某涡轮后排气接管砂型铸造工艺设计
2021-09-10申会明
申会明




摘要:涡轮后排气接管是汽车上连接增压器与消声器的连接管,本文主要探讨在现有的砂型铸造生产方式下涡轮后排气接管砂型铸造工艺设计,主要对砂型铸造的浇注系统、冒口及冷铁、砂芯进行设计,并针对该零件选择合适的砂芯材料及制芯机,该铸造工艺设计通过试验后生产出合格铸件。
关键词:涡轮后排气接管;砂型铸造;工艺设计
中图分类号:TH164 文献标识码:A 文章编号:1674-957X(2021)14-0106-03
1 铸造来源及研究意义
铸造是人类较早掌握的一种金属热加工工艺,是应用最广泛的金属液态成型工艺。其原理就是将液态金属倒入铸型型腔里面,等冷却凝固后,得到一定形状的零件或者毛坯[1]。在现代机械制造业中,铸造行业是制造业的重要组成部分,其发展标志着一个国家的生产实力,不管是在发展中国家还是发达国家,铸造业的地位都是不可代替的。
铸造行业中,汽车工业是铸件的最大用户,也是推动铸造业发展的主要动力。一辆汽车中,铸件质量一般占其自重的20%左右,仅次于钢材用量,居第二位。在汽车工业中,汽车最主要的组成部分是发动机,汽车整车的寿命和使用性能都由发动机性能的好坏来决定,其中与汽车发动机相关的气缸体、气缸盖、进气歧管、排气歧管、曲轴、排气接管等基础零部件和主要零部件都是铸造生产得到的[2]。汽车工业的发展方向势必影响到与之联系密切的铸造业前景,汽车工业也是推动铸造业发展的主要动力。作为主要为汽车工业服务的铸造业,面对汽车工业的发展和不断提出的新要求,汽车铸造业无论是铸件材质还是铸造工艺都面临着新的挑战,同时正是在这样一种背景下,完全体现了汽车零件铸造生产的重要性[3]。
本课题研究对象来源于广西桂冠机械有限公司生产的涡轮后排气接管,涡轮后排气接管是连接增压器与消声器的连接管,在汽车行驶过程中,涡轮后排气接管需要承受汽油和空气的混合气在气缸内燃烧后产生的废气,因此其必须具有抗震性、耐磨性、耐热性和气密性。该零件在生产中采用砂型铸造进行生产。
2 砂型铸造简介
砂型铸造以型砂和砂芯为铸造材料制成铸型,是一种通过液态金属在重力作用下充填铸型来实现铸件生产的铸造方法。其所用铸型通常是由砂型及型芯组合而成。对于砂型铸造而言,在生产过程中最基本的原材料主要就是两种——铸造用砂和型砂粘结剂。砂型铸造有很多优点,比如造型材料价格低廉且容易获得,铸型的制造过程比较简单方便,此外,砂型铸造适应范围非常广,不仅能用于单件生产还能用于批量生产,是最传统的铸造方法,其适应性广、成本低、生产周期短[4]。砂型铸造的工艺流程如图1所示。
本课题采用的型砂是由硅质砂和粘土混合成的湿砂型,湿砂型以粘土和适量的水为型砂的主要粘结剂,制成砂型后直接在湿态下合型和浇注。
3 渦轮后排气接管砂型铸造工艺设计
