航天先进结构复合材料及制造技术研究进展
2021-09-18赵云峰潘玲英
赵云峰 潘玲英
(1 航天材料及工艺研究所,北京 100076)
(2 功能性碳纤维复合材料国家工程实验室,北京 100076)
(3 树脂基结构复合材料技术应用创新中心,北京 100076)
(4 中国航天科技集团有限公司复合材料成形与加工工艺技术中心,北京 100076)
文 摘 随着航天装备的发展,对轻质的树脂基结构复合材料技术提出了新的发展需求,推动了结构复合材料及其制造技术的新发展。本文重点从结构复合材料材料体系、制造方法及应用等方面介绍了近年来国内外航天先进结构复合材料研究与应用新进展,并结合航天飞行器发展需求,对未来航天结构复合材料研究与应用发展方向进行了探讨。
0 引言
树脂基结构复合材料因其具有高的比强度、比模量、可设计性强、尺寸稳定性好等优点,而逐渐替代金属结构用于航天装备的主结构,实现结构减重,提高燃料的利用率和有效载荷的质量[1−4]。目前,树脂基结构复合材料的应用比例已成为衡量航天装备先进性的重要标志之一。随着航天装备的发展,结构复合材料已在导弹、运载火箭、天地往返运输系统、卫星等领域广泛应用[1−7],有效支撑了航天重大装备的研制与发展。随着航天运载器性能的提升和复合材料应用比例的提高,其对复合材料的承载性、工艺性、稳定性等提出了更高的要求,带动了航天树脂基复合材料技术及其制造技术的进步。本文将重点介绍近年来航天树脂基结构复合材料研究与应用方面的最新进展,并对未来航天结构复合材料及其制造技术的发展进行展望。
1 航天先进结构复合材料体系研究进展
1.1 国外碳纤维增强树脂基复合材料体系
1.1.1 高性能环氧树脂基复合材料
随着碳纤维和高性能环氧树脂基复合材料技术的发展,为满足航天装备的发展需求,新的高性能环氧树脂基复合材料体系不断涌现。自20世纪70年代发展至今,已经形成了T300级、T700级、T800级、T1000级和T1100级高强碳纤维以及M40、M55J、M60J高模碳纤维增强的系列树脂基结构复合材料,其中应用最为广泛的环氧树脂体系也由早期脆性较大的体系发展为韧性树脂体系,由其制得的复合材料抗冲击性能由200 MPa以下提高到300 MPa以上。近些年来,为了提高竞争力以及满足更高性能复合材料对碳纤维的需求,国外相继推出更高强度高模量的碳纤维,如日本东丽的T1100和M40X、赫式的IM10和HM50,三菱的MR70,东邦的XMS32等。与此同时,开发了与新型纤维匹配的环氧树脂体系,复合材料性能也得到了大幅提升。例如,高性能3960树脂与T1100G纤维制得的复合材料,其拉伸性能与前一代产品相比提升了30%[8];IM10增强M91复合材料的拉伸强度和IM7/M21相比增加了20%以上,CAI和开孔拉伸强度均提高20%左右[9],见表1。在树脂研发过程中涌现出了新的制备技术,例如日本东丽公司采用NANOALLOY®纳米尺度共混技术(图1),开发了新型高强高模树脂基体(牌号2574#)[10],大幅提升了复合材料压缩强度和弯曲强度。