电解金属锰用Al/Pb-Sn-Sb-Ag阳极材料的性能研究
2021-09-13潘明熙周建峰陈步明郭忠诚
潘明熙,黄 惠, 2,董 劲, 2,周建峰,陈步明, 2,郭忠诚, 2
(1. 昆明理工恒达科技股份有限公司,云南 昆明 650106; 2. 昆明理工大学 冶金与能源工程学院,云南 昆明 650093)
0 引 言
电解金属锰主要用于生产不锈钢、有色金属合金、电子工业材料和特种新材料,是基础工业不可或缺的重要原料[1].目前,高品级的金属锰(Mn≥99.7%)均采用湿法冶炼进行生产[2].据统计,2019年中国电解金属锰会员生产企业52家,合计产能224.4万吨,占全国总产能的95%以上,前三季度中国电解金属锰产量为116.04万吨,同比增长11.13%[3].如此快速的增长,主要归因于中国市场旺盛的需求量.
电解金属锰产业属于资源型、高能耗型、重环境污染型行业,同时中国锰矿资源状况较差,锰矿产主要特点是富矿少、贫矿多,锰矿储量中富锰矿只占6.4%,且矿石物质组成复杂,高铁、高磷锰矿及含伴生金属和杂质的锰矿石在锰矿储量中占比较大[4],直接影响了电解金属锰的生产成本.由于锰矿资源的复杂化,导致电解金属锰现行的生产工艺和设备均不理想,为此迫切需要进行工艺升级和设备改造.电解金属锰中的电极材料是电解过程中的重要设备及重要投入成本.传统的电解金属锰阳极板主要为铅银、铅银锡锑和铅银钙合金[5-7]经轧制后开孔制备.由于铅合金材料中使用了大量的贵金属,使得电解锰生产厂家初期投资成本加大.同时,传统阳极在使用过程中由于受腐蚀和严重的应力变形而失效导致成本增加[7],因此,对节能低成本的电解金属锰用电极材料的研究和开发至关重要.
铝的密度只有铅的1/4,电导率是铅的8倍,同时铝的线膨胀系数与铅合金相近(1060铝合金的平均线膨胀系数为23.6 μm/mK,Pb-1.3 Sn合金的平均线膨胀系数为26.6 μm/mK)[8].虽然铝和铅为非混熔体系,存在其热力学混合焓ΔHmax> 0的难题,但通过中间结合介质的引入能较好解决铝与铅两金属间结合界面的相容性问题,经中间结合介质表面处理后的铝与铅合金复合会具有较好的力学性能[9-12].目前铝基铅合金复合阳极已成为研究热点,在湿法电积中具有良好的应用前景.
周生刚等[9]采用热镀膜及热包覆的方法制备出Pb-Sn-Al层状复合电极,与传统铅合金相比,其电阻降低24%,质量减少37.6%,腐蚀损耗降低23.2%;Han Zhaohui等[10]通过真空热压焊接技术制备出Pb-Sn-Al,经过界面研究发现,铅和铝界面锡元素的加入实现了复合材料良好的冶金结合,Pb-Sn-Al具有较传统铅银合金更优的机械强度;Zhou Xiangyang等[13]通过复合浇铸和热压制备出Al/Pb-0.2%Ag 复合材料,发现复合材料制备过程中随着其冷却强度的增强,Al/Pb-0.2%Ag 的维氏硬度和屈服强度逐渐增强;李学龙等[14]研究了电积铜工业中,在高电流密度(400A/m2)下,栅栏型铝基铅合金复合阳极相较传统铝基铅合金阳极,铜产量提高15%左右,且电解过程中电场分布更均匀;郭忠诚等[15]研究了在电积锌工业中,栅栏型铝基铅合金复合阳极板电流效率可提高2%~6%,槽电压可降低0.05 V~0.15 V,电流密度可升高至1 000 A/m2以上,0#锌的品级率高,产品采购成本低于传统铅基合金阳极板.上述铝基铅合金复合阳极在电解金属锰中的工业应用还未见报道,该阳极的开发成功为电解金属锰阳极材料性能的提升提出了新的发展方向.
本论文采用挤压拉拔复合技术制备Al/Pb-1.15Sn-0.3Sb-0.1Ag复合阳极材料,并研究其力学和物理性能、铅合金的金相、电化学性能和腐蚀速率,同时对比研究了传统Pb-1.15Sn-0.3Sb-0.1Ag合金阳极.
1 试 验
1.1 试验试样的制备
传统Pb-1.15Sn-0.3Sb-0.1Ag合金阳极材料为轧制的Pb-1.15Sn-0.3Sb-0.1Ag合金,由昆明理工恒达科技股份有限公司提供.
