多点定位式柔性夹持工装设计与研究
2021-09-10孙岩
孙岩


摘要:为了解决飞机、汽车等行业的薄壁零件在常规方法定位加工中劳动强度大、自动化程度低、生产效率低、成本高、质量不稳定,且因形状复杂、刚度低不易定位夹持等问题,提出了基于多点真空吸附式柔性夹持工装方法。设计了一套X-Z两坐标的点阵式机械结构和采用真空泵系统的真空回路,并运用CATIA有限元分析模块对工装横梁的强度和刚度进行了校核,完成了一套用于薄壁零件的柔性工装系统。结果表明该设计满足要求,系统能有效提高制造柔性,为解决传统定位方法的缺陷提供了一种思路。
关键词:柔性夹持;薄壁零件;真空吸附;有限元
0 引言
薄壁零件包括各种钣金零件、复合材料壁板等,广泛应用在汽车、航空和航天的领域。薄壁类零件在生产实践中通常是先成形后加工,加工包括切边、开孔等。大型薄壁零件体积大、壁薄,不易固定夹紧,在加工过程中容易变形。传统的加工方法是采用专用工装,此类工装具有和零件表面一样的曲面形状用于定位零件,并用压紧卡板固定工件,为了便于数控加工,也可采用吸附式专用工装。专用工装可以可靠固定薄壁零件,并且制造成本低,非常适用于零件种类少、批量大的企业。对于产品数量多并且经常改型的企业,将不得不制造大量专用工装,这是很大的负担。随着市场经济的不断发展,产品的批量越来越小,种类越来越多。对于这种零件种类比较多的薄壁零件尤其是大型薄壁零件生产企业,需要新的工艺装备。柔性工装可以实现一个工装满足多个零件的加工,大幅度提高了生产效率与制造柔性。如何实现薄壁零件定位和夹持的柔性化,使同一个工装可以用于多个薄壁零件是柔性夹持工装设计的关键问题[1,2]。
结合薄壁零件的切边和开孔等铣削加工特点,确定了柔性定位和夹紧的方式,设计了具有自适应功能的柔性吸盘,并设计了一套具有多个可以移动调整的横梁和立柱的柔性夹持工装系统。通过调整横梁和立柱的位置,多点柔性工装可以适用于不同形状尺寸的薄壁零件。根据真空吸附原理并结合柔性定位原理,设计了真空吸附系统。最后通过CATIA有限元分析模块对柔性工装的主要零部件进行了强度和刚度分析。
1 工作原理及核心技术
薄壁零件曲面的空间定位是基于多点定位原理[3,4],如图1所示。
各定位点位于定位球体表面,定位球体的半径相等,薄壁零件曲面与各个定位球体相切。定位球体的球心与切点的距离为球半径并位于切点处曲面的法线上,只要确定球体球心的位置就可以实现薄壁零件的定位,可以利用等距面法确定球心。薄壁零件曲面的等距面可以利用CATIA、UG等三维设计软件获得,并根据球心的X、Y坐标值确定其Z坐标值。根据不同的零件曲面确定不同的空间定位点阵。柔性工装可以根据不同的定位点阵进行调整,实现柔性定位。