此外,针对轻质低温复合材料贮箱的应用需求,国外近些年还重点开展了超低温环氧复合材料方面的相关研究[11−15],通过多轮次的材料−原理样件−低温考核迭代验证,积累了大量的复合材料超低温下力学性能数据,已解决液氧相容性、液氢抗渗漏性等关键技术,并通过了液氢液氧贮箱原理样机真实介质测试。例如,美国波音公司采用自动铺放、超薄预浸料等技术制备了Φ5.5 m的低温复合材料贮箱,通过了地面试验验证,如图2所示[14]。美国Space X公布的Φ12 m的碳纤维复合材料液氧贮箱,于2016年11月在海洋驳船上顺利完成了三分之二爆破压力的考核试验,成为迄今为止报道中直径最大的低温复合材料压力容器[15]。
式中,Ixx为车体的侧滚转动惯量;Y,Z分别为车体质心的横向与垂向位移;Cy为二系横向减震器的阻尼;h为车体质心距空簧上表面的垂向高度;Ky为空气弹簧的横向刚度;Kθ为抗侧滚扭杆的抗侧滚刚度;g为重力加速度。

表1 国内外新一代碳纤维增强环氧复合材料性能Tab.1 Properties of carbon fiber reinforce epoxy composites
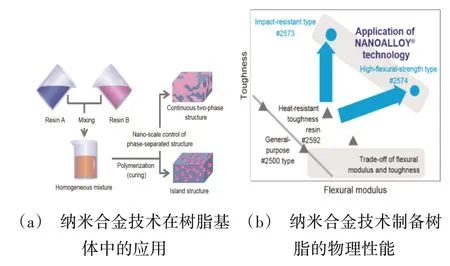
图1 Toray最新研发的2574#高模量树脂Fig.1 2574#resin with high−flexural−strength

图2 Ф5.5 m复合材料低温贮箱Fig.2 Cryogenic composite tank with diameter of 5.5 m
1.1.2 高性能双马树脂基复合材料
双马树脂基复合材料是为满足高速飞行器对轻质高温结构复合材料的应用需求而发展起来的。目前国外已经开发出多种商品化的共聚改性双马来酰亚胺树脂,比如美国Narmco 公司研制开发的5250 树脂,其复合材料具有优良的耐湿热、耐高温的性能。其中IM7/5250复合材料已在X−37B空天飞行器机身蒙皮、梁以及X−33 空天飞行器机翼面板蒙皮和箱间段等耐高温部件使用,并成功通过飞行试验。此外,针对低温贮箱应用的可行性,还对IM7/5250−4 复合材料的低温防渗漏性能进行了表征[14,16]。美国Cytec公司并购Narmco 公司以后,又开发出5260 树脂,其复合材料CAI值为345 MPa,最高使用温度达177 ℃。Cytec公司还开发了连续工作温度达250 ℃的5270双马树脂复合材料[17]。Hexcel F652 双马树脂在潮湿环境中长时间工作温度为232 ℃,干态使用温度可达316 ℃[18],上述商品化的双马树脂已经达到二烯丙基双酚A 改性双马树脂体系的极限使用温度。为了进一步提高材料的耐热性,美国NASA在双马树脂里面引入硅氮烷或硅碳烷,通过在高温使用过程中硅烷的陶瓷化来改善双马树脂基复合材料的耐温性能,并指出该材料有望应用于树脂基和陶瓷基复合材料的中间过渡层[19−20]。
下面举例对(N,m)维修模型系统进行说明,图1所示系统中包含M=2个相同的运行单元,每个运行单元由p=1个MC和n=2个AC组成,当收到某个MC的维修请求或收到m=3个AC的维修请求后对系统进行维修。
此外,针对液氢液氧复合材料贮箱应用需求,航天材料及工艺研究联合国内相关优势单位,开展了超低温复合材料体系的研究,突破了低温抗微裂纹树脂设计、树脂体系的液氧相容性、超薄预浸料制备等一系列关键技术,成功研制出了国内首件Φ3.35 m的低温复合材料贮箱,如图3所示。
