折叠芯材制备及应用进展研究
2021-09-15何可馨陈静
何可馨 陈静

夹层结构是由面板、芯材及胶层组成的轻型结构,已经被广泛应用于航空、航天等领域。传统芯材有蜂窝、泡沫等,其中蜂窝夹层结构最为常见。然而蜂窝孔格与面板形成的密闭结构,低温时容易水汽凝结甚至结冰使蜂窝孔格裂开,结构强度降低甚至结构失效。作为新型芯材的折叠芯材,其腔体结构非常适合空气流通和冷凝物的排除,且其具有高比强度、高比刚度、轻质、吸能和可设计性,成为取代蜂窝夹层结构的有力竞争者。空客公司在VeSCo计划中[1],提出了一种以Miura折纸结构为夹层的机身壳体概念。美国《Science》报道了折叠芯材的独有的结构特性和应用前景[2,3]。可见近年来折叠芯材受到了国内外学者的广泛关注。本文阐述了折叠芯材的几何设计,分析了折叠芯材的制备工艺——连续制造方法、不连续制造方法,以及纤维增强复合材料折叠芯材的制备工艺及不足,并对折叠芯材的多功能特性及应用进行了展望。
1 折叠芯材的几何设计
折叠芯材是将薄片材料按一定規律折叠成具有周期性胞元的三维立体结构。折叠芯材的几何设计一般从折纹图案开始。从拓扑形状可以大致分为3种基本形式:三角形、梯形和正弦形。目前几何设计主要是基于这3种基本形式的变异拓扑设计。如果在折叠过程中折叠图案中的所有平面都不发生拉伸或弯曲,即折叠芯材可以展开为平面,这就是刚性折纸。目前国内外大多数的研究都集中在刚性折纸上。
2 折叠芯材的制备技术
几乎所有可以通过塑性变形等方式成型的材料都可以用于制备折叠芯材:纸、金属、热塑性材料(PEEK,PET等)、芳纶纸、碳纤维复合材料、芳纶纤维复合材料等等[4]。
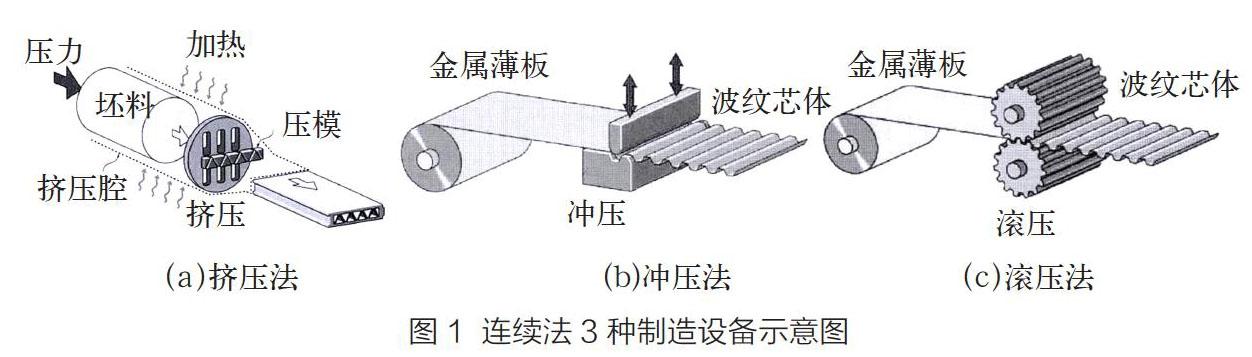
现有折叠芯材制造方法可以分为2类:连续方法和不连续方法。连续法又可分为3类:挤压法、冲压法和滚压法(如图1所示)。挤压法主要适用于铝等熔点低延展性好的金属,通过挤压的方式使材料产生塑性流动。Rimoli等[5]采用挤压模具将6061铝合金高温挤压成波纹形,并热处理至T6状态。冲压法[6]采用冲压头往复连续冲压的方式使材料塑性变形,能采用冲压法的材料类型较多,对熔点高低没有要求。滚压法[6]与冲压法类似,采用滚动的模压头对金属薄片加压,使其塑性变形。连续方法在制备折叠芯材时不受模具面积的限制,且制作效率大大提高,更适合工业化生产。然而这种自动化工艺主要适用于延展性好的金属材料。
不连续方法,主要用于制造一些尺寸较小几何形状简单的制件。其中Khaliulin等[7,8]提出通过模具使材料变形的方法:利用一对上下可按照预定折叠形状变形的刚性机构使面板随模具变形折叠(如图2所示)。Schenk等人[9]提出了一种利用气压折叠金属板的方法:首先用数控机床将不连续孔组成的折纹图案预刻在金属板上,然后将2片预刻好不连续孔的金属板上下对齐放置,中间用垂直等高金属片沿预刻孔隔开,然后置于真空袋内抽真空,最后将真空袋置于高压容器中,对其加压,在气压作用下,上、下金属板沿折痕折叠(如图3所示)。
纤维增强复合材料成型工艺主要包括:热压罐成型和液体成型(RTM)。纤维增强复合材料折叠芯材因强度需求和其特殊的薄片折叠构型而普遍采用热压罐成型工艺进行制备。Hu等[10]采用上下模具硬—硬配合固化成型预浸料,得到波纹型芯材(如图4所示)。此方法适合峰—谷高度差小,形状简单的制件,然而对于峰—谷高度差大,形状复杂的制件,模具配合精度要求提高,很难做到预浸料不富脂不架桥。
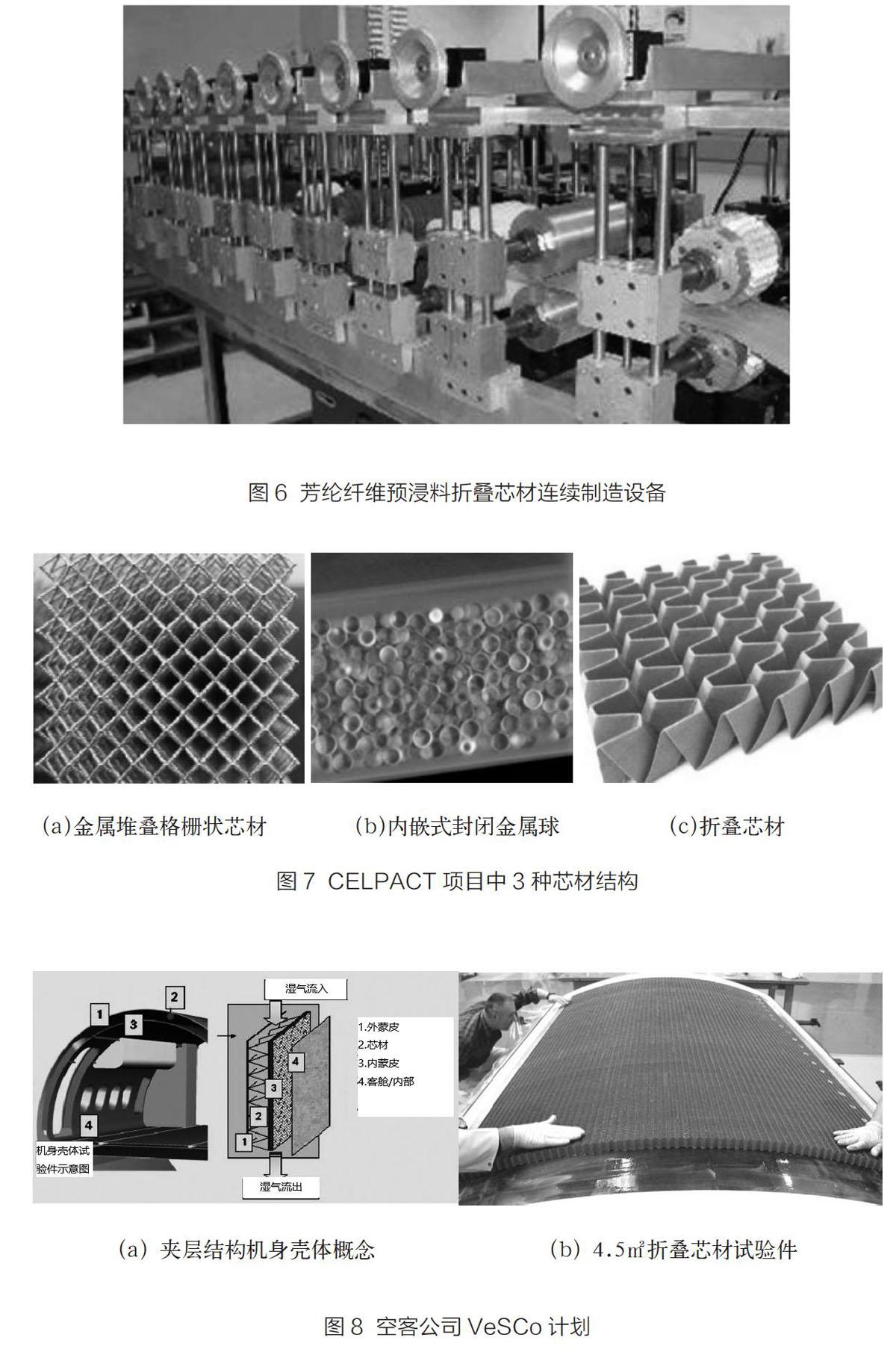
Liu等[11]采用分体式模具,将模具加工成独立的单元,分别铺叠芯材单胞,最后将单胞进行组装后固化(如图5所示)。此方法只能成型单胞形状简单容易脱模的制件,否则很难将单胞模具从单胞中取出。在自动化制造方面,Elsayed等[12]提出了一种可用于工业化的折叠芯材连续加工的方法,可以大批量制备金属和芳纶纸等材料的折叠芯材(如图6所示)。这种连续制造方法制造的制件不可避免地会产生面内变形,因此一般只适用于具有一定延展性的织物预浸料。
