2205双相不锈钢薄板端接接头焊接工艺
2021-09-10沈亚仁
沈亚仁
摘要:介绍了2205双相不锈钢1.2 mm薄板端接接头钨极氩弧焊焊接工艺,从2205的特点与应用、材料的焊接性、焊接工艺参数及操作要领等方面入手,着重分析薄板端接焊接过程中容易出现的问题(金相组织不均匀)以及为解决缺陷所采取的相关工艺措施及方法。
关键词:2205双相不锈钢;端接接头;焊接工艺;金相组织
0 前言
某换热器设备制造公司承接一批容器设备制作工程,该设备要求具有良好的耐腐蚀和力学性能,材料为双相不锈钢00Gr22Ni5Mo3N (2205),结构接头形式为薄板端接,厚度1.2 mm。此类薄板产品目前无成熟经验可借鉴,因此焊接工艺的适应性是保证焊接质量及组织均匀合理的关键。
1 2205双相不锈钢基本特性
2205双相不锈钢在室温下固溶体组织奥氏体和铁素体约各占50%(铁素体约30%~55%),兼有两相组织特征。它保留了铁素体不锈钢导热系数大、热膨胀系数小、耐点蚀缝隙及氯离子应力腐蚀的特点[1];又具有奥氏体不锈钢韧性好、脆性转变温度较低、抗晶间腐蚀、力学性能和焊接性能好的优点,在化工、海洋等工程行业应用较多,但都局限于3 mm以上的中厚板应用,薄板焊接还处于研究与待开发状态。
2 2205双相不锈钢主要焊接要点
2.1 焊接接头组织的比例不均匀
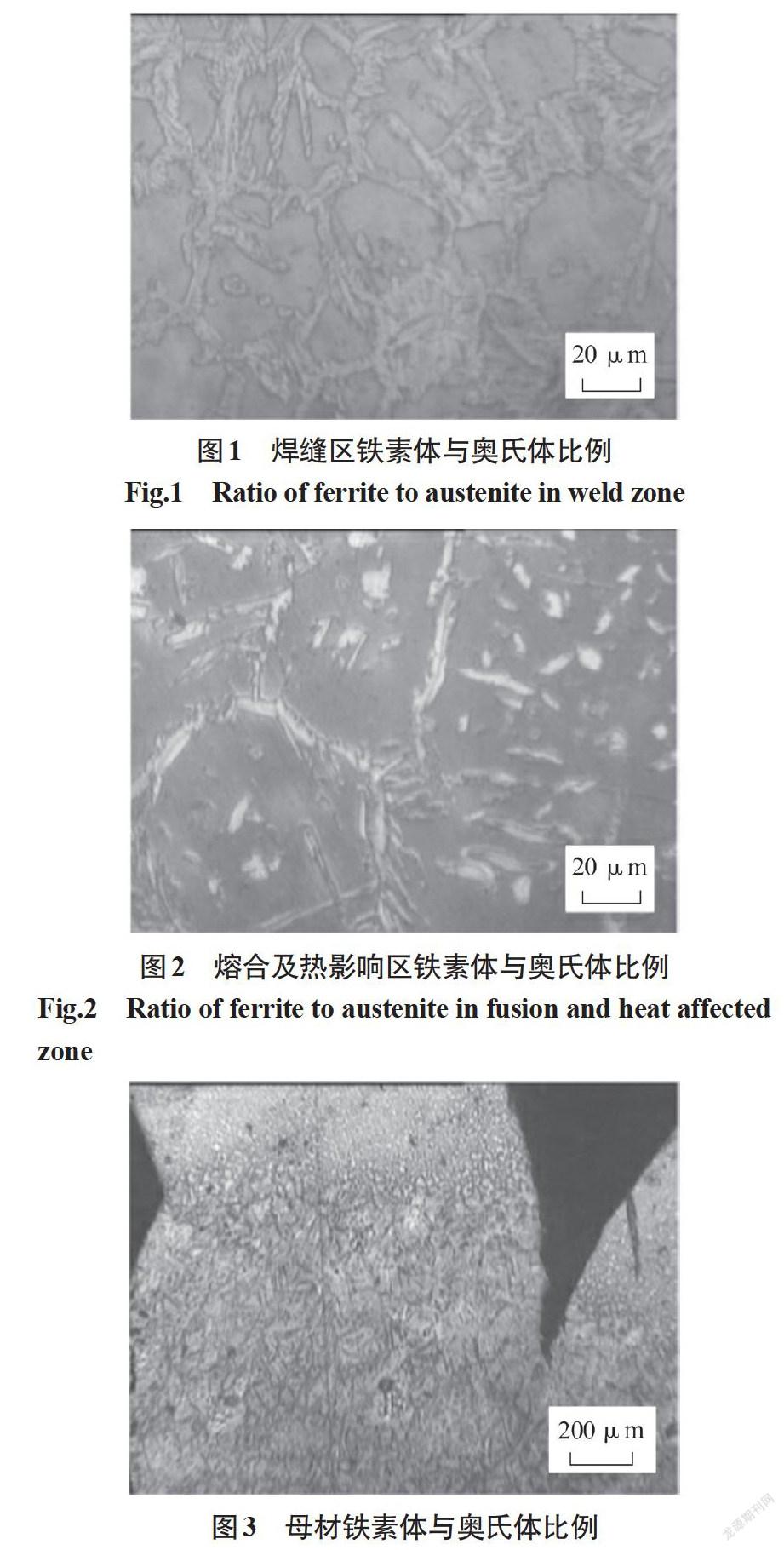
在2205焊接过程中最容易出現金相组织不均匀,如奥氏体相比例过高(>75%)将导致强度和抗应力腐蚀能力下降;随着铁素体相比例的增加,强度会增加,但材料的475 ℃脆性敏感性会增大,控制焊接接头中的金相比例是双相不锈钢焊接的的主要问题[2]。图1~图3分别为焊缝区、熔合及热影响区、母材区焊接热输入不合理情况下的铁素体与奥氏体比例。