3.1 浇注系统设计
浇注系统截面积的大小对铸件质量也有很大影响。截面积太小,浇注时间长,这样可能会产生浇不足、冷隔、砂眼等缺陷;截面积过大,浇注速度快,这样又可能引起冲砂,使铸件产生渣孔等缺陷,所以必须确定合理的浇注系统的面积,金属液才会以适当的速度充填铸型[5]。
3.1.1 浇注系统类型的选择
根据本文研究对象涡轮后排气接管的结构选择半封闭式(中间注入式)浇注系统比较好,因为浇注中,流速较封闭式慢,有一定挡渣能力,充型较平稳,广泛应用于小型灰铸铁件。
3.1.2 浇注系统的设计与计算
浇注时间的长短表示浇注速度的快慢,其对铸件质量有重要的影响,任何铸件都有某个浇注速度是最理想的,可以说是有一个合适的浇注时间。生产中常用经验公式确定合适的浇注时间。
重量小于450kg形状复杂的薄壁类铸铁件,其浇注时间公式(1)如下:
式中,t—浇注时间,s;
GL——浇注的金属液重量,kg,包括浇冒口在内的铸件质量;
S1——系数,由铸件壁厚决定,由表1查取。
本文研究对象属于小型复杂薄壁铸铁件,查表可知S=1.63,代入式(1)得到浇注时间为:t=S1=1.63×4.2s。
平均静压力头的确定:
根据铸件结构及浇注系统设计原则,选择的浇注方式为中间注入式,运用平均静压力头高度计算公式:
其中:H0——浇口杯顶面到分型面的距离,hc——铸件在铸型中的总高度。
HP=H0-0.125hc=620-0.125×336=578mm。
运用灰铸铁浇注系统内浇道的最小截面积计算公式:
其中,GL、t、Hp由上述计算得知,?滋为浇注系统的流量损耗因数,对于铸铁件的?滋值一般从表2中选取。
代入式3:
对于半封闭式浇注系统,中、小型铸件采用:
对于该铸件属于小型薄壁铸件选取直浇道截面积为内浇道的1.15倍,横浇道截面积为内浇道截面积的1.4倍,即,Ag=1.15×156=179.4mm2,Aru=1.4×156=218.4mm2。针对涡轮后排气接管实体结构,内浇道截面积设计为178mm2,横浇道设计为375mm2,直浇道设计为314mm2。
3.2 冒口及冷铁设计
为了增加金属液的补缩,合理的设置冒口的位置及大小、合理的使用冷铁对铸件的质量都起着至关重要的作用。涡轮后排气接管漏气现象主要是由于缩孔缩松缺陷的影响,断裂是由于浇不足、缩孔缩松缺陷的影响。
3.2.1 冒口的设计
冒口是设置在铸型内贮存金属液的结构,在铸件浇注过程中用来提供补给,补偿在铸件形成过程中可能产生的收缩,可以有效的防止缩孔、缩松、排气和集渣。冒口的形状取决于铸件缺陷的尺寸和形状,运用计算机数值模拟之后,在出现或可能出现缺陷的部位添加冒口进行补缩,从而达到铸件的质量要求。冒口的形状直接影响其补缩效果,在设计冒口时,应从体积相同的形体中,选用散热面积最小的,这样冒口的散热较慢,凝固时间长,这样的就会得到好的补缩效果。