Al/Pb-1.15Sn-0.3Sb-0.1Ag复合阳极材料为表面镀锡处理后的1060铝合金线芯(横截面尺寸为10 mm×2 mm)经挤压拉拔包覆机将Pb-1.15Sn-0.3Sb-0.1Ag合金包覆在铝芯表面(铅合金包覆层厚度为2 mm)制得[11],由昆明理工恒达科技股份有限公司提供.
阳极试验试样的制备流程:首先将上述制备的阳极材料用线切割机床截取1cm×1cm×1cm的合金试样,然后在试样截面打孔并用铜导线和焊锡连接,最后用绝缘树脂复合在PVC塑料管内,留取1 cm2的工作面积,保证测试铜导线端与工作面积之间的体积电阻小于2 mΩ,否则需重新制备.
1.2 性能测试
1.2.1 力学和物理性能
电解金属锰时,阳极会始终保持垂直悬挂.由于自身质量大,悬挂时受拉力影响,易造成阳极外形尺寸变化,当变形严重时阳极不能放入隔膜框内,导致阳极失效报废[7].因此,阳极材料需保证一定的抗拉强度[16].
室温条件下,采用电子万能试验机(深圳三思纵横科技股份有限公司,UTM4304S型)测试上述两种阳极材料的拉伸性能.所用拉伸试样为扁平状,试样长度为215 mm、标距100 mm、厚度6 mm.由于金属铅较软,测试前需在试样两端用环氧树脂填充以增加其硬度.
阳极材料电导率高有利于减小阳极自身引起的电压降,从而降低电解过程中的槽电压,提升电能效率.因此,阳极材料的电导率是一项重要的性能指标[16].
室温条件下,采用智能直流低电阻测试仪(常州市同惠电子有限公司,TH2512A型)测试上述两种阳极材料.分别准备6个试样的电阻率,并通过计算获取材料的平均电导率.所用试样长度为750 mm、宽度15 mm、厚度6 mm.
1.2.2 阳极铅合金的金相
合金金相测试是研究金属及其合金显微组织形貌规律的方法[17].该方法通过金相学原理,可以建立合金成分、组织和性能间的关系.
电解金属锰属于湿法冶炼技术,其中阳极的电化学反应主要发生于液固相界面,所以分析阳极表面的铅合金的金相情况是一项重要的性能评判手段.
采用金相显微镜(德国莱卡公司,Leica-XWJ02型)对上述两种阳极材料进行金相分析,所用试样为上述1.1节中制备,经磨光→机械和化学交替抛光→化学腐蚀即得[17].
1.2.3 电化学性能
电解金属锰生产过程中,在阳极上同时发生析MnO2和析O2的两个竞争反应,而MnO2(阳极泥)并不是生产的目标产物,要求尽量少产出,以减少Mn2+的消耗和造成电解液浑浊[2].所以阳极材料的析氧电催化活性是评价其性能的重要指标.
将上述两种阳极置于37.23 g/L MnSO4、57.60 g/L (NH4)2SO4、33.10 g/L H2SO4、0.01686 g/L SeO2的阳极液[18]中,首先在温度为40℃、电流密度为600 A/m2的体系中极化24 h,然后用去离子水将试样冲洗干净,最后进行电化学性能测试.电化学测试在三电极体系的电化学工作站(武汉科思特仪器股份有限公司,CS350型)上进行,电解液为上述阳极液,参比电极为饱和硫酸亚汞电极(MSE),辅助电极为2 cm2的铂片电极.
1.2.4 腐蚀速率
采用失重法测试阳极的腐蚀速率表征其耐腐蚀性能[19].腐蚀测试前,需将试样放在60℃真空干燥箱中干燥10 h,称重记为m0,所用试样为上述1.1节中制备.然后将试样置于上述1.2.3节中的阳极液中,通电极化(电流密度1 000 A/m2)24 h后,用糖碱溶液去除试样表面氧化层,去离子水冲洗干净,60℃真空干燥箱中干燥10 h,称重记为m1.阳极的腐蚀速率计算公式如下:
Vcoor=(m0-m1)/A·t
(1)
式中:Vcoor为阳极的腐蚀速率,g/m2·h;m0、m1为阳极极化前后的质量,g;A为阳极的表面积,m2;t为极化时间,h.
2 结果与讨论
2.1 力学和物理性能
2.1.1 阳极的抗拉强度
两种阳极材料的拉伸曲线如图1所示.

