关于商用车减速器壳提效节能加工方法的研究
2021-09-10聂新宇李森侯金龙刘强迟景才
聂新宇 李森 侯金龙 刘强 迟景才



摘要:数控机床在加工商用车减速器壳时,在不改变设备、夹具、刀具、程序、切削参数等条件的前提下,利用外加的ACM自适应系统实现提升加工效率、节约电能消耗的目的。
关键词:自适应系统;提效;节能
中图分类号:U463.1 文献标识码:A 文章编号:1674-957X(2021)15-0023-03
1 项目背景
减速器壳是商用车车桥中重要的零件,属于壳体类零件,材质铸铁,具有加工内容多、尺寸加工精度要求高等特点。为了保证加工精度,关键部位多采用一次装夹集中加工的方案。关键工序多采用高精度高档卧式加工中心实施加工。由于工序集中,加工时间长,所以卧加工序多是生产线生产时间最长的瓶颈工序,生产线多采用多台卧加加工相同内容的复列设备方案来缩短工序平均加工时间。为了使生产效率最大化,该工序的加工路线和刀具切削参数等已经调整为最优状态,无法再压缩加工时间。同时受到厂房空间、物流、设备订货周期、成本投入等条件制约,也无法简单的通过增加设备来提升产能。另外,由于工序集中,加工内容多,生产过程中的数控机床将在较长时间的切削加工过程中消耗大量的电能。昂贵的工业电能将增大企业的经营成本。基于以上生产中遇到的问题,本文意在研究一种较少投入来达到提高生产效率、降低电能消耗的新加工方法,提高企业盈利能力,促使企业向资源节约型和智能化企业转型。
2 方案设计
数控加工切削过程中,数控机床按NC程序预先设定的进给倍率进行匀速加工,而实际的金属切削过程是一个具有高度非线性、时变、随机干扰严重、不确定性强的复杂动态过程,切削余量及刀具的磨损程度都在不断变化,切削工况的变化导致设备的功率、扭矩、切削力和振颤等参数也是不断变化的,同时刀具断裂、刀具磨损等监视手段缺乏,导致无法根据刀具最新状态调整工艺参数,所以NC程序中设定的进给速度不能使加工目标维持最优。以上状况就迫切需要数控设备具有自适应控制调节相应加工参数的能力。
数控机床智能切削及优化技术是数控加工控制领域的一个热点,自从上世纪70年代末国外就已经开始研究,1996年就将成熟的自适应控制技术实际应用于生产中。国内自适应控制技术最早在航空航天领域得到大量应用。