冒口设置在补缩不足的区域,这样凝固时间得到延长,顺序凝固梯度容易建立,进而铸件的补缩效果也得到保证。根据冒口设计的基本原则、铸件的基本结构及常见的冒口形状,在此选用圆柱形冒口;根据模拟结果中出现缺陷的部位,我们可以确定冒口安放的位置及大小。在砂型铸造涡轮后排气接管中,根据铸件产生缺陷的位置,将冒口设置在铸件最高最厚且有利于机加工的顶部平面部分。
涡轮后排气接管为灰铸铁件,冒口的补缩距离一般为铸件壁厚或热节圆直径的10~17倍,铸件壁厚为5mm,在此选取冒口的补缩距离为50mm。
3.2.2 冷铁的设计
固体金属吸收热量的性能比干砂快很多,因此在铸件的转角或者断面部位放置冷铁,可以增加铸件局部冷却速度,从而保证铸件质量。根据以往砂型铸件常出现的缺陷可知,在接管下部有缩松现象,冷铁的激冷速度比较快,因此在该部位增加冷铁实现局部激冷,解决缩松缺陷。
3.3 砂芯设计
在生产复杂、空腔铸件的砂型铸造过程中,制芯是重要环节之一,砂芯通常用于形成铸件的内腔或孔洞[6]。本课题的研究对象涡轮后排气接管为管类零件,在铸造生产过程中首先需要制作砂芯来形成接管内腔。
3.3.1 砂芯材料的选择
在铸造过程中,当从浇道口浇入高温金属液时,支撑部位很小的砂芯会迅速被高温金属液包围,因此砂芯会受产生比较大的应力,为保证铸造精度,需做到砂芯在常温干强度和高温度强度方面要比铸型高。在一定条件下,使用树脂砂其本身的综合经济效益也是可观的。铸造行业中应用树脂芯砂之后,其发展速度在铸造生产中远远超过了任何芯砂。其中,覆膜砂就是一种用于铸造砂芯的树脂砂,它是指包覆着一层树脂膜砂粒的简称。
我国覆膜砂行业广泛应用于汽车缸体缸盖、进气歧管、排气歧管、各类管件以及泵体等各种复杂铸件的生产。在室温下,覆膜砂大部分呈干态分散的自然颗粒状,不管是干态还是湿态都可较长时间地存放[7],在此选用覆膜砂作为涡轮后排气接管砂芯材料。
3.3.2 制芯机的选择
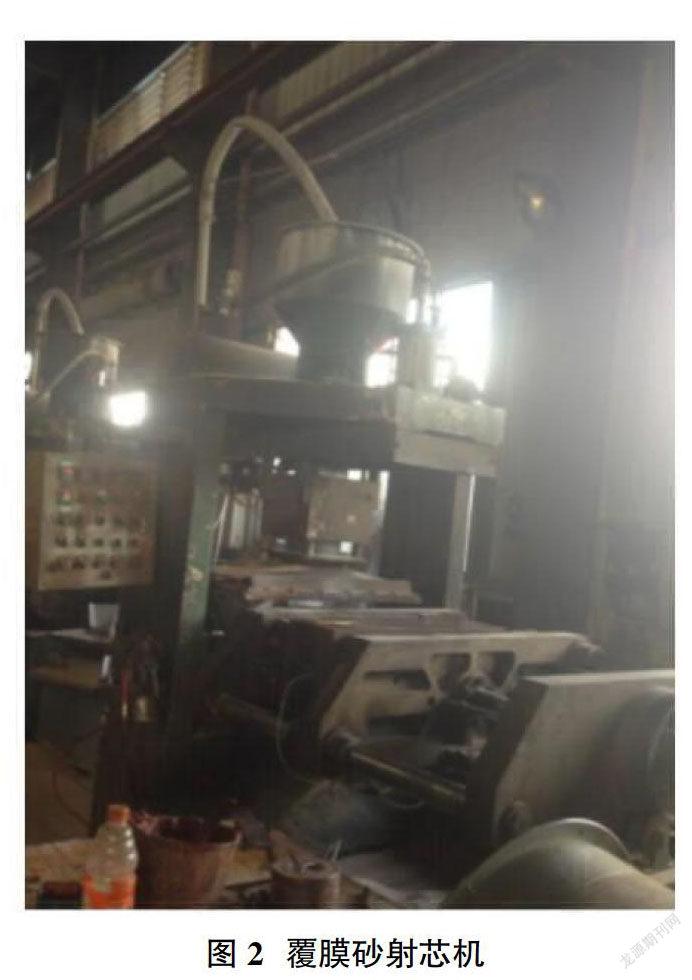
根据实际生产需要,针对本文研究对象涡轮后排气接管,目前所使用的覆膜砂制芯设备是覆膜砂射芯机(图2)。该企业使用的覆膜砂射芯机是本人在实习时参与研究制作的,射砂机构是该射芯机的主要工作机构,其中还包括供砂机构、工作台、将射砂机构与工作台连接成一个整体的立柱、机座等部分以及控制系统等辅助机构[8]。
覆膜砂射芯机对涡轮后排气接管进行砂芯制作,整个制芯过程为:
①砂闸板开启,向射砂筒加砂;
②停止加砂,砂闸板关闭;
③砂闸板充气密封;
④从水平方向夹紧芯盒;
⑤射砂筒下降,使芯盒紧贴射砂板;
⑥关闭排气阀;
⑦开启射砂阀进行射砂;
⑧关闭射砂阀,射砂结束;
⑨开启排气阀;
⑩射砂筒上升;