图1 两种阳极材料的拉伸曲线
由图1可知,Pb-1.15Sn-0.3Sb-0.1Ag合金阳极材料的极限抗拉强度为35.21MPa,Al/Pb-1.15Sn-0.3Sb-0.1Ag复合阳极材料的极限抗拉强度为41.51MPa,后者较前者提高了17.89%.对于复合阳极材料来说,载荷的主要承受者为中心金属,影响其极限抗拉强度的主要因素为中心金属材质及厚度.由于复合阳极材料中心金属为1060铝合金,其具有较高的极限抗拉强度(69 MPa ~131MPa)[20],因此复合阳极材料整体极限抗拉强度得到了加大提升.
2.1.2 阳极的电导率
分别准备的6个试样的两种阳极材料的电导率测定结果见表1.
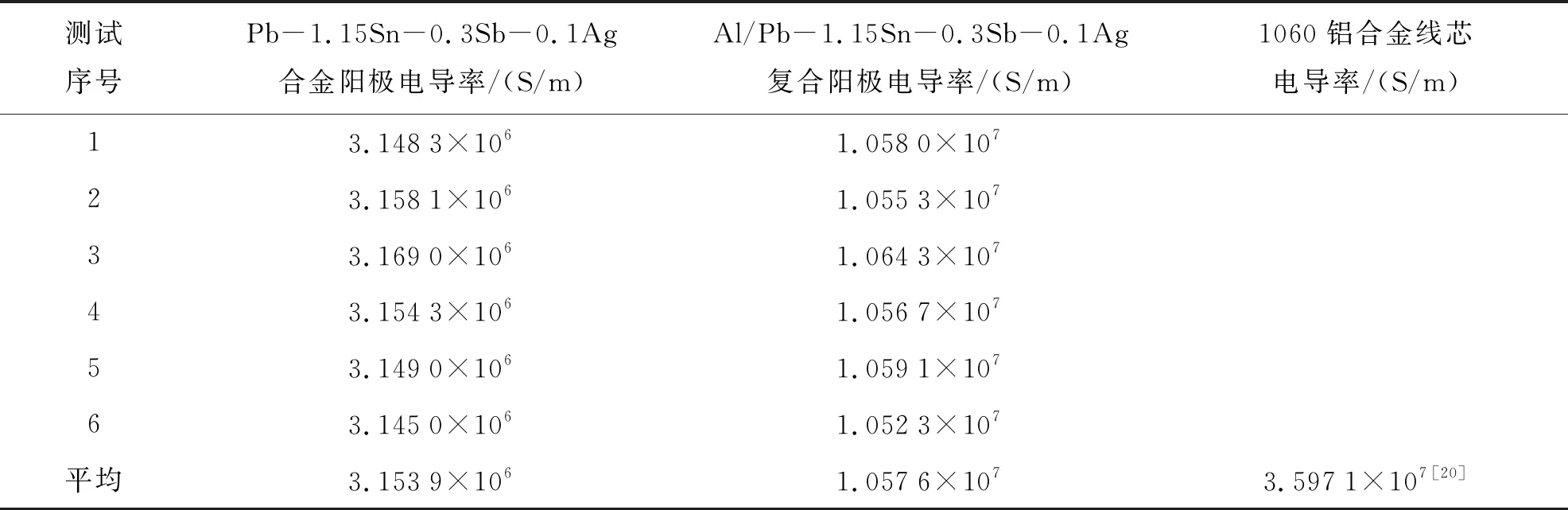
表1 两种阳极材料的电导率
由表1可知,Al/Pb-1.15Sn-0.3Sb-0.1Ag复合阳极材料的电导率是Pb-1.15Sn-0.3Sb-0.1Ag合金阳极材料的3.35倍,这是由于复合阳极材料中采用导电性优异的1060铝合金替代了部分铅合金,同等体积下,相较Pb-1.15Sn-0.3Sb-0.1Ag合金阳极材料导电性提高.
2.2 阳极铅合金的金相
图2是两种阳极材料表面铅合金放大500倍的显微组织结构金相.
如图2(a)所示,Pb-1.15Sn-0.3Sb-0.1Ag合金阳极的晶粒粗大为棒状(平均粒径54.12 μm),α固溶相晶粒分布为不均匀的网状结构,β固溶相析出分布于α相边缘,且晶界较厚,这是由于合金经过轧制之后晶粒朝着轧制方向延伸,被压扁变宽,呈棒状;如图2(b)所示,Al/Pb-1.15Sn-0.3Sb-0.1Ag复合阳极表面铅合金的晶粒呈现出不规则细小粒状(平均粒径21.48 μm),α固溶相晶粒均匀呈细网结构,且晶界较薄,这是由于铅合金经挤压包覆所产生的大变形量造成合金较大的位错密度和较高的内能,为再结晶形核提供有利条件[21],原有不均匀的晶界网络结构被破坏,再结晶晶粒生长,晶粒得到细化.