重点发展多尺度强韧化、环氧树脂协同增刚增强及界面匹配、碳纤维复合材料压拉比调控机制、低温复合材料的液氧冲击敏感性和低温防渗漏特性、高温复合材料高温条件下材料失效机制等基础理论研究,为新一代结构复合材料体系的开发及应用提供技术基础。
1.2 国内碳纤维增强树脂基复合材料体系
1.2.1 高性能环氧树脂基复合材料
国内航天环氧树脂结构复合材料研制起步较晚,经过30 多年的发展,已取得了明显的进步,树脂整体性能提高,树脂种类日渐丰富,形成了与T300、T700 级碳纤维匹配的环氧树脂复合材料体系,并在运载火箭等航天装备上得到广泛应用。环氧树脂也由第一代发展到与T800级碳纤维匹配的第三代韧性环氧树脂[26],由其制得的T800 碳纤维增强复合材料的拉伸强度和模量分别为2 700 和150 MPa,冲击后压缩强度≥300 MPa,达到国外同类材料性能水平,目前处于批量制备与工程应用验证阶段。近年来,针对航天结构对复合材料提出的高抗压需求,航天材料及工艺研究所率先开展了第三代先进环氧树脂基结构复合材料研究,牵引碳纤维研制单位开发出了新一代高强高模碳纤维TG40X。同时为了进一步提高复合材料的拉压比,基于反内增塑效应和纳米二氧化硅增刚增韧方法,研制出了高强高模树脂603HM 树脂,模量由传统的3.5 提升到6.0 GPa。采用TG40X 和603HM 制得的复合材料性能如表1所示,材料压缩强度从传统复合材料的1 500 MPa 提高到2 100 MPa,压拉比从0.50 提升到0.75,开启了航天环氧树脂基复合材料的新篇章。
随着高温树脂基复合材料的发展,20世纪70年代至今,国外先后开发了第一代到第四代耐300~500 ℃系列化聚酰亚胺复合材料体系[21−23],并形成了商品化的预浸料产品,如Renegade Materials 公司的RM−1100,AFR−PE−4 以及日本东丽的RS51,TC890等,为其扩大应用提供了材料基础。近几年来,在耐316 ℃PMR−15 和耐371 ℃PMR−Ⅱ为代表的第二代聚酰亚胺复合材料工程推广应用的基础上,国外重点发展了有机无机杂化聚酰亚胺树脂及其复合材料的研究[24−25]。研究发现,将含硅单体引入到分子结构中,可以显著改善树脂的工艺性,降低熔体黏度,同时提升其热氧化稳定性。GREGORY 等人[24]采用多面体聚倍半硅氧烷(POSS 结构)单体替代毒性的MDA单体,在改善工艺性的同时,还显著改善了树脂的耐湿热性,同时可有效阻止高温老化裂纹的产生。同时,POSS 结构聚酰亚胺在高温条件下表层形成了无机二氧化硅保护层,可隔绝氧气的进一步侵蚀,从而提高材料热氧化稳定性。同样采用相似的原理,美国的Performance Polymer Solution 公司推出了含硅的P2SI 900HT 树脂,该树脂的Tg高达489 ℃,其在700 ℃暴露1 min 后,仍具有一定的承载性能,成为第四代聚酰亚胺树脂的典型代表。随后Tencate 公司采用该树脂开发了TC890 预浸料,实现了该材料体系的商品化。

