热风微波复合加热就地热再生施工工序及控制要点
2021-09-15王贵张陈燕铎
王贵 张陈 燕铎

摘 要:本文以江苏省连徐高速就地热再生施工为例,从热再生加热温度,铣刨,新沥青混合料的添加量,新旧混合料的拌和、摊铺、接缝、压实、标线和恢复开放交通等几个方面,对沥青路面就地热再生施工工序及控制要点进行阐述。
关键词:沥青路面;就地热再生;施工工序控制
中图分类号:U415.6 文献标识码:A
0 引言
2020年公路建设与养护技术、材料及装备交通运输行业研发中心为了解决单一传统加热方式加热路面时温度梯度大、传统单层铣刨加热速度慢、可施工厚度薄、作业效率低等难题,推出了热风微波复合加热就地热再生机组,并在连徐高速等路面预防性养护中广泛应用,截止2020年9月,已完成50万平方米的施工,经过跟踪监测,总结出了一套行之有效的热风微波复合加热就地热再生施工工序及控制要点。
1 热风微波复合加热就地热再生施工工艺介绍
3台热风加热机将旧路面加热软化,加热后路表温度可控制在190℃~210℃;1台加热铣刨机脉冲喷洒再生剂,保证再生剂均匀覆盖整幅路面,随后进行铣刨;铣刨后的料垄经1台微波加热机进行微波加热,料垄可均匀提温15℃~20℃;精确配比的新料通过1台复拌机料斗添加至铣刨料垄上,添料过程中料门传感器控制开度,且刮板输料速度与车速形成联动控制,添料精度高;最后经摊铺、压实的一次成型合格的沥青路面。
2 热风微波复合加热就地热再生施工工序
2.1 准备工作
根据《公路养护安全作业规程》(JTGH30-2015),《道路交通标志和标线》(GB5768.4-2017)规定,设置交通管制的标志标牌。
2.2 起点、终点预处理
就地热再生施工前,需对再生施工段落起点及终点进行预处理,处理宽度与再生宽度相同,处理深度为面层厚度,长度一般3 m~4 m,再生施工时用新沥青混合料铺筑。
起点、终点均先对处理范围进行加热,以便于对接缝进行快速处理。
人工采用切割机液压镐进行切缝凿除,保持接缝顺直。
2.3 路面加热温度、铣刨控制
(1)温度控制。施工时环境温度要求高于15℃,雨后路面需晾干后方可进行就地热再生施工,原路面必须充分加热,不得因加热温度不足造成铣刨时集料破损,影响再生质量,也不得因加热温度过高造成沥青老化。
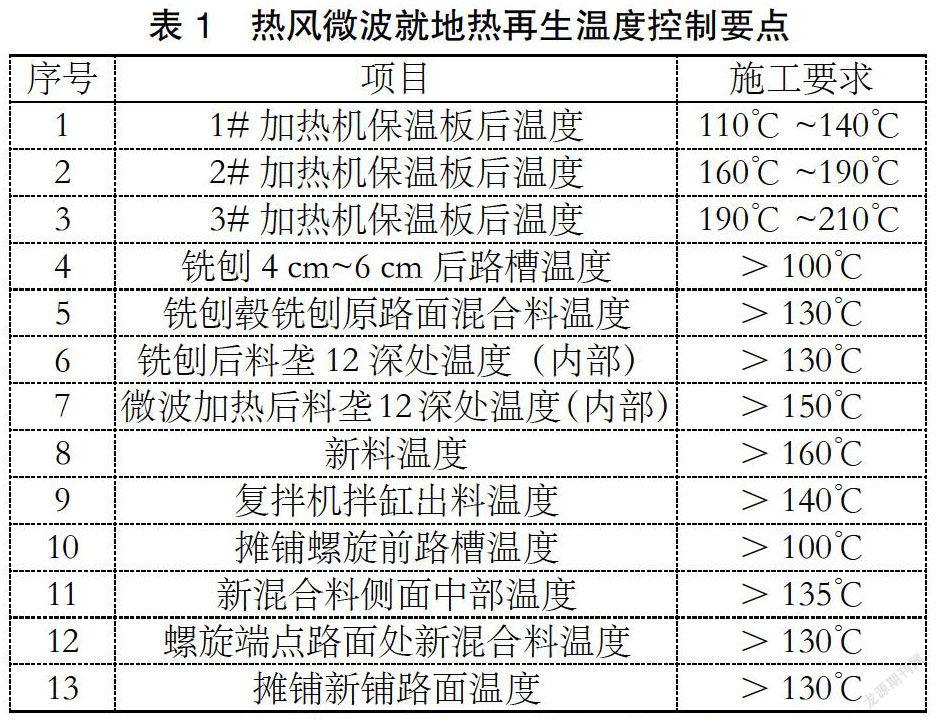
加热采用4台加热机进行,1#、2#、3#为热风加热机,4#为加热铣刨机,就地热再生机组各设备间距为0.5 m~1 m,加热机的加热墙四周设保温板,对加热后的路面进行覆盖,减少温度散失,加热机行进速度控制在3 m/min~4 m/min。就地热再生具体温度控制要求如下表1所示。
(2)路槽铣刨控制。为了保持铣刨纵向接缝顺直,应采用找平仪控制铣刨平整度。加强下承面温度检测, 铣刨4 cm~6 cm后路槽温度应高于100℃,保证层间黏结。施工中对路面铣刨深度进行核验测量,发现偏离设计时立即进行调整。
(3)外剂添加量控制。为了提高就地热再生混合料的路用性能,路面再生过程中通过计算机控制的自动化计量控制系统将再生剂脉冲均匀喷洒到路表。施工前需进行喷洒量标定,确保添加量准确。
2.4 新沥青混合料运输
運输釆用15吨以上自卸车且必须有保温层,装料前车厢应清扫干净,车厢底板与侧板抹油水混合液(1:3)以防混合料粘结车厢但不得有余液积聚。根据工程量配备足够的运输车辆,保证就地热再生施工的连续性。
装料车装料后应用保温性良好的油布覆盖(用双层油布加盖棉被)并固定牢固,以防雨、保温、防污染。
2.5 施工添加量及新旧混合料的拌和控制
(1)添加量。新沥青混合料添加量根据路面病害检测后设计的配比参数进行标定,并通过与复拌机前进速度关联的计算机控制系统,将新料添加到铣刨后的料垄上。
(2)新旧混合料的拌和。添加的新沥青混合料和RAP再生料一起由提料装置提升至拌锅进行强制拌合。添加新沥青混合料的数量要准确,新旧混合料拌和速度均匀,施工中加强观察,保证新旧沥青混合料拌和的均匀性。