{11}松开水平加紧装置;
{12}砂闸板密封排气松开;
{13}取出砂芯。
上述动作大部分是互相联系的,必须按次序进行。整个系统采用PLC控制,温控装置采用数显温度仪,保证模具温度均衡。
制成的砂芯能否直接用于砂型铸造,必须还要进行进一步的验证,验证的方面也是多种多样,不仅要考虑到砂芯的外表几何形状是否符合基本要求、尺寸精度等级够不够高、表面质量包括表面粗糙度等是否达到要求,还要细致地观察砂芯的颜色,因为砂芯固化情况的好坏可以通过颜色来检查。烧制比较好的正常的砂芯中心是淡黄色的,而外表面是黄褐色的,并且颜色比较均匀,如图3所示,过烧的砂芯外表一般呈现出褐色,有的甚至呈现出黑色,而发生硬化不足时,砂芯中心呈现白色,外表呈现黄色。
4 总结
砂型铸造是该企业常用的铸造生产方法,砂型铸造铸型制造简单,造型材料简单易得,一直是铸造生产中的基本工艺,本文主要介绍了涡轮后排气接管砂型铸造工艺简介,对砂型铸造所需的主要铸造工艺进行设计;后续将设计好的砂型铸造模型用铸造数值模拟软件进行充型过程及凝固过程模拟结果分析,砂型铸造模拟结果分析得知,为了增加金属液的补缩,合理的设置冒口的位置及大小、合理的使用冷铁对铸件的质量都起着至关重要的作用。涡轮后排气接管漏气现象主要是由于缩孔缩松缺陷的影响,断裂是由于浇不足、缩孔缩松缺陷的影响,通过铸造数值模拟确定了缺陷产生的部位及大小,通過对其进行工艺改进之后铸件本身不再出现缺陷,进而解决了铸件的漏气、断裂问题。对于铸件底部出现缩松现象的砂型铸造,将冒口和冷铁配合使用,改善铸件的凝固顺序,在同样的浇注条件下,改进的铸造工艺能够生产出质量合格的涡轮后排气接管。
采用此工艺进行砂型铸造加工的涡轮后排气接管,在铸件本身没有出现浇不足、缩孔缩松等缺陷,仅在浇注系统部分出现浇不足和缩孔缩松现象。由于浇注系统在后续加工中会去掉,不属于铸件本身,并不影响涡轮后排气接管的使用,因此对于铸件本身来说已经是合格铸件,证明了工艺设计的有效性,为企业生产涡轮后排气接管铸造生产提供依据。
参考文献:
[1]李荣德,米国发.铸造工艺学[M].北京:机械工业出版社, 2013.
[2]白朝中,龚伟,雷振.进气管砂型铸造工艺与模具设计[J]. 模具工业,2014,40(6):57-62.
[3]王怀林.汽车典型零部件的铸造工艺[M].北京:北京理工大学出版社,2003.
[4]林勃.砂型铸造工艺学[M].机械工业出版社,1992.
[5]李弘英,赵成志.铸造工艺设计[M].机械工业出版社,2005.
[6]李魁盛,马顺龙,王怀林.典型铸件工艺设计实例[M].机械工业出版社,2008.
[7]李远才.覆膜砂及制型(芯)技术[M].机械工业出版社, 2008.
[8]王录才,宋延沛.铸造设备及其自动化[M].北京:机械工业出版社,2013.