图3 Φ3.35 m低温复合材料贮箱Fig.3 Cryogenic composite tank with diameter of 3.35 m
1.2.2 高性能双马树脂基复合材料
针对高速长时飞行的航天装备对轻质耐高温复合材料的应用需求,国内开展了双马树脂为代表的高温树脂及其复合材料的研制。航天材料及工艺研究所开发了GW−300 和803 双马树脂体系,最高耐温等级达到300 ℃,其中803 树脂是第一代航天用耐高温双马树脂,该双马树脂体系工艺性良好,适用于热熔预浸料工艺,解决了双马树脂体系热熔法预浸料制备与室温铺覆性差的难题。近年来,针对航天装备承力结构的复杂性和成型工艺要求,对803耐高温双马树脂进行了工艺性和耐热性升级,升级后的802耐高温双马树脂能够实现流动可控,满足初始加压要求,采用该树脂制备的不同结构形式的产品可实现同时进罐固化,制备的产品不但内部质量良好,而且大幅降低了制造成本,实现了航天高温结构复合材料制品的批量稳定制备。此外,针对航天短时高耐温的应用需求,航天材料及工艺所还率先开展耐280 ℃双马树脂及复合材料的研制,开发了Tg高达378 ℃的新型双马树脂,由其制备的复合材料280 ℃强度保持率在50%以上,模量保持率在80%以上。
3、安装到位,门窗框、扇无变形,开启灵活,关闭严密。门窗框与洞口边缘连接紧密、抹灰平整,窗台表面处理平整。
1.2.3 高性能聚酰亚胺树脂基复合材料
谷老板见可蔓竟敢这样在日本兵面前放肆,不由又惊又急,忙上前挡住她,笑着对鬼子军官说,小姑娘的不懂事,太君不要生气。
在聚酰亚胺树脂方面,经过多年积累取得了长足的进步,从最初对国外技术的跟踪模仿,目前已跨入自主创新研发阶段,已开发出了系列化的耐300~500 ℃不同耐温等级的树脂,并成功应用在各型航天装备上[27]。其中石英纤维增强的聚酰亚胺复合材料因其优异的介电性能,且在宽温域、宽频带范围介电性能极其稳定,在北斗卫星、新一代运载火箭以及武器系统等得到了广泛的应用;同时碳纤维增强的聚酰亚胺复合材料也在舵翼类的结构产品上得到了推广应用。近些年,针对工艺性和耐温性协同问题,航天材料及工艺研究所开发了第三代耐420 ℃聚酰亚胺树脂及复合材料体系[28],Tg高达455 ℃,复合材料在420 ℃下弯曲强度保持率≥60%,弯曲模量保持率≥90%,层间剪切强度保持率≥60%,热压罐成型聚酰亚胺复合材料的孔隙率低于1%,实现了工艺性和耐热性的协同。在此研究基础上,创新提出了有机无机杂化的分子设计思路,成功研制出了第四代耐500 ℃聚酰亚胺树脂及复合材料研究,该体系Tg大于550 ℃,且500 ℃弯曲强度保持率≥55%,弯曲模量保持率≥85%,并采用热压罐成型了翼舵类产品,通过了500 ℃静热联合试验考核,满足设计指标要求,该体系综合性能优于国外的P2SI 900HT体系,说明我国航天聚酰亚胺复合材料技术达到了国际先进水平。
2 航天先进结构复合材料制造技术研究进展
2.1 国外先进结构复合材料制造技术
2.1.1 液体成型技术
1.1.3 高性能聚酰亚胺树脂基复合材料