从金相图来看,因热输入不合理,导致焊缝区铁素体含量达65%,熔合区及热影区的铁素体比例严重超标高达85%,而稍远离焊缝的母材组织变化不明显。端接接头形式不规则易造成受热不均,从而导致热影响区铁素体与奥氏体组织不均衡是影响焊缝质量的主要问题。
2.2 焊缝区的晶间腐蚀
2205双相不锈钢与普通奥氏体不锈钢一样,都会产生475 ℃脆性和发生晶间腐蚀等问题[3]。要控制焊缝金属的化学成分,降低含碳量和添加足够的TI或NB,尽量避免在450~850 ℃温度区间的停留以防止晶间腐蚀。
2.3 焊接接头的点腐蚀
焊接过程中冷却速度不合理或同样条件下材料中的N含量过低,导致点蚀电位相差很大,造成焊接接头在运行过程中出现点腐蚀,严重降低其使用性能。
3 焊接试验实例解析
通过对2205双相不锈钢1.2 mm薄板端接接头形式的试件进行焊接试验,介绍分析整个焊接工艺过程、工艺参数及对缺陷的防止与处理。
3.1 母材及焊丝
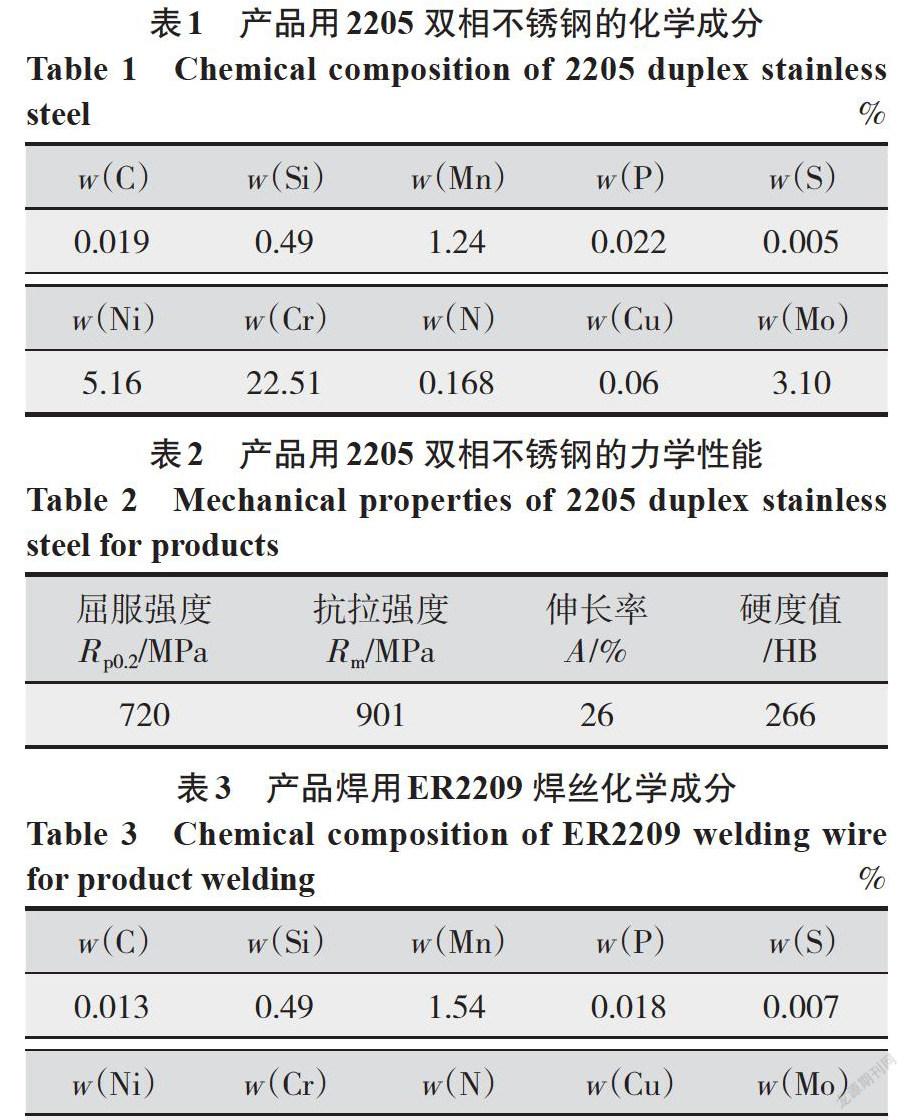
2205不锈钢板来自国内酒泉钢铁公司,执行标准为ASTM A240/A240M-15,其化学成分和力学性能分别如表1、表2所示;焊丝采用瑞典阿维斯坦公司的ER2209,直径为1.6 mm,其化学成分如表3所示。
3.2 焊接电源、保护气体、钨极选用
焊接方法采用手工脉冲钨极氩弧焊(TIG),电源为松下YC-315TX直流脉冲焊机,焊接参数包括脉冲电流、基值电流、脉冲频率与脉冲宽度等。
N元素的添加可以强化并稳定奥氏体相,同时提高其焊接性,焊接过程中焊缝表面的N会有一定的损失,为补偿损失保护气体采用φ(Ar)98%+φ(N)2%混合气。
钨极选用铈钨极φ1.6 mm,端部磨成细尖锥形,以保证焊接电弧的稳定。
3.3 焊前准备
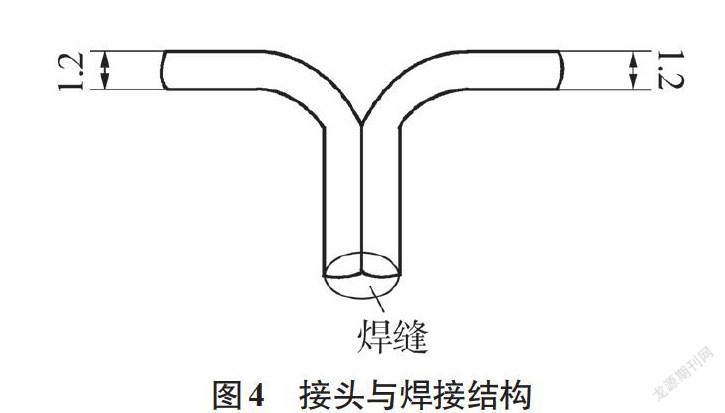
3.3.1 接头与坡口加工
产品接头形式为端接,其坡口为机械加工Ⅰ型,焊前严格清理焊接区域内20~40 mm污物,接头与坡口形式如图4所示。