经过调研得知,“ACM自适应控制系统”可以实时采集监控设备主轴功率参数,根据当前的主轴负载和控制需求等条件,进给速率可以随着实际切削条件的不同实时变化,将进给速率调节到最优化的数值,提升主轴功率利用率,从而在不改变设备、夹具、刀具、程序、切削参数等条件的前提下,实现提高加工效率和节约电能消耗的目的。
最终方案为在减速器壳线瓶颈工序数控卧加设备上,加装一套ACM自适应控制系统,进行现场测试。本次测试的设备为卧式加工中心,型号为DMC75H,控制系统为SIEMENS 840D SL。
3 方案驗证
3.1 系统安装
本次测试点采用软件式安装的方式。ACM自适应控制系统内嵌到SIEMENS控制系统中,无需任何硬件改造,软件可以直接调用SIEMENS系统的主轴功率、进给倍率等实时数据。
3.2 命令添加
按照ACM自适应控制系统应用要求,在程序中为每把刀具添加启动和结束指令,用以识别每个工步的每把刀具。该工序NC程序中共有28个工步、26把刀。以T16为例,为其添加启动和结束指令如图1中黄色区域所示。程序中剩余25把刀具程序添加以此类推。
3.3 智能学习过程
自适应控制系统应用时,首先要将自适应控制系统设置为学习模式,ACM自适应系统会对整个加工过程中的每个工步、每把刀具切削时的主轴功率波动情况进行学习(每0.1秒记录一组数据),然后将监测学习到的数据反馈给自适应智能专家系统,进行计算分析处理,智能专家系统计算出合理的加工参数。
自适应系统学习过程中实时记录正常加工时的波形图,我们通过曲线分析可以发现,在学习状态时,不管当前是切削还是空走刀,不管加工过程中负载是大还是小,进给速率都是固定不变的,这对于整个加工过程来说是不科学、不合理的。
3.4 自适应控制应用
自适应控制系统对第一件工件学习结束后,将设置从学习调整为控制,开始下一件工件的加工,这时系统状态栏显示为控制状态。
在ACM自适应控制系统控制过程中,进给速率是随着加工功率的变化而实时调整的,负载大时系统会自感知,自动将进给速率调小,负载小时系统会自感知,自动将进给速率调大。调整的范围值需要结合刀具的具体工况进行逐一设置。内置专家系统会对当前的主轴负载值、刀具及工件的切削参数值综合计算,将每一步走刀的进给倍率实时调节到最优化的数值,整个工件加工过程综合上实现缩短加工时间、提高加工效率的效果。
4 应用效果分析
4.1 加工过程透明化、可视化
