异型烟全自动包装系统设计
2021-09-17郑丰茂苏浩业
张 都 郑丰茂 苏浩业
(广东省东莞市烟草专卖局(公司)物流配送中心,广东 东莞 523078)
随着经济水平的不断发展,日益增长的物质文化需求不断提高,个性化需求和高品质生活追求也日趋多样化,卷烟作为日常消费品的主力品种也不断跟上时代潮流,销售种类和高端烟的数量持续上升,异型烟的销量增长尤为突出。随着卷烟数量种类的不断增长,导致原来标准化程度非常高的分拣模式跟不上发展的要求,烟草商业物流工艺设备特别是异型烟分拣设备需要不断创新来适应新的发展[1~2]。近年来,行业中很多企业对异型烟自动码垛包装技术的研发投入均有所加大,并且取得了一些的成绩,如沈阳新松公司开发了一种蜘蛛形机械手用于异型烟码垛,机械手末端搭配吸盘机构来抓取条烟,分拣速度可达2 600条/h。胡敏[3]在异型烟码垛机器手上应用视觉系统,并采用自由码垛算法,分拣速率可达1 800条/h 。杨旭东等人[4]采用了机器人和人机交互技术,结合伺服控制和PLC控制等研发了一套全自动异型烟码垛及包装流水线。管忠等人[5]采用共线分拣的思路提出一套细支烟和标准烟的共线合单智能化包装系统,实现了标准烟和细支烟组合堆垛和共线分拣。
该文针对某地物流配送中心异型烟包装效率低、条烟差错多和用工成本高等问题,结合实际业务需求和品牌发展需求,提出一种高效、稳定、可靠的全自动包装系统,包装效率可达4 800 条/h以上。
1 异型烟全自动包装系统
1.1 混合码垛设计
混合码垛设计由叠层设备和链式拨烟装置组成,单次码垛的最多层数为5层,每层最多为5条,堆垛形状要求规则整齐,叠层设备最大层数为4层,每层最多5条。链式拨烟机构拨烟动作频次要求小于1 s/次,不论条烟的规格尺寸,一次性最多可拨打4条,设计效率须满足6 000 条/h,包装系统要设置有效防护装置及条烟保护光电,避免造成人员意外伤害和条烟损坏,操作界面采用触摸屏,操作简单便捷,维护方便,具备灵活的扩展性,设备故障率小于1%,包装差错率小于0.1‰,损烟率小于0.1‰。
1.2 码垛及包装工艺流程
码垛包装系统由输送装置、链式拨烟装置、平板升降机构、叠层设备、链板输送机、直推机构和包装机构等组成,如图1所示。其中输送装置由输送皮带和机架组成,通过继电器控制电机启动和停止,在输送带尾端设置移动挡板和5个光电开关(检测条烟到位)。链式拨烟装置由伺服电机、链条和拨杆等组成,伺服电机由伺服驱动器控制为拨烟装置提供动力,采用接近开关控制和判断拨杆停留位置。平板升降机构主要由机架、平板、升降滑轨和水平滑轨等组成,平板的伸出和退回、上升和下降均由伺服电机提供动力,通过链传动来实现。叠层设备采用条烟自动叠层设备,主要由叠层片、侧推机构和直推机构组成。链板输送机主要由机架和18格链板组成。裹膜包装设备主要由送膜装置、封切装置、皮带输送装置和热收缩炉等组成。包装工艺流程如图2所示。