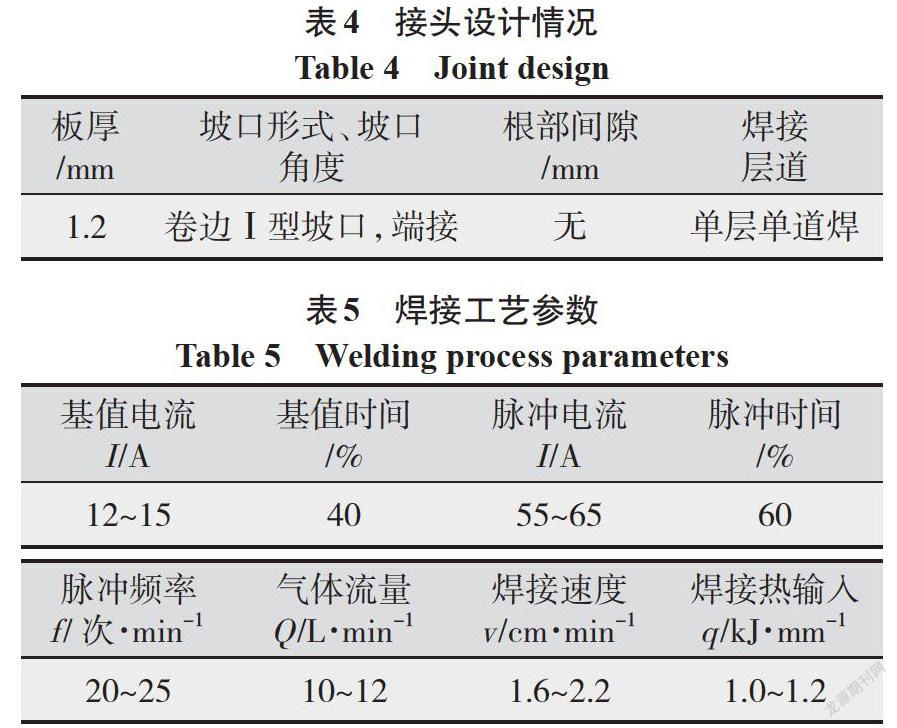
3.3.2 焊接工艺参数
由于双相不锈钢导热性能较好,热膨胀系数比奥氏体不锈钢低,薄板在焊后不会产生较大的残余应力,具有较好的抗裂性能,可以采用较大的线能量进行焊接[4]。具体焊接工艺参数如表4、表5所示。
3.4 组对定位
制作相应的夹紧装置将两板夹紧组对,在坡口焊缝内点固定位;定位参数较正常焊接大10%~15%左右,定位焊长度每点约为5~8 mm,定位间隔50~60 mm,定位焊作为焊缝的组成部分,应确保每点定位焊熔合良好。
3.5 焊接过程及注意事项
2205双相不锈钢薄板焊接过程与奥氏体不锈钢焊接方式基本相似,但应该注意以下几点:
(1)焊前应将两板运用夹具夹紧,不允许留有间隙并防止在焊接过程中产生变形。
(2)焊接时通常采用左向焊法,断续送丝,焊接时送丝应与焊枪移动相协调,其中脉冲电流用于熔化焊丝形成焊缝,基值电流为冷却熔池和保证电弧不熄灭;在焊接过程中要防止焊丝与钨极碰撞产生夹钨。
(3)严格控制焊接温度与热输入。在焊接过程中,运用分中分段退焊法,每次焊接长度约为50~60 mm,确保每段每道之间温度下降到100 ℃以下方可进行焊接。
(4)注意起头、接头、收弧的处理。焊接过程中应运用起弧、焊接、收弧电流等功能,稍大的起弧电流能保证焊缝温度的快速上升,促使起弧熔合良好;焊接电流应与送丝熔化速度及焊接速度相匹配,接头处应用砂轮机磨薄成斜口以保证连接良好;收弧处须采用衰减或收弧功能,将弧坑填满,防止火口与弧坑裂纹产生。
(5)焊接过程中采用直线运条法,利用送丝量来控制焊缝余高,并保证焊缝两侧的熔合。
3.6 焊后热处理
焊缝冷却至室温后,将产品进行1 050 ℃固溶处理,保温60 min后水冷至室温,以确保奥氏体与铁素体的组织均匀[5]。
3.7 焊后检验
(1)点腐蚀试验。
