减小数控火焰切割热变形的方法
2021-09-16刘俊权
刘俊权
(1.中国建筑第二工程局有限公司华南分公司,广东 深圳 518045;2.中建二局阳光智造有限公司,广东 河源 517000)
1 概述
公司在构件的生产加工过程中常用的切割设备有数控火焰切割机和数控等离子切割机。数控切割的效率高,割缝质量好,尺寸精度高,相比手工下料,仿形切割优势明显。
火焰切割是利用可燃气体所放出的热量来切割金属的一种气体火焰加工方法。利用气体火焰的能量将割件预热到一定温度后,喷出高速切割氧流,使其燃烧,由高速氧气流吹掉,从而形成切口。由于切割厚度大,精度高,切割成本较低,火焰切割被广泛应用于建筑,桥梁,船舶等行业。但是由于火焰切割的热影响区较大,因此切割变形的问题经常出现,造成零件尺寸出现偏差,无法装配,影响构件质量,甚至直接报废的情况。
2 变形的分析
2.1 钢板本身的变形
在吊装及运输过程中由于操作不当会造成钢板变形,这个类变形不属于数控切割变形,也比较容易处理和控制,只需要通过校平机校平即可。
2.2 切割过程中热变形
使用数控切割机进行切割时,钢板在切割过程中受到不均匀的加热或者冷却,材料内部的应力使被切割件发生了不同程度的弯曲或者移位,也就是割热变形。在切割长宽比较大的零件时热变形尤为严重。由于材料的热膨胀和收缩还会发生位移,数控切割机是计算机控制,工件的外形尺寸已输入到程序中,所在切割位置的坐标定位不会因为钢板变形相应改变,因而造成了切割后的零件尺寸与原尺寸有误差。但是切割热变形并不是不可控,我们可以通过一些方法将热变形降至最低,满足零件的尺寸要求。
3 减小切割变形型的措施
3.1 切割工艺参数的选择
3.1.1 火焰切割机气体压力,切割速度如表1所示,不同的钢板厚度选用不同的割嘴,气压及切割速度
1)根据不同的板厚选取合适的气体压力,切割氧压力太高,不但造成浪费,而且在接近顶部切割件都会产生有规则的沟槽。切割氧压力太低,切割面有较厚的鳞皮融入,难以清除。乙炔压力过高将形成过热,接近顶部的切割面形成较大的槽;乙炔压力过低则难以保证切割的顺利进行。
2)切割速度直接影响切割过程的稳定性和切割断面的质量,强制调高切割速度会使切割断面质量变差,反而不能提高生产效率。切割速度不能过快,也不能过慢,过快会使切割断面质量变差,出现凹陷和挂渣,甚至是切割中断。过慢会产生过多的热量,出现切口上边缘融化塌边,下边缘产生圆角,同时切割断面下半部分出现水冲状的深沟凹坑等,增加热变形。(见表1)
表1 割嘴切割性能及基本参数表
割嘴号 切割氧孔径mm切割厚度mm切割速度mm/min气体压力Mpa 气体消耗量氧气 丙烷 氧气m3/h 丙烷L/h 00 0.8 5-10 600-450 0.2-0.3 >0.03 0.9-1.3 340 0 1.0 10-20 480-380 0.2-0.3 >0.03 1.3-1.8 340 1 1.2 20-30 400-320 0.25-0.35 >0.03 2.5-3 470 2 1.4 30-50 350-280 0.25-0.35 >0.03 3-4 470 3 1.6 50-70 300-240 0.3-0.4 >0.04 4.5-6 620 4 1.8 70-90 260-200 0.3-0.4 >0.04 5.5-7 620 5 2.0 90-120 210-170 0.4-0.6 >0.04 8.5-10.5 620 6 2.4 120-160 180-140 0.5-0.8 >0.05 12-15 780 7 2.8 160-200 150-110 0.6-0.9 >0.05 21-24.5 1000 8 3.2 200-270 120-90 0.6-1.0 >0.05 26.5-32 1000 9 3.6 270-350 90-60 0.7-1.1 >0.05 40-46 1300 10 4.0 350-400 70-50 0.7-1.2 >0.05 49-58 1600
3.1.2 割嘴的选择