图1 包装系统组成
图2 包装工艺流程
2 自动包装系统硬件选型
根据上述全自动包装系统的设计要求和工艺流程,该文设计开发了一种基于PLC、工控机和触摸屏的自动包装系统,其硬件的总体结构如图3所示。
图3 硬件的总体结构
该自动包装系统硬件设备主要由PLC、工控机、触摸屏、变频器、信号输入/输出模块(包括数字量和模拟量)、电机、继电器和伺服驱动器等组成。上位设备包括触摸屏和工控机,触摸屏用于人机交互界面,包括设置包装参数和误差参数、手动操控设备、提示报警信息和监控条烟堆叠实时情况等;工控机用于下载客户订单信息、实时显示包装信息和查询历史订单信息等。二者相结合令自动包装系统功能完善、操作简便。下位设备包括PLC、变频器及伺服驱动器等,PLC既接收触摸屏和工控机发出的信号,变频器、伺服驱动器反馈的信号和各传感器的信号,又向变频器和伺服驱动器发出相关动作指令,向继电器发出相关控制指令。
2.1 上位设备选型
上位设备的选型类别较多,各类设备的兼容性也不一致。在监控成本和实际应用需求的同时,还要考虑设备的可靠性和稳定性,同时还要兼顾操作方便和实时监控需求。综合考虑下触摸屏选择的型号为威纶通TK6071IP,该屏通信采用以太网或者RS232/RS485,机身存储容量为128 MFLASH + 64M DRAM,处理器为32位400 MHz RISC,处理速度较快;工控机使用联想PC-20181007RKBP,其处理器采用Inter Core i3,其CPU为7100,4G运行内存。两款设备均具备较高的可靠性和可操作性,采购成本和可替代性也较强,性能均可满足工作要求。
2.2 下位设备选型
根据自动包装系统的工艺流程,对PLC进行模块化设计,主要组成为CPU模块和信号输入/输出模块,并预留了扩展可能性,若后期对系统进行扩展,只需增加相应功能模块。为确保系统稳定运行,同时兼顾成本,要求选用处理速度高的CPU,并且设备日均可连续运转超过12h,不然将严重影响物流中心异型烟分拣任务的完成,因此要求系统的PLC具备较高的可靠性和稳定性[6],最终通过综合考虑选择了西门子的S7-200 smart系列PLC,这是一款模块化、紧凑型的PLC,具有性能强、运行快、体积小和通信功能强等特点。
3 自动包装系统软件设计
异型烟全自动包装系统在软件设计上不仅要求能够实现对系统各动作机构的控制,而且能够对各设备运行情况进行实时监控,并具备异常报警功能和保护人员安全功能,同时可提供便捷的人机交互体验。