液体成型作为一个低成本高效率的成型工艺,在航天领域得到了广泛应用。近年来,美国和俄罗斯也针对性地发展了耐高温的液体成型用树脂体系,如双马树脂、聚酰亚胺树脂和邻苯二甲腈树脂等[29−34]。目前双马树脂已实现成熟商品化应用(如Cytec 公司的5250−4RTM 树脂),邻苯二甲腈树脂由于其优异工艺性和耐温性也获得快速发展。美国Maverick 公司已完成了RTM 成型邻苯二甲腈树脂(MVK−3)的工业化生产[30−31],俄罗斯ITECMA公司也开发出了液体成型用的邻苯二甲腈树脂,使用温度范围涵盖350~500 ℃。此外,美国GKN 公司、雷神公司等利用邻苯二甲腈树脂通过RTM 工艺制备了发动机零部件、导弹头锥等产品,实现该体系的成功应用[32]。在液体成型聚酰亚胺树脂方面,研制出了PETI−298,PETI−330,PETI−375 等系列化的苯乙炔苯酐封端的树脂体系[32−33],研究工作主要集中在提高耐温等级、降低熔体黏度、拓宽灌注工艺窗口等。近期瑞典Swerea SICOMP AB 将乙炔基双邻苯二甲酸酐(EBPA)引入苯乙炔基封端聚酰亚胺树脂中,制备了交联密度更高的RTM 树脂NEXIMID MHT−R。该树脂的最低熔体黏度小于0.6 Pa∙s,具有较宽的加工窗口,经过370 ℃固化后Tg为370 ℃,经过400 ℃以上温度后固化处理后Tg最高可达466 ℃[34],在改善树脂工艺性的同时,耐温性也得到了大幅的提升。
2.1.2 自动化成型技术
经过多年的发展,航天结构复合材料体系逐渐完善,性能不断提升,在航天装备上的应用比例和范围不断提高和拓展。随着航天装备轻量化发展以及关键材料自主可控的应用需求,航天结构复合材料也呈现出多维化的发展态势,在提高性能的同时,追求低成本化及全面国产化和多功能化,制造技术也向着自动化、数字化及智能化方向发展。

图4 低温复合材料贮箱缠绕成型过程Fig.4 Winding process of cryogenic composite tank
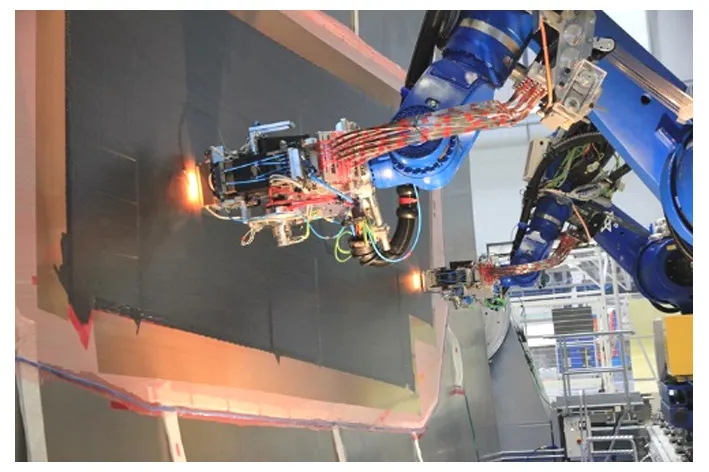
图5 多机器人铺放Fig.5 Multi−robot automatic placement
2.1.3 复合材料加工及其结构装配技术
(1)加强复合材料基础理论研究
在这个“入乎其内”和“出乎其外”的过程里,读书人的主体角色值得认真思考,他不是一个被动的接受者,更不是游谈无根的夸夸其谈者,虚心涵泳,然后“博学、审问、慎思、明辨而躬践之”。读书的过程,是读书人在所读之书与现实之间进行不断对话和诠释的过程,读书人“入乎其内”,体会原书的精神,吸收书的营养,同时要能“出乎其外”,用之于天下国家,在这过程里,读书人自己的狭隘生命体验得到了扩充,即孟子所谓“养浩然之气”。同时,为改变现实,又必须对书进行创造性诠释和转化,使自己当下的生命和文化灌注到古书之中,使古书具有了生机活力,成为改造现实、规划未来的参考。
2.2 国内先进结构复合材料制造技术
2.2.1 液体成型技术
国内航天结构复合材料在低成本液体成型技术方面,开发的液体成型环氧树脂和双马树脂已经在电缆罩、热防护板、帽形件等航天构件上成熟应用。针对高速飞行器的研制需求,近几年来重点开展了耐高温RTM 成型用树脂体系。航天材料及工艺研究所与中科院化学所联合开展了邻苯二甲腈树脂及其RTM 成型工艺研究,采用液体成型工艺研制出了耐400 ℃的邻苯二甲腈复合材料构件,实现了工程应用。在耐高温聚酰亚胺树脂方面,重点开展了树脂工艺性改进方面的工作,研制出了具有较低灌注温度(210 ℃)、Tg为355 °C 超低黏度树脂体系,灌注工艺窗口大于2 h[42]。目前正在开展Tg大于400 ℃,灌注温度小于280 ℃的新型更高耐温的材料体系,以适应航天装备发展的新需求。