3 折叠芯材的多功能特性及应用
折叠芯材具有优良的通风特性,并且可以在芯材内部增加功能元件,使夹芯板成为结构功能一体化结构[13]。利用这种通道结构还可使冷却液流通。黄胜等[14]证实了折叠夹芯结构具有比直流换热管更大的换热面积,使其对流换热能力得到加强,且M型比V型折叠夹芯结构形状具备更好的对流换热能力。
因折叠芯材结构可以方便冷凝水的排出,防止积水,折叠芯材在航空航天领域的应用也十分广泛,如客机机身、整流罩等。来自欧洲不同国家13所大学及研究机构,在CELPACT项目中,对金属堆叠格栅状芯材、内嵌式封闭金属球、折叠芯材3种结构(如图7所示)进行对比研究,最终折叠芯材作为应用于机身机舱段壳体的替代材料脱颖而出。空客公司在VeSCo计划中,利用折叠芯材制造了4.5㎡的客机机身段的大型试验件(如图8所示)。
在隔声结构轻量化方面,袁新浩[15]经过实验研究发现折叠夹芯板以更低的面密度就可达到与蜂窝夹芯板和胶合板相同的隔声效果。罗乖林[16]等对国内外多种先进隔声降噪材料进行了性能摸底和对比试验,研制了专门针对螺旋桨飞机降噪特点的折叠芯材夹层板,并经机上应用和空中试飞,隔声降噪效果达到了要求。王志谨、雷磊等[17,18]发现V型铝箔折叠芯材能够显著降低雷达散射面积,从而提高隐身性能。对于增加军事设备的隐身性,保护军事设施具有重要战略意义。
4 结语
折叠芯材具有极强的可设计性,可根据需求进行多功能一体化设计。折叠芯材的通风性、散热、隔声、隐身等特性对可以满足在航空航天、重大装备、人体健康等诸多领域的需求。然而复合材料折叠芯材在制备技术上还不够成熟,目前还处于实验层面,设计上提高胶接面积,增加结构强度还任重道远。
10.19599/j.issn.1008-892x.2021.04.015
参考文献
[1] Kehrle R,Kolax M.Sandwich structures for advanced next generation fuselage concepts[C]//Proceedings of SAMPE Europe Technical Conference,Toulouse,France.2006:11—16.
[2] Silverberg J L,Evans A A,Meleod L,et al.Using origami design principles to fold reprogrammable mechanical meta materials[J].Science,2014,345:647—650.
[3] Felton S,Tolley M,Demaine E,et al.A method for building self—folding machines[J].Science,2014,345:644—646.
[4] Heimbs S.Foldcore sandwich structures and their impact behaviour:an overview[M].Dynamic failure of composite and sandwich structures.Springer Netherlands,2013:491—544.
[5] Rimoli J J,Talamini B,Wetzel J J,et al.Wet—sand impulse loading of metallic plates and corrugated core sandwich panels[J].International Journal of Impact Engineering,2011,38(10):837—848.