根据气体种类和板厚选择割嘴。数控切割机的割嘴一般分为乙炔割嘴和丙烷割嘴(适用于煤气、液化石油气、丙烷)。
乙炔割嘴:燃烧速度快、燃烧值高,尤其适合厚度在200mm以上的钢板。乙炔割嘴一般是一体式的,出气孔一般是呈环形排列。
丙烷割嘴:燃烧速度与燃烧值较乙炔均低一些,适合厚度10-200mm的钢板切割。丙烷割嘴一般是分体式的,出气孔一般呈梅花型排列。由于丙烷的燃烧热值低,所以丙烷割嘴的快风出口都缩进一点,以集中火焰,提高加热的温度,弥补燃烧值低的不足。
另外,选购割嘴时,还要根据所需要切割的板材的厚度,选择合适的割嘴型号。
3.1.3 切割用气体的选择
切割氧纯度的影响。氧气纯度对零件的热变形也有影响,在氧气纯度为97.5%~99.5%的范围内,氧气纯度每降低1%,切割一米长的割缝,气割时间将增加10%~15%,预热火焰释放能量也将增加10%~15%,从而增加了零件的热变形。所以我们要求切割氧的纯度在98.5%以上。
可燃气体的影响。可燃气体有乙炔,丙烷,天然气等。在氧气中燃烧火焰温度和热量分布上乙炔优势明显,这都是有利于降低变形的。另外气在纯氧中燃烧产生的温度约为2500℃,为了弥补这一缺憾在天然气中加入增效剂,可将温度提升到3300℃左右。同时天然气更经济,更安全,燃烧时无污染。因此天然气也是比较好的选择。
3.2 切割过程中的控制
3.2.1 切割顺序的控制
合理的切割顺序是控制切割变形的有效措施。切割顺序是指对钢板上若干大小套嵌的套排零件依次进行切割的顺序。一般应遵循“先内后外,先小后大”的原则。先内后外,即有内轮廓的零件先切内轮廓,内轮廓中有嵌套零件的先切内轮廓中的嵌套零件。如图2所示,先切割1号零件,再切割内轮廓圆,最后切割外轮廓。先小后大,即先切割零件尺寸较小的,再切割尺寸比它大的零件,尺寸小的零件产生的热量少,可降低变形量。(见图1)

图1 正确的切割方向
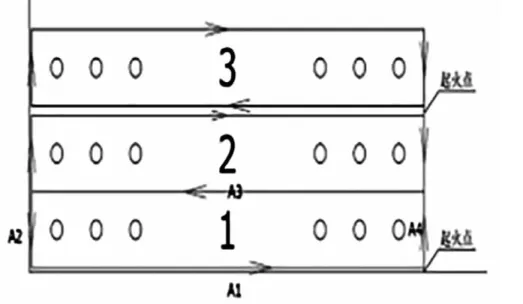
图2 错误的切割方向
3.2.2 引入线的控制(起火点)
正常情况下,最理想的起火点在钢板边缘(钢板边缘的零件),已割零件的割缝中间(钢板内部的零件)。距离太大会增加钢板穿孔,增加预热时间,导致热变形的增加,同时还降低割嘴寿命和生产效率。距离太小则会割坏零件本身。如图1和图2所示,1号零件引入线放在钢板边缘,3号零件引入线放在2号和3号之间的位置。
3.2.3 切割方向的控制
切割件一直受母材的牵制可有效降低切割件的变形,在切割方向上应尽可能的保证最后一条切割边与母材大部分脱离,如果过早的与母材大部分分离,则周边的边角框不足以抵抗切割过程中出现的热变形应力,造成切割件在切割过程中移位,出现尺寸偏差。1号零件的切割方向是A4-A3-A2-A1,那么在切割了A4-A3-A2时,1号零件已经和母材分离了,受不到母材的牵制就很容易发生偏移,尺寸就会出现偏差。正确的切割方向A1-A2-A3-A4,B1-B2-B3(1号零件和2号零件共边)。
3.3 易变形零件的控制
长宽比较大的细长条零件在切割过程中极易变形,采用常规的方法切割时经常会出现上拱和旁弯的情况,操作稍不注意就会碰到割嘴,影响切割的顺利进行,并容易造成熄火或撞弯、撞断割炬等事故。根据零件的种类,有两种解决办法。
零件为规则的矩形零件。建议使用直条机切割,多个割嘴同时切割,各个割嘴的火焰强度基本一致,零件长度方向同时受热且切割速度均匀一致,因此可以有效的控制热变形带来的旁弯现象。
零件为不规则的异形零件。可采用留割的方法,即人为将割边留几段15-30mm的桥不切割,使之与母材通过桥相连,以牵制冷缩,上拱和位移,
4 结语
由于火焰数控切割机的切割方式,从本质上是无法完全杜绝切割受热变形的问题,但是只要我们在切割的工艺参数上稍加修整,那么就可以将热变形的影响降到最低。控制热变形的方式不仅仅只有以上几种,还有共边切割和零件桥接等方法,都可以降低切割中的热变形。我们要根据热变形的不均匀性,了解其变形规律,制定出相应的防变形措施,大限度的降低切割热变形,保证切割零件的精度。