由于之前没有有效的监测手段,对于每个工步、每把刀具的切削过程无法获知详细的加工功率曲线,对于加工过程中每把刀具不稳定情况只能通过操作人员感知振动或啸叫的方式去判断。使用ACM自适应控制系统后使每把刀具的加工过程全部曲线化、透明化、可视化,工艺人员可以通过分析曲线来迭代优化加工过程,最终达到加工过程的稳定和高效。
4.2 加工过程中的安全保障
ACM自适应控制系统未激活之前,车间正常加工零件时,当加工到工件余量不均匀的部位时,机床震动和啸叫声特别大,刀具容易产生磕碰和崩刃,对机床主轴冲击大,影响机床寿命和刀具寿命,同时工件易产生变形,给操作人员带来很大压力。
使用ACM自适应系统后切削速度会随着机床负载的变化而进行自动调整,当负载变高时,自适应系统会自动降低切削速度,速度降到设定的下限时负载,系统会触出警示;如果机床负载仍然不断增加,系统将发出报警信息并停止加工,避免极端情况发生。在自适应系统控制过程中监测和异常报警,起到保护刀具的作用。
4.3 加工节拍优化提升
ACM自适应控制系统会对程序中每把刀具,在激活ACM自适应控制系统前后的加工时间分别进行记录。该工序整个生产线的瓶颈工序,工序集中,加工的内容多,共计28把刀具,涉及的加工类型有铣削(面铣、螺纹铣)、钻削、铰削、镗削、攻丝等。未激活ACM自适应系统时加工时间为1292秒(21分32秒)。据统计,激活ACM系统后加工时间为1098秒(18分18秒),加工时间缩短了194秒(3分14秒),在未改变加工参数、机床刀具、夹具等外部条件下,实现加工效率提高15.02%。加工后的工件进过三坐标测量机的全尺寸测量,加工尺寸全部合格。
激活ACM自适应系统效率提升后,每天实际多生产5件,全年可多生产1492件(298.36天×5=1492件),即相同设备硬件条件下,12个月能生产出13.43个月的产量,实现生产效能的提升。激活ACM自适应系统前后的加工时间统计如表1所示。
4.4 电能监控
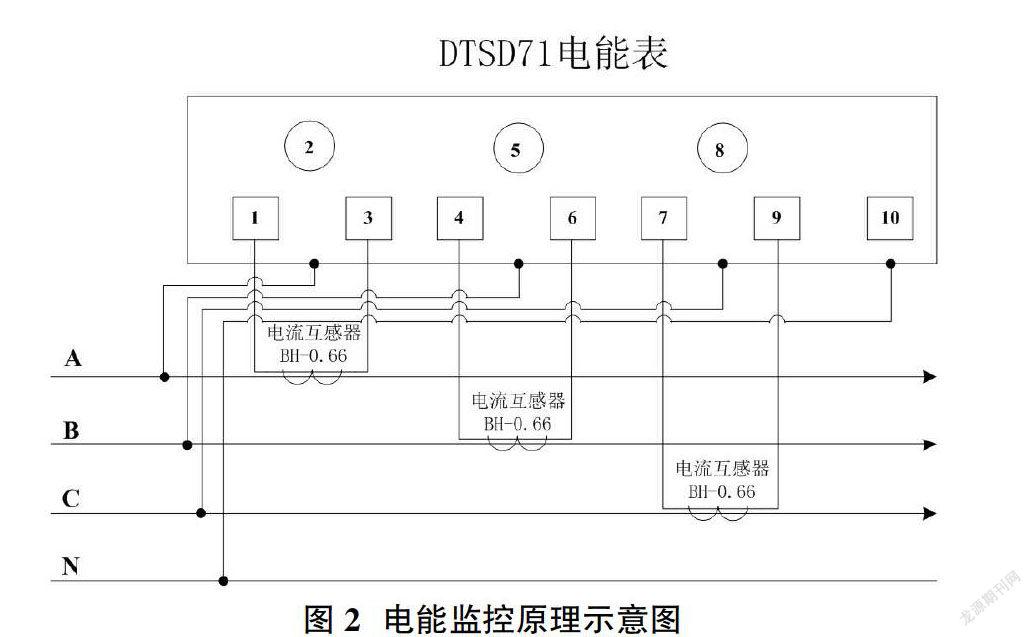
ACM自适应控制系统通过实时监测主轴负载并实时机床进给倍率,使得加工过程中的功率趋于平稳,减小波动。为了监控ACM自适应系统对设备电能消耗情况的优化情况,在设备上加装了电能表,型号为DTSD71,原理示意图如图2所示,实物连接图见图3。
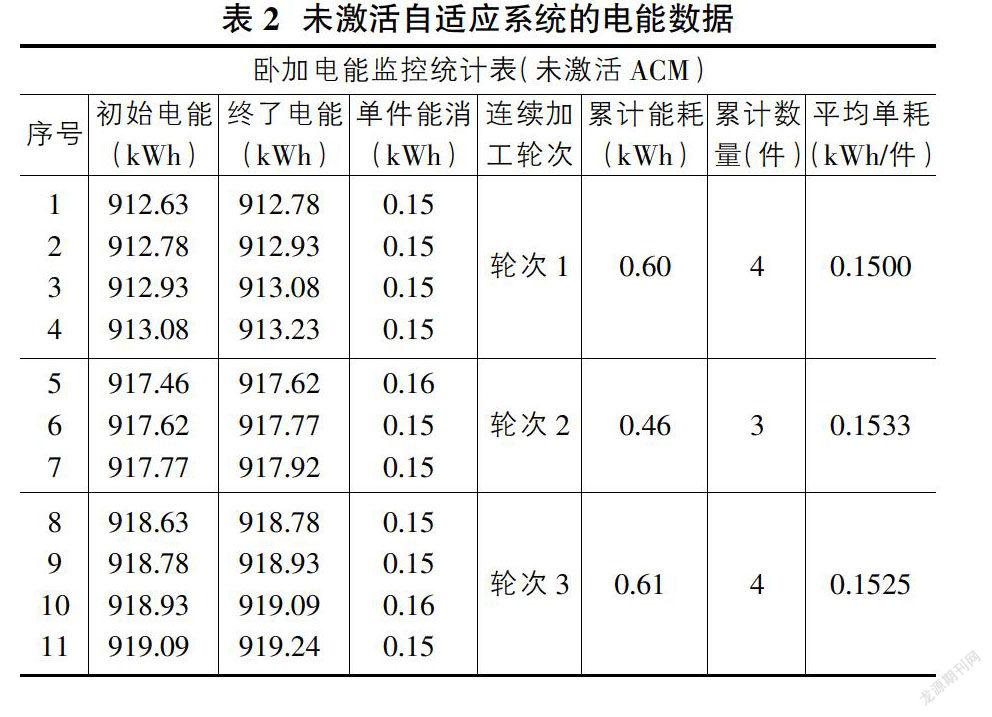