从焊缝、热影响区和母材分别切取尺寸20 mm×10 mm×2 mm的点腐蚀试样,依椐ASTM G84标准进行点腐蚀试验。将试样清理干净称重,然后置于PH=1.3的6%三氯化铁(FeCl3)溶液中浸泡24 h,保持恒温20~24 ℃,试验后再次称重,计算出试样的腐蚀率,应满足标准规定腐蚀率(不超过10 mdd)。
(2)用线切割切取金相试样,试样应包括焊缝、热影响区和母材。采用5 g三氯化铁(FeCl3)溶于100 mL蒸馏水,再加入100 mL盐酸(HCl)配制成腐蚀液浸蚀金相试样,用金相显微镜观察焊接接头各区域的组织分布与比例,铁素体组织比例为45%~55%,完全满足要求。
4 结论
(1)2205雙相不锈钢1.2 mm薄板端接接头要获得奥氏体与铁素体比例比较合理的金相组织,应选择合理的工艺参数,并在焊后进行固溶处理。
(2)满足力学性能的关键是合理控制焊接线能量,通过试验分析,线能量控制在100~120 kJ/cm为合适。
(3)采用φ(Ar)98%+φ(N)2%的混合保护气体,可促进焊缝及热响区金相组织的均匀。
(4)与普通奥氏体不锈钢相同,2205双相不锈钢也会产生晶间腐蚀和475 ℃脆性,在焊接和热处理过程中应避免在450~850 ℃温度区间的停留。
参考文献:
邹德宁,韩宁,李姣,等.热处理对2205双相不锈钢焊接接头力学性能的影响[J].机械工程学报,2011,47(1):85-89.
张建勋,李为卫,李庆琰. 2205双相不锈钢焊接性研究综述[J].焊管,2005,28(5):6-10.
岳斌,马鹏举,王大治,等. 2205双相不锈钢的焊接工艺研究[J].化工机械,2009,36(1):5-8.
刘志军,王国斌,樊丽娜,等. 2205双相不锈钢3mm薄板焊接试验[J].机械化工,2013(1):39-42.
韩志斌,王少刚,徐凤林,等. 2205双相不锈钢焊接接头的耐蚀性能[J].石油化工腐蚀与防护,2008,25(3):1-3.