柔性夹持工装具有由定位吸附装置组成的点阵,定位球体由该装置的结构实现。工作时控制系统根据设定好的各个定位吸附单元的坐标,驱动柔性夹持工装的定位系统进行调形运动,生成与薄壁零件表面形状相吻合且均匀分布的定位吸附点阵,将零件放置在定位吸附点阵上,再通过控制真空系统,使参与定位吸附的吸盘产生适当的真空吸附力,从而精确可靠地定位夹持薄壁零件。当薄壁零件改变时,吸附点阵位置可以根据新的坐标数据自动进行调整,以满足不同曲面形状的需求,实现了工装的柔性化。
2 工装的机械结构设计
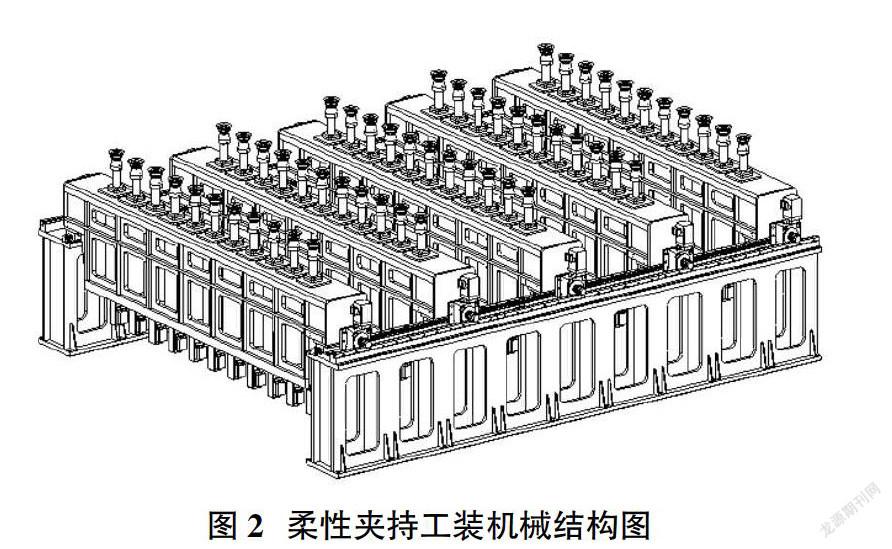
柔性夹持工装的整体机械结构如图2所示。机械系统包括定位吸附系统、柔性调整系统、基础支撑装置。根据各定位单元的自由度,柔性调整方式分为单自由度调整[5]、两自由度调整和三自由度调整[6]。两自由度系统比单自由度系统的适应性和定位单元利用率要高,并且制造成本和系统复杂性比三自由度系统要低,因此该柔性调整系统选用两自由度系统。
定位吸附系统包括定位吸附装置和真空系统。定位吸附装置由吸盘、万向关节、安装结构组成。万向关节可以根据零件的表面形状自动调整,使吸盘与零件表面相切,并可靠吸附零件;通过吸盘表面准确定位薄壁零件。安装结构设计成可以快速拆卸的形式,便于定位吸附装置的维修和更换。真空系统向各个吸盘提供真空负压,并自动检测吸盘的真空吸附状态。
柔性调整系统可以对工装各定位点在X和Z方向進行调整。在Y方向,通过增加定位点数量来实现对零件曲面的适应性。Z方向调整通过升降柱实现,定位吸附装置位于升降柱顶端随升降柱移动。Z向采用滚珠丝杠传动,通过伺服电机及其编码器实现半闭环控制。为了保证Z向定位准确稳定,伺服电机具有制动功能,能可靠锁定升降柱。横梁的X向移动采用两台伺服电机同步驱动。两台电机位于横梁两端,通过蜗轮蜗杆减速机及齿轮齿条传动带动横梁移动。通过编码器反馈控制,伺服电机驱动横梁移动到指定位置,然后,利用蜗杆蜗轮减速机的自锁功能实现横梁的定位。为了尽量消除横梁移动的反向间隙,齿轮齿条传动采用双斜齿轮消间隙。基础支撑装置用于支持整个工装系统。
3 真空系统
3.1 真空回路
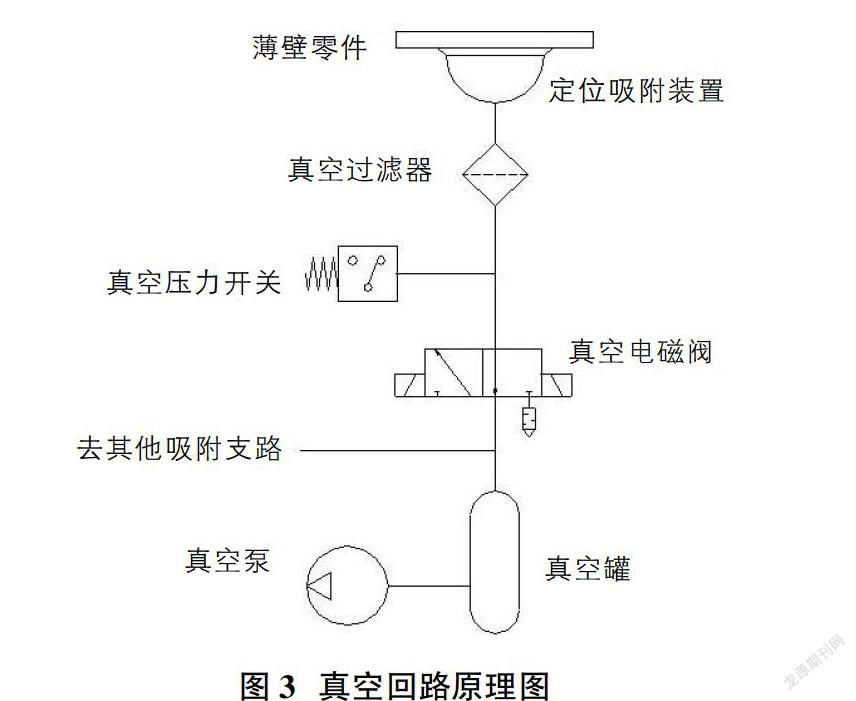
在真空吸附夹紧的场合,通常有两种方式产生真空,一种是采用真空发生器,另一种是利用真空泵。为了提高系统工作的可靠性,这里采用真空泵组成回路,如图3。真空泵适用于连续大流量工作,可以有效应对各种微小泄露;并且使用真空泵的回路具有真空罐,可以有效应对真空系统断电等意外情况。