[6] Wadley H N.Multifunctional periodic cellular metals[J].Philosophical Transactions of the Royal Society A:Mathematical,Physical and Engineering Sciences,2006,364(1838):31—68.
[7] Khaliulin V I,Dvoyeglazov I V.On technological problems of fabrication of relief designs by isometric transformation of thin sheet[J].Transactions of Nanjing University of Aeronautics and Astronautics,2001,18(1):11—16.
[8] Khaliulin V I,Batrakov V V,Menyashkin D G.On structural and manufacturing capabilities of folded structures for use in sandwich panels[C]//Proceedings of SAMPE Europe International Conference,Paris,France.2007:141—148.
[9] Schenk M,Allwood J M,Guest S D.Cold gas-pressure folding of Miura-ori sheets [C]//Proceedings of the 10th International Conference on Technology of Plasticity (ICTP 2011),Aachen,Germany.2011:25—30.
[10] Yang Hu.Li Wanxin,An Xiyue,et al.Fabrication and mechanical behaviors of corrugated lattice truss composite sandwich panels[J].Composites Science and Technology,2016,125:114—122.
[11] Liu Tao,Turner P.Dynamic compressive response of wrapped carbon fiber composite corrugated cores[J].Composite Structures,2016,165:266—272.
[12] Elsayed E A,Basily B B.A continuous folding process for sheet materials[J].International Journal of Materials and Produce Technology,2004,21(1):217—238.
[13] Lu T J,Hutchinson J W,Evans A G.Optimal design of a flexural actuator[J].Journal of the Mechanics&Physics of Solids,2001,49(9):2071—2093.
[14] 黃盛,王志瑾.褶皱结构主动冷却热防护系统流热耦合分析[J].飞机设计,2013,33(3):21—26.
[15] 袁新浩.皱褶芯材夹层结构的隔声设计[D].南京:南京航空航天大学,2009.
[16] 罗乖林,王晋军.飞机舱内噪声综合治理技术[J].北京航空航天大学学报,2010,(7):808—811.
[17] 王志瑾,徐庆华.轻质铝箔V-型褶皱构型板雷达散射性能研究[J].航空学报,2008,29(5):1213—1217.
[18] 雷磊,王志瑾.铝箔V—型皱褶构型板的雷达散射性能影响因素的研究[C]//第五届中国CAE工程分析技术年会论文集.2009:367—373.