(a)Pb-1.15Sn-0.3Sb-0.1Ag合金阳极金相图(×500);(b)Al/Pb-1.15Sn-0.3Sb-0.1Ag合金阳极金相图(×500)
2.3 电化学性能2.3.1 阳极极化曲线
图3为两种阳极在上述1.2.3节体系中极化24 h后测试的阳极极化曲线,测试电位区间为1.1 V→1.7 V(vs.MSE),扫描速率为0.5 mV/s.
工业电解金属锰过程中阳极电流密度一般为484 ~600 A/m2[22].从图3中可以看出,在电流密度为600 A/m2时,Al/Pb-1.15Sn-0.3Sb-0.1Ag复合阳极和Pb-1.15Sn-0.3Sb-0.1Ag合金阳极的氧析出电位[23]分别为1.452V和1.536V(vs.MSE),Al/Pb-1.15Sn-0.3Sb-0.1Ag复合阳极的氧析出电位降低了84mV(600A/m2).

图3 两种阳极材料在阳极液中极化24 h后的阳极极化曲线
根据电极动力学的Tafel公式,选取阳极极化曲线较高析氧过电位区间1.6V~1.7V(vs.MSE)进行Tafel曲线拟合,得到阳极析氧反应过程的动力学参数,比如析氧过电位和表观交换电流密度等:
η=a+blgi
(2)
η=E+0.640V-1.198V
(3)
式中:η是析氧反应过电位;a是Tafel拟合直线的截矩;b是Tafel拟合直线的斜率;i是法拉第电流密度;E是阳极极化曲线中相对参比电极(MSE)的电位;0.640 V是饱和硫酸亚汞参比电极相对于NHE的电极电位;1.198 V是实验选用阳极液,根据能斯特方程得出的析氧平衡电位.
通过Tafel公式(2)和析氧过电位公式(3)对阳极极化曲线数据进行处理,得到两种阳极试样的Tafel曲线(η-lgi)(见图4),再通过线性拟合得到塔菲尔曲线的截矩a和斜率b.当η=0时,计算得到电极表面表观交换电流密度i0,结果如表2.

