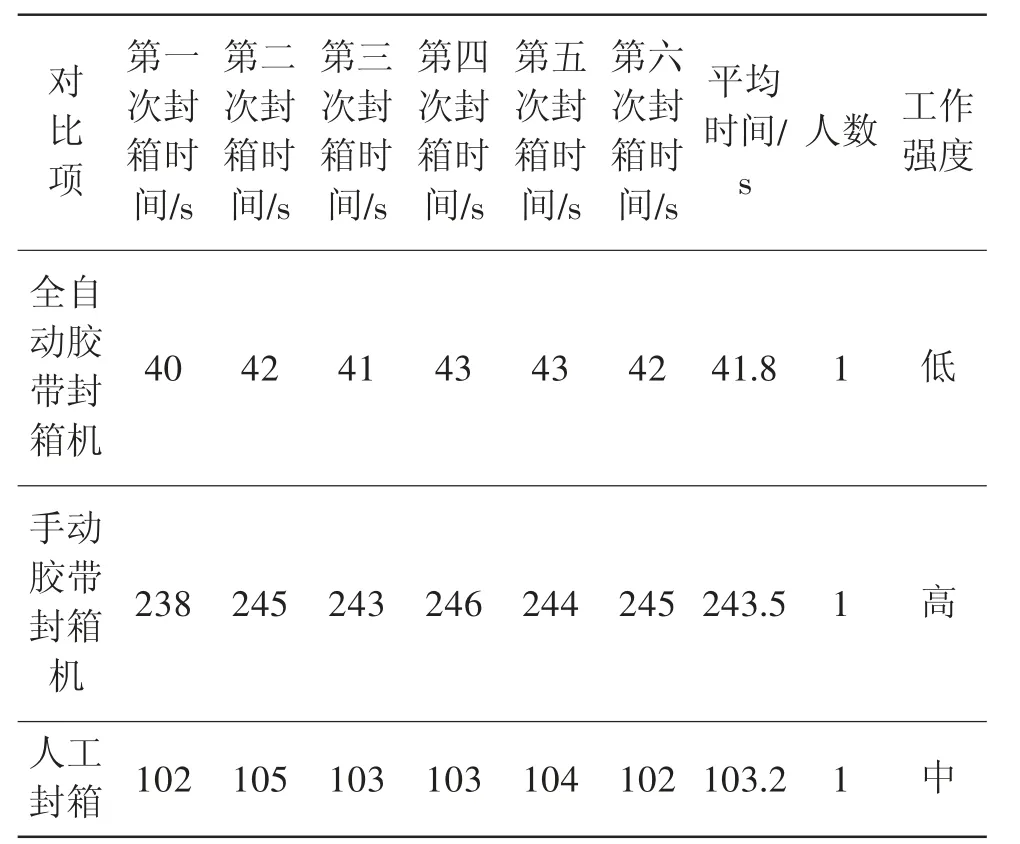
表3 全自动胶带封箱机、手动胶带封箱机、人工封箱时间对比
对比实验数据,全自动胶带封箱机封箱时间为0.836 s/个,手动胶带封箱机封箱时间为4.87 s/个,人工封箱时间为2.064 s/个。
手动胶带封箱机之所以用时最长、工作强度最高的原因是:纸箱尺寸的变化导致每次封箱前都需要手动调整夹紧机构和压紧机构位置,再手动驱动导轨完成封箱,大大降低了工作效率、增大了工作强度。手动胶带封箱机封箱更适合用于尺寸固定的纸箱封箱,只需要在一开始手动调整夹紧机构和压紧机构位置即可。因此,全自动胶带封箱机则更适用于尺寸多变的纸箱封箱。
3 结语
目前,纸箱封箱工作普遍采用人工封箱或使用手动胶带封箱机封箱。但是其封箱效率低、人工成本高的缺点明显。针对此问题,在手动胶带封箱机的基础上增加一套基于S7-1200PLC的控制系统,使胶带封箱机能够根据纸箱的大小调节夹紧机构宽度和压紧机构高度,实现对不同尺寸纸箱的快速封箱。通过生产验证,对于尺寸多变的纸箱封箱,该全自动胶带封箱机的工作效率高于人工封箱或使用手动胶带封箱机封箱,并且大大降低了工人劳动强度。