3.1 PLC控制流程
参考包装工艺流程编写系统的PLC控制流程,如图4所示。首先工控机下载客户订单数据,接着将待包装数据发送给PLC,包装启动之后,输送线皮带运转,PLC向挡板伺服电机发送信号,挡板移动到规定位置挡住条烟移动;当细支条烟到位时,叠层向上转动依次堆叠条烟,堆叠完成后由侧推将烟跺推出;检测到侧推到位时,直推机构将烟跺推送至链板输送机;检测到直推退回到位时,链板输送机转动将烟跺输送至平板升降机构工位;检测到平板升高到位、伸出到位,并且异型条烟到位时,链式拨烟机构将条烟拨至平板上;检测到拨杆到位时,PLC收到信号后控制伺服驱动器使平板下降,到位后平板退回零位,异型烟落在细支烟跺上进行合流;检测到平板到位时,链板输送机转动,将烟跺移动到直推机构工位;检测到链板到位时,直推动作将烟跺推送至裹膜包装装置,完成后续包装工序。
图4 PLC控制流程
3.2 触摸屏和工控机软件设计
上位机软件通常是操作人员进行人机交互的主界面,主要以文字或图形的形式实时反映整个自动包装系统的运行情况,方便采集、保存和查询相关的数据信息,保障数据的可读性和安全性。并且操作人员可通过点击软件程序里的控制按钮来对各设备进行控制。
触摸屏主要用于设备运行状况的监控、订单包装数据的手动申请、数据清除、设备的手动操作、设备故障显示、设备启停等。触摸屏包括4个界面,分别为叠层操作界面,手自动转换、手动操作、包装数据实时显示。工控机的主要功能是下载客户订单数据、客户订单查询、客户订单信息实时显示和实时码垛数据等,具体功能如图5所示。
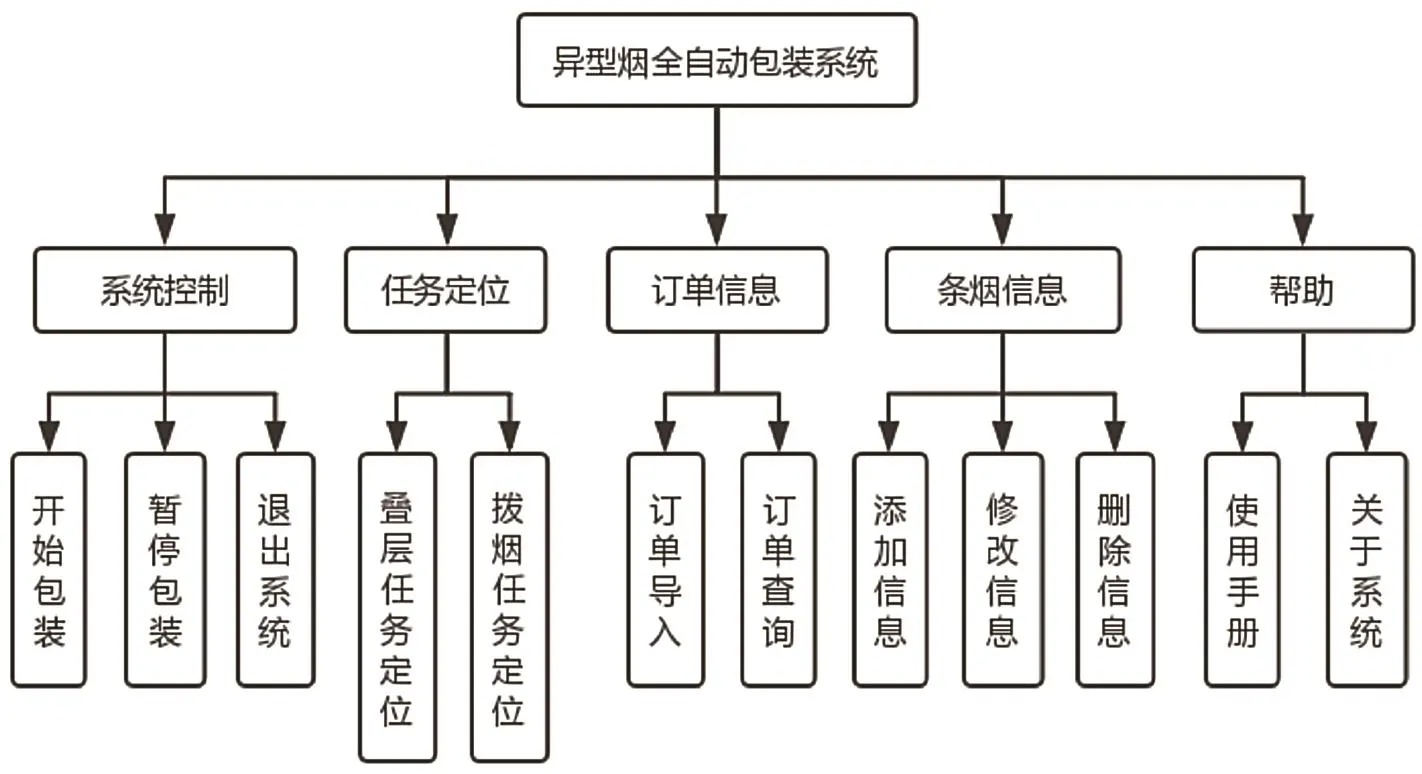
图5 工控机软件功能
4 系统运行测试
为验证实际效果,在包装系统安装后,进行了设备全手动操作,订单信息实时更新,报警功能等现场测试。统计测试结果表明,该包装控制系统包装差错率≤0.005%,损烟率≤0.005%,设备故障率≤0.5%。具有良好的可靠性和稳定性,符合工业应用需求。包装效率峰值为6 000 条/h。满足物流配送中心的实际需求。
5 结语
从某市物流配送中心实际问题出发,分析出当前异型烟包装效率的不足之处和实际的分拣需求,根据自动包装系统的设计要求和工艺流程,该文基于PLC、触摸屏和工控机设计一种异型烟全自动包装系统,重点论述了该系统的结构原理和工艺流程。该系统实现了某市物流配送中心从异型烟手工分拣到自动包装的跨越,大大提高了异型烟分拣效率,解决了人工成本高和条烟差错率高等问题,具有良好的稳定性和可靠性,同时也为同行业异型烟分拣包装提供参考。