(3)再生混合料温度控制。到场新添加沥青混合料要及时摊铺,确保新添混合料温度;及时调整主机各加热控制点功率,保证新旧混合料拌和后温度大于135℃;摊铺温度不低于130℃。
2.6 摊铺
摊铺时摊铺机需缓慢、均匀、连续不间断的摊铺,摊铺以原路面为基准面,混合料松铺系数根据试验段结果执行。
摊铺机与就地热再生机组行进速度一致,控制在3 m/min
~4 m/min;摊铺过程中不得随意变换速度,避免中途停车,采用两侧纵坡仪控制摊铺机找平。
摊铺过程中应加强接縫的控制,确保新老路面平顺连接,接缝时要铲除残留在路面的集料,接缝处应适当用细料填充。
2.7 接缝
就地热再生应高度重视新老路面的结合的平顺,确保车辆行经此处时无颠簸、跳车感。因此纵、横缝必须做到平整、密实、粘结良好、无高差、无离析。
接缝施工要求如下:
(1)横缝摊铺后及时量测摊铺厚度,如偏离设计值,及时采用人工处理,确保接头平顺;
(2)碾压接缝时根据现场情况可适当采用振动压实。
2.8 压实
SMA-13的碾压按初压、复压、终压进行,最终碾压方式及遍数根据试验段总结数据确定;
碾压应遵循紧跟、慢压、高频、低幅的原则进行。混合料摊铺后在尽可能高温状态下开始碾压,碾压段的长度控制在20 m~40 m;同时也要防止过度碾压,破坏骨架内部结构;
碾压应以慢而均匀的速度进行,碾压轮迹重叠1/3~1/2碾压轮宽度,碾压中不得急刹车;
初压应紧跟摊铺机进行,但不得出现推移、发裂等现象;接缝出现局部蜂窝、离析及时用细料填补复压;
复压后立即进行终压,采用双钢轮压路机静压2遍,至无明显轮迹印。
针对不同的结构层,压路机的碾压温度、碾压组合、碾压速度、碾压方式等,如下表2所示。
2.9 标线恢复
本次维修工程中标线采用热熔型,表面均匀洒布玻璃珠,严格按照设计施工。标线必须宽度一致,间隔相等,边缘等齐,线形规则,线条流畅。
(1)技术要求:
1)标线涂层厚度均匀,无起泡、开裂、发黏、脱落等现象;
2)标线的端线与边线应垂直,误差不大于±5°,其他特殊标线,其角度与设计值误差不大于±3°;
3)标线涂层厚度1.6+0.2 m,按4 kg/m2用量控制;
4)标线表面撒玻璃微珠,应分布均匀,含量为0.3 kg/m2
~0.34 kg/m2。
(2)热熔反光标线施工工序控制如下:
1)放样:按设计文件进行计测,每次水线长度不低于200 m,保证整体顺直;
2)路面清扫:路面上的灰尘、泥沙和水清除;
3)涂洒底漆:为提高涂料的粘结力,施工中采用下涂剂,下涂剂采用滚筒凃刷,要求均匀,不露白,宽于标线宽度;
4)材料的熔融:凃料加热温度必须小于200℃,施工过程加强温度控制,避免长时间高温加热,防止涂料变色、热劣化;保持在溶解状态不大于3小时;
5)涂敷:标线断开或停顿部位需用胶带纸粘贴,保证接头顺直无毛边,标线机行进起步应缓慢,中途不得随意改变速度,玻璃珠要求洒布均匀,加强标线施工中玻璃珠的检查,保证标线的逆反射系数及玻璃珠不脱落。
2.10 开放交通
再生后沥青路面温度冷却至50℃以下时,才可开放交通。
3 总结
徐工独创的热风微波复合加热就地热再生施工装备与工艺,引领行业发展,推动了行业进步,实现了旧料百分之百再生利用,绿色环保,智能施工,高质高效。相信经过施工关键工序及参数的控制,不断探索,沥青路面就地热再生工艺和设备会得到长足的发展,沥青路面就地热再生技术必将得到广泛应用。
参考文献:
[1]黄颂昌,等.公路沥青路面再生技术规范[S].北京:人民交通出版社,2008
[2]黄颂昌,彭明文,等.国内外沥青路面再生技术应用[J].公路交通科技(应用技术版),2006(11):5-8.
[3]周海洋.就地热再生技术施工质量关键控制点研究[J].科海故事博覽·科技探索,2013(11):126-127.
[4]洪雷.复拌型就地热再生技术施工中的质量控制[J].科技经济导刊,2016(15):67-68.