图4、图5中所使用的电能表比例系数为5,电流互感器比例系数为30(150/5=30)。设备在未激活ACM自适应系统的状态下加工,电能消耗监控了103组数据,处于连续加工状态共23轮,根据电能表数据统计计算,平均每件消耗电能0.1534kWh,通过换算得知真实的单件电能消耗为0.1534×5×30=23.0097kWh。部分数据见表2。
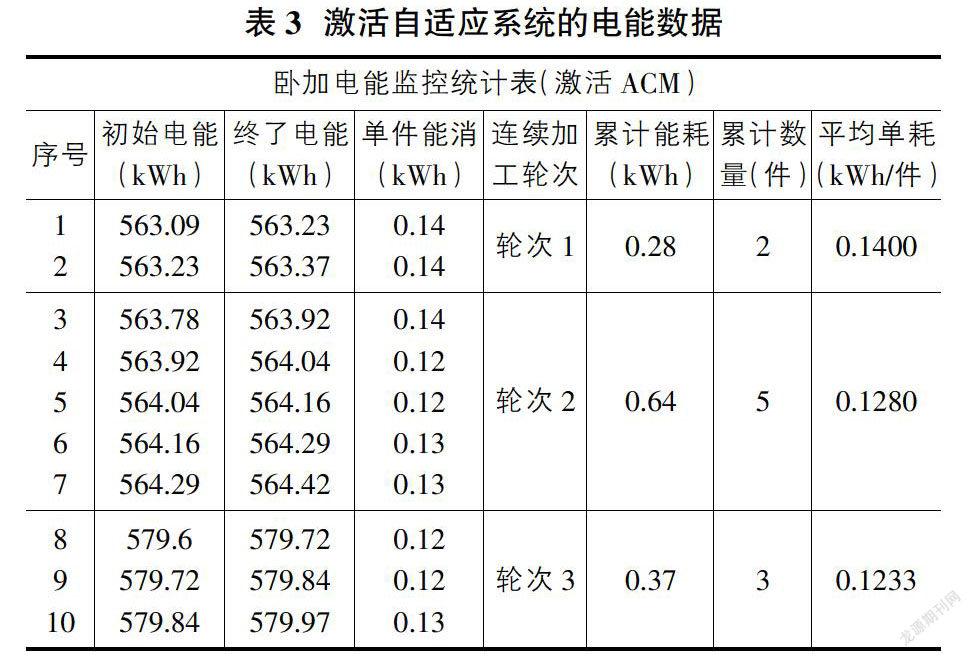
设备在激活ACM自适应系统的状态下加工,电能监控了50组数据,处于连续加工状态共10轮,根据电能表数据统计计算,平均每件消耗电能0.1232kWh,通过换算得知真实的单件电能消耗为0.1232×5×30=18.48kWh。部分数据见表3。
设备在激活ACM自适应系统后较未激活时,单件能耗降低了4.5297kWh/件,单件能耗降低比例为19.69%。调查得知,当地工业用电为时段电价,按照全天不间断生产计算,平均电价为0.5940元/kWh。据了解,该设备2020年全年生产12531件,平均每月生产1044件,在三班倒全天不间断生产的情况下,全年可节约电能12531×4.5297=56761kWh,全年可节约电能费用56761×0.594=3.37万元。
5 项目结论
智能制造是国内制造业发展的方向,自适应控制技术可以实现单台设备的自感知、自控制的智能升级,达到整个加工过程透明化、数字化、可视化,加工过程无需人工干预,自动感知、自动调节进给倍率的效果。如本案例中所示,设备加装并激活ACM自适应控制系统后,在原有设备上,未改变加工路线、切削参数、机床刀具、夹具等外部條件下,实现加工效率提高15.02%。经过现场统计,在激活ACM自适应系统后,单件能耗降低比例为19.69%。另外,使用自适应系统后减少了刀具的磕碰及崩刃现象,有效延伸了刀具使用寿命,同时,系统也会监控切削过程中的异常情况,及时警报提醒或停机保护,提高加工过程的安全性。
经过本次项目的实际验证,增强了我厂后期全面推广自适应系统的信心,为实现绿色智造的目标奠定了良好的技术基础。从另一个方面也证明了传统的制造业仍然存在着优化升级的空间,需要企业不断的思考和验证,助力国家实现2030年前碳排放达峰。
参考文献:
[1]肖玮.某汽车减速器壳体加工工艺及关键夹具仿真分析[D].南昌大学,2020.
[2]张志豪.轨道车辆减速器制造执行系统研究设计[D].郑州大学,2020.
[3]聂巧丽,周建胜.车桥主减速器壳总成输送轨道优化设计[J].现代零部件,2014(01):79-80.