图4 两种阳极材料在阳极液中极化24 h后拟合的塔菲尔曲线

表2 两种阳极材料在阳极液中极化24 h后的析氧过电位和动力学参数
从图4和表2可知,Pb-1.15Sn-0.3Sb-0.1Ag合金阳极和Al/Pb-1.15Sn-0.3Sb-0.1Ag复合阳极的表观交换电流密度i0分别为7.203×10-6A/cm2和1.4601×10-4A/cm2.i0的大小决定了电极电化学反应的难易程度和电极极化的程度,i0越大说明电极电化学反应所需外电流密度越小,电极的性能越好.Al/Pb-1.15Sn-0.3Sb-0.1Ag复合阳极的i0高出了Pb-1.15Sn-0.3Sb-0.1Ag合金阳极两个数量级,这可能是Pb-1.15Sn-0.3Sb-0.1Ag合金阳极晶界处不均匀分布有富锑的β固溶相,阳极极化后合金中的锑较易溶解,生成SbO+,且阳极的极化电位高于PbO2的平衡电位,阳极表面有PbO2晶核生成,但同时SbO+与新生成的PbO2发生如下反应[24]:
2SbO++2PbO2+2H2SO4=2PbSO4+Sb2O5+2H++H2O
(4)
该反应不但消耗生成的PbO2,同时生成氧化反应活性差的PbSO4,导致了合金表面的电化学活性物质含量降低.
2.3.2 交流阻抗谱
图5是两种阳极在上述1.2.3节体系中极化24 h后测试的交流阻抗谱.扫描频率区间为105Hz~10-1Hz,测量电位为1.5V(vs.MSE),正弦电位扰动信号为10 mV.

图5 两种阳极材料在阳极液中极化24 h后的交流阻抗谱
通过ZSimpWin软件拟合交流阻抗谱数据可获得两种阳极材料的等效电路(不考虑电感)如图6所示.

图6 交流阻抗拟合电路图
交流阻抗等效电路图中,Rs为参比电极与工作电极之间的电解液电阻,Rt为电化学反应过程中的电荷传质电阻,Cdl是电极和电解液界面之间的双电层电容.由交流阻抗等效电路图得出两种阳极材料的等效电路参数如表3所示.

表3 两种阳极材料的交流阻抗曲线拟合参数
通过拟合两种阳极材料的交流阻抗图谱,由图5和表3可知,Al/Pb-1.15Sn-0.3Sb-0.1Ag复合阳极的Rt值较小,说明Al/Pb-1.15Sn-0.3Sb-0.1Ag复合阳极表面的电化学反应电荷传递电阻最小,电极反应较易进行,电催化活性较好.此结果与上述表观交换电流密度i0情况一致.
2.3 腐蚀速率
两种阳极在上述1.4条件下进行腐蚀测试,根据公式(1)计算所得腐蚀速率列于表4.

表4 两种阳极材料的腐蚀速率
从表4中可以看出,Al/Pb-1.15Sn-0.3Sb-0.1Ag复合阳极和Pb-1.15Sn-0.3Sb-0.1Ag合金阳极的腐蚀速率分别为21.541 7 g/h·m2和26.291 7 g/h·m2,说明Al/Pb-1.15Sn-0.3Sb-0.1Ag复合阳极具有良好的耐腐蚀性能.从2.2节可知,Al/Pb-1.15Sn-0.3Sb-0.1Ag复合阳极铅合金与Pb-1.15Sn-0.3Sb-0.1Ag合金阳极相比,晶粒更细小,晶界更薄.根据金属晶界理论,晶界处的能量高于晶体,即晶界更易腐蚀,当阳极晶粒细小,晶界较薄时,腐蚀产物PbO2可将晶界处遮盖,从而阻止腐蚀继续深入.
3 结 论
本文以Al/Pb-1.15Sn-0.3Sb-0.1Ag和Pb-1.15Sn-0.3Sb-0.1Ag为研究对象,通过研究两种阳极材料的力学和物理性能、铅合金的金相、电化学性能和腐蚀速率,获得了如下结论:
1)采用挤压拉拔复合技术制备的Al/Pb-1.15Sn-0.3Sb-0.1Ag复合阳极材料的极限抗拉强度为41.51MPa,较传统Pb-1.15Sn-0.3Sb-0.1Ag合金阳极材料提高17.89%,复合材料中心采用导电性优异铝合金进行部分替代,使其电导率较Pb-1.15Sn-0.3Sb-0.1Ag合金阳极材料提升3.35倍.
2)经挤压拉拔复合处理后的铅合金晶粒更细小更均匀,并呈均匀网状结构,晶界处更薄.
3)从电化学性能来看,Al/Pb-1.15Sn-0.3Sb-0.1Ag复合阳极的氧析出电位较Pb-1.15Sn-0.3Sb-0.1Ag合金阳极低84mV(600A/m2),表观电流交换密度增加了两个数量级,阻抗减小,具有良好的析氧电催化活性.
4)从阳极的腐蚀速率可知,Al/Pb-1.15Sn-0.3Sb-0.1Ag复合阳极具有更优的耐腐蚀性能.