2.2.2 自动化成型技术
国内复合材料自动化成型技术发展较晚,应用研究基础条件薄弱,制造工艺落后,而树脂基复合材料复杂结构自动化成型技术尚处于应用初步阶段,尚未形成树脂基复合材料自动化成型技术体系。在自动缠绕成型技术方面,航天材料及工艺研究所和西安航天复合材料研究所较早开展了缠绕工艺研究和工程应用。“十一五”期间,航天材料及工艺研究所开展了筒形回转体结构自动化缠绕技术研究工作,采用挂销钉的非测地线缠绕成型工艺,实现了柱形舱段矩形和三角形网格的自动化缠绕,如图6所示。“十三五”期间,网格缠绕技术实现了三角网格舱段干法缠绕成型,并在型号产品上应用。同时,在实现常规复合材料气瓶批量稳定生产的基础上,低温复合材料气瓶制造技术初步突破,研制了56/130 L气瓶样件,并通过了初步的性能评价。在自动铺放技术方面,航天材料及工艺研究所联合南京航空航天大学在国内率先开展自动铺带、铺丝技术研究,研制了铺带、铺丝原理样机、工程样机多台,并实现了自动铺带技术在筒段结构上的规模应用[43]。近年来,航天材料及工艺研究所先后突破了双向快切铺带、面对称形面铺丝、交织铺放和网格铺放等新技术,且交织铺放和网格铺放技术为国内首创[44−45],如图7所示。

图6 交织铺放过程Fig.6 AFP processing of crossing intersection ply laminate
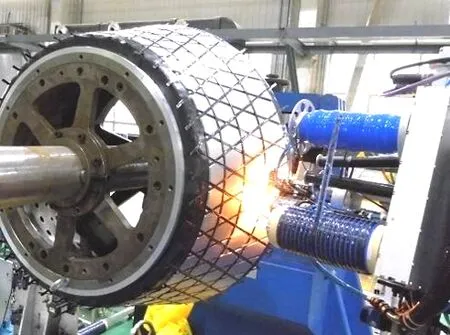
图7 网格铺放过程Fig.7 AFP processing of grid
2.2.3 复合材料加工及其结构装配技术
国内航空航天领域在数字化、自动化、柔性化等方面通过引进和创新,在先进加工、装配技术方面已初步形成了一定的基础和较为完善的发展思路。国内航天企业因承担国防基础装备研制和开发,无法与美国等西方发达国家开展技术合作和设备引进,只能走自主研发的道路。复合材料加工方面,针对不同材料体系、结构特点基本形成了较为完善加工工艺体系,也引进了部分先进的特种加工工艺技术,如芳纶纤维复合材料以及石英纤维聚酰亚胺复合材料低损伤加工技术等,实现了复合材料结构的高效高精度加工[46−47]。但是在先进加工工艺方法、加工效能提升、刀具系列化、基础加工工艺研究等方面还需进一步开展研究和应用工作。复合材料部段装配经过几十年的发展,经历了从人工装配、半机械/半自动化装配、自动化装配的发展历程。目前在“中国制造2025”等大背景下,国内航空航天复合材料研制单位进行了大量的数字化、自动化、柔性化装配技术研究,特别针对飞机等复合材料舱段、部段结构,开发了自动钻铆、可重构的模块化定位、先进的测量及反馈等技术,如图8所示,减少了操作人员数目,提高制孔质量,减少结构应力,大大提高了复合材料结构整体性能,提升了装配质量和效率[39−40]。