真空泵产生真空负压。真空罐可以稳定真空压力,并且在真空系统断电时维持一定时间的真空压力。真空电磁阀采用两位双电控,防止断电复位造成零件脱落。根据真空压力开关检测的压力值可以了解零件是否可靠吸附。真空过滤器可以阻止污染物从吸盘吸入真空系统,保护各个元件不受污染。
3.2 定位吸附装置
为了保证薄壁零件能够可靠的定位吸附,用于定位吸附的吸盘应具有万向转动能力,便于贴合任意工件曲面。具体结构,如图4所示。
该装置的万向转动能力通过球铰链实现。在零件的压迫下吸盘会发生转动使其上表面与零件表面贴合,球铰链的球心与吸盘定位面距离为R。薄壁零件与吸盘相接触的表面可以近似看做平面,吸盘表面与零件相切即是半径为R的球与零件相切,从而只要确定球铰链球心的位置即可实现薄壁零件的定位。
4 结论
基于多点吸附的柔性夹持工装可以有效解决薄壁零件表面形状复杂、刚度低不易定位夹紧的问题,极大地提高了生产自动化程度和生产效率。该工装采用多点吸附定位支撑取代传统的固定曲面形状的专用工装夹具,极大地降低了生产成本,提高了工装夹具的利用率,减少了工装的数量。通过真空吸附方式来夹紧薄壁零件,避免了工装的压紧装置与零件的加工轨迹产生干涉的问题。通过调整各个升降柱的高度,就可以使工装适应不同薄壁零件的曲面定位需求,提高了生产效率,降低了劳动强度。
参考文献:
[1]隋振,李明哲,蔡中义,刘纯国.多点成形控制系统总体设计及其关键技术[J].吉林大学学报(工学版),2002,32(4):20-25.
[2]邹方,薛汉杰,周万勇,许国康.飞机数字化柔性装配关键技术及其发展[J].航空制造技术,2006(9):30-35.
[3]门延武,周凯.自由曲面薄壁工件加工的柔性定位方法研究[J].制造技术与机床,2008(10):113-117.
[4]刘伟,陈建军,李明哲,王成焘.多点成形CAD中接触点的快速计算[J].计算机辅助设计与图形学学报,2005,17(5):1019-1023.
[5]屈力刚,陈国涛,苏长青,季伟,朱平.飞机壁板真空吸盘式柔性装配工装系统设计[J].沈阳航空航天大学学报,2012(12):36-41.
[6]Huan Ji,Jin Yang,Xiao Wenlei.CNC SYSTEM OF FLEXIBLE FIXTURE IN AIRCRAFTCOMPONENT MANUFACTURING AND ASSEMBLY[J].Transactions of Nanjing University of Aeronautics & Astronautics,2012(10):54—61.