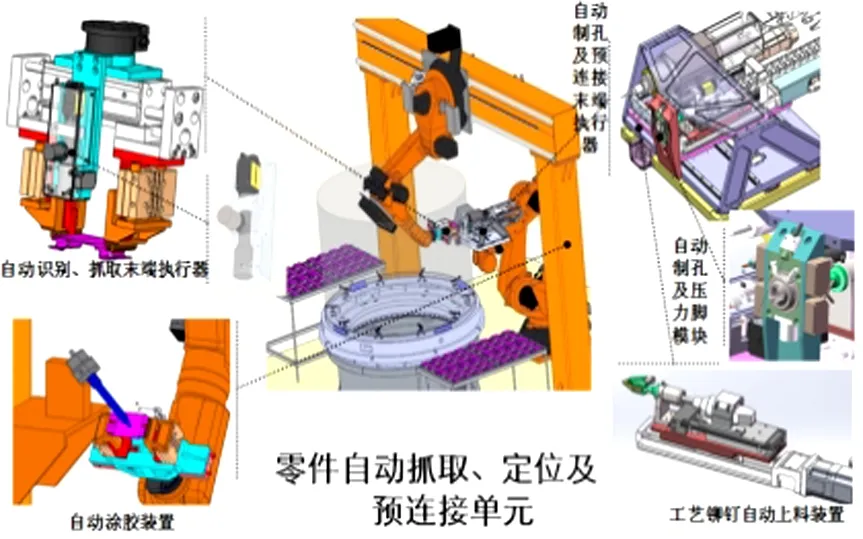
图8 自动钻铆工艺示意图Fig.8 Process of automatic drilling−riveting
3 航天结构复合材料发展展望
在发展液体成型为代表的低成本制造技术的同时,国外还着重开展了以自动缠绕和铺放为代表的自动化成型技术。自动缠绕工艺在发动机壳体、网格舱段结构以及压力容器等构件上广泛应用。近年国外研发热点之一的低温复合材料气瓶和小型低温复合材料贮箱也采用缠绕成型技术。美国知名军火、火箭及空间站制造商ATK 公司采用缠绕工艺制备了Φ3.66 m×9.5m Castor300 碳纤维低温燃料贮箱,并进行了验证测试[35],如图4所示。目前缠绕成型的低温复合材料气瓶及小型低温贮箱已在猎鹰9和电子号等火箭上应用,表明国外缠绕技术又有新的发展。在自动铺放技术方面,美国ATK 和法国宇航公司已采用该技术开发研制出复合材料整流罩、仪器舱段及导弹发射筒等构件,如图5所示。在蒙皮类构件自动铺放技术的基础上,国外还进行网格结构、桁条结构等特种结构的自动铺放技术研究,且加拿大ISOGRID 公司已完成网格结构特种铺放设备的研制[36],并应用于复合材料构件制备,已供给国外航天领域用于型号研制,技术基本成熟。同时,基于低成本高效制备技术的发展需求,国外还发展了干纱铺放+树脂灌注非热压罐成型、多机器人铺放、多窄带并铺技术等自动铺放工艺方法[37−38]。
随着复合材料应用水平和范围的不断扩大,对复合材料及其构件的性能要求也不断提高,传统复合材料加工装配工艺方法及模式已难以满足新材料以及未来高性能、短周期的制造要求;复合材料部段结构的复杂化、异形化、集成化、系列化、模块化特点也使传统的装配方式必须进行改进以满足新产品的研制需求。目前国外发达国家军工企业依托先进的数控设备,大力开展数字化加工技术的应用研究,数控设备的普及率达到80%以上,数控设备利用率达到60%~80%。随着复合材料结构的大量应用,数字化加工装配技术也逐渐占据了主导地位。国外军用民用飞机装配过程中,采用了大量的自动化、数字化的装备及技术,柔性化、模块化、智能化的制造思想也逐步融入其中,特别是飞机壁板类部段的自动钻铆、部段间的柔性化对接等技术较为广泛和成熟,已从由单台数控自动化设备向由自动化装配工装、模块化加工单元、数字化定位和检测系统、复杂多轴数控系统和离线编程与仿真软件等组成的自动化装配系统发展[39−41]。近些年国外随着新型传感技术、网络技术、自动化技术、人工智能技术等先进技术的发展,制造业生产方式也在发生着变革,以数字化为基础的智能制造模式应运而生。国外发达国家在现有数字化、自动化生产线基础上,将大数据采集及分析、工业物联网建设、工业机器人及其先进制造设备、信息安全、仿真制造等进行高度集成,提升制造业数字化、自动化、智能化水平。
在“展开技术比拼”议程中,教师引导学生从多个维度对比种子繁殖和嫁接繁殖的利弊,让学生体悟到结合生产实际需要,能够趋利避害地选择恰当的繁殖方式,甚至将两种繁殖方式进行有机的结合——在不同的繁殖阶段采用不同的繁殖方式,都是适应社会发展和技术进步的体现。在该部分教学活动中,学生通过自主对比学习,结合生产实际需要和社会发展趋势,能够树立采用合理的繁殖方式加以推广应用的观点,不仅仅实现了对学生科学探究能力的培养,更是有效激发了学生的社会责任。这一举多得的设计与核心素养创设的总体框架相吻合。
通过以上现象不难推出,轨枕在脱模过程中由于两端不同步脱出致使一端轨枕挡肩被卡在模具里,而另一端已经脱出,从而由于轨枕自重等因素将轨枕拉裂。
(2)发展新型前沿材料技术
已故女画家孙多慈女士是吴健雄一辈子的闺蜜,孙多慈比吴健雄小一岁。她们相识于中央大学,那时她们一个读艺术系,一个在物理系。孙多慈回忆当年青春逼人的吴健雄简直是魅力四射、男女通吃:“远在民国20年即1931年,我们同在南京中央大学读书,那时的健雄是一个娇小玲珑、活泼矫健的女孩子。她是江苏太仓人,一双神采奕奕的眸子,灵巧的嘴唇,短发,平鞋,朴素大方但剪裁合身的短旗袍。在两百左右的女同学中她显得那样地突出,当然她也是一般男孩子的追求目标。不仅男孩子,女孩子竟也有人为她神魂颠倒呢。”
不同温度环境下,随着温度的升高,对鸡群的休息行为产生的影响较大。通常鸡在休息时,坐姿姿势需要消耗的能量较少。当温度升高到26 ℃和30 ℃后,由于鸡坐姿休息的百分比明显下降,导致鸡休息行为紊乱,导致休息质量下降,不利于鸡群健康生长。此外,保持鸡群体温恒定是提高鸡生产效率的前提,本次试验发现,26 ℃环境下,鸡体核温度变化幅度较小,随着温度升高,体核温度呈现升高趋势。同时,上下丘脑刺激会影响各个激素的分泌,温度升高后,会显著影响热休克蛋白的浓度,最终导致鸡出现热应激现象,显著影响鸡群的正常生长。上述多方面的影响因素作用,会使肉鸡的生产性能呈现下降趋势。
重点研发第三代先进结构复合材料、超结构复合材料、耐液氢液氧复合材料、碳纤维蜂窝及夹层复合材料、结构/防热一体化梯度复合材料等新型材料体系,逐步实现航天复合材料由“跟踪仿制”到“自主创新”的转变。
(3)推动关键材料应用
重点开展第二代先进结构复合材料、耐高温结构复合材料、结构透波一体化复合材料等关键材料的工程化应用技术研究,进一步拓宽结构复合材料的应用领域。
(4)发展高效工艺及数字化机加装配技术
重点开发复杂结构件的RTM 成型、自动铺丝/铺带、3D 打印、高效低损伤加工、数字化装配、成型−机加−装配数字化集成制造等制造技术,推动航天复合材料制造技术低成本、自动化、数字化的发展进程。
(5)完善质量提升技术
通过对某快递公司在该项业务上所消耗的人员成本情况进行定量分析,发现快递公司是通过投入大量的运力资源,来达到保证即时配送准时送达率的目的。所以,在保证服务时效的同时降低人员成本,从而提高快递公司在该项业务上的收益,是快递公司当前所亟待解决的问题。因此,在满足配送时间窗的条件下,针对快递公司现存问题提出以配送员每次配送的收入最大为目标函数,借此来降低运力的数量,降低人员成本的支出,从而达到提高快递公司收益的目的。假定(1)配送员的配送速度v均为同一定值;(2)配送员每次的配送量不能大于最高要求;(3)配送员每次的配送量不能小于最低要求;(4)配送员在取货点取货所消耗的时间均忽略不计。
重点开展预浸料铺覆工艺性能评价体系完善及其性能提升、结构复合材料及大型构件缺陷产生机制及控制方法、结构选材优化等研究,进一步提升结构复合材料及工艺质量控制水平。
