离心压缩机法兰平面使用密封胶的可行性研究
2021-09-10罗梦珠
罗梦珠

摘要:离心压缩机设计时,通常法兰面之间的密封都采用O形圈密封。开发组从成本、质量、人机工程三方面研究平面密封胶的可行性,提出使用胶密封代替O形圈的设计方案。使用价值工程的分析方法,分析了平面密封胶实施存在的问题,为企业降低成本,提高效率做出贡献,也给设计人员一些启发。
Abstract: Whendesign centrifugal compressor, the seal between flange is usually designed with O-ring. Afterstudyingthe feasibility of fluid sealant with cost, quality and ergonomics. the R&D team proposal the idea of usingfluid sealant instead of O-ring is pro. With value analysis and value engineering, analyzing the risk of fluid sealant implementation. Then find the solution to make the product cost down and make contribution to increase company operation efficiency, meanwhile have some inspiration for compressor designers.
關键词:法兰;O形圈;密封胶;离心压缩机;价值工程
0 引言
设计离心压缩机时,铸件外壳密封通常采用O形圈密封。随着市场竞争的成本压力上升,企业为了降低产品制造成本,提升企业运营效率。公司通过价值工程的方法,寻找降低产品成本的机会。采用平面密封胶代替O形圈密封在内燃机行业已经很成熟,本文通过对比胶密封与O形圈密封的区别,提出在离心压缩机制造过程中使用胶密封代替O形圈密封的可行性。
1 法兰密封方式
法兰密封是设备连接常用的结构形式,法兰结构根据使用工况情况,外形各异。影响法兰密封效果除了法兰本身的结构,还有密封材料[1]。常见的密封材料有垫片、O形圈、平面密封胶等。离心压缩机自发明之后,法兰密封一般采用O形圈密封。
1.1 O形圈密封 离心压缩机设计时,零件密封方式通常选择O形圈密封,O形圈密封结构相对简单、容易加工、技术成熟,安装方便,使用范围广,开发人员可参照选型的方案比较多,密封验证计划详细,使用风险低。在运用过程中O形圈密封存在的问题主要是压缩机泄漏,引起O形圈密封失效的常见原因有O形圈永久变形、配合沟槽尺寸问题、零件清洁度不良、安装不到位等[2]。
1.2 法兰密封胶 在装备制造领域,自平面密封胶“问世”之后,在汽车行业得到广泛的运用与普及,特别是汽车发动机、变速箱等壳体零件,使用胶密封的制造工艺非常成熟。国内在70年代首先运用胶密封是内燃机行业,主要使用螺纹紧固胶与平面密封胶[3]。胶密封成为设备防漏、防松、快速维修的秘密武器[4]。胶密封设计简单,零件密封面机加工要求低,设计相关零件少,制造工艺容易。随着胶密封技术的成熟与推广,各行各业在设计密封时,胶密封成为了开发人员优先选择的密封方式之一。
2 胶密封的价值分析
当前离心压缩机采用O形圈密封,根据价值工程的分析方法,假设使用胶密封代替O形圈密封,首先可以消除O形圈物料维护,采购物料种类减少。其次,减少铸件沟槽的机加工;减少生产线装配时间,提升制造效率;消除质量风险,提高产品的一次通过率。最重要是采用胶密封可以使用压缩机现场维修更加简单,减少大量的三包成本。
2.1 成本价值 根据价值工程的方法,价值=功能/成本。离心压缩机采用O形圈密封主要功能是密封,在胶密封能满足功能要求的前提下,物料的采购成本会降低很多,其价值自然就会提升。
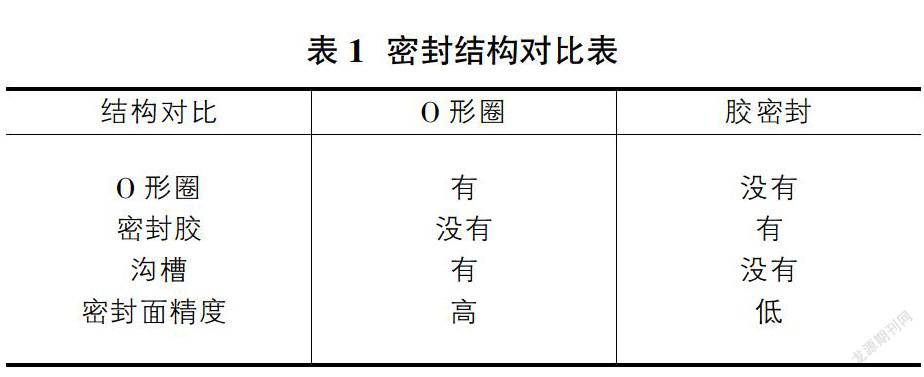
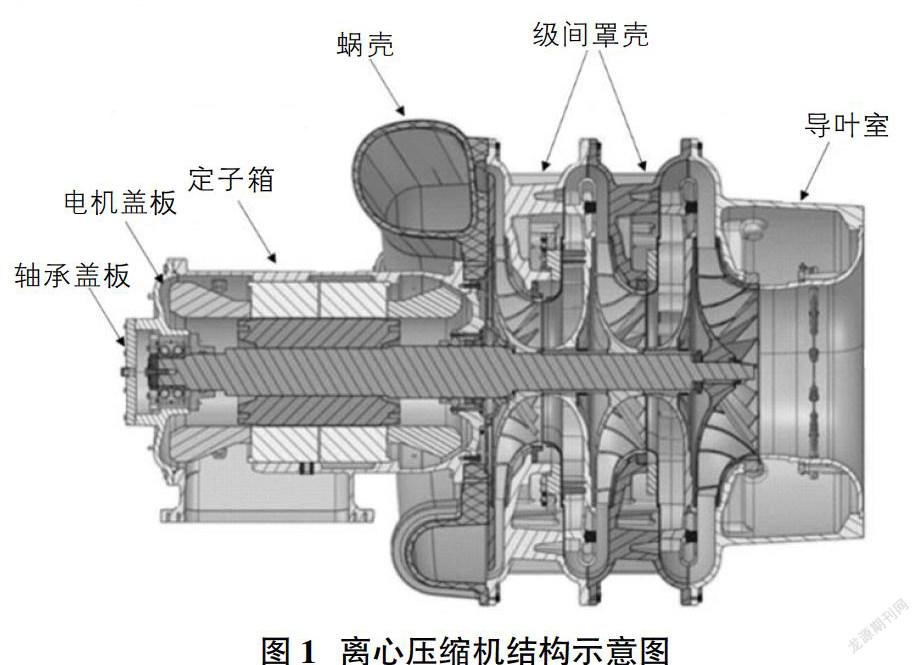
离心压缩机外壳主要包括蜗壳、电机定子箱、级间罩壳、导叶室等,根据叶轮压缩的段数不同,级间罩壳的数量也不一样。外壳之间的密封使用O形圈密封,不同外壳之间O形圈规格不一样,离心压缩机主要结构如图1所示。如果使用胶密封代替O形圈密封,外壳之间密封只有胶,结构比O形圈密封更加简单,两种密封方式的结构对比如表1所示。
由表1可知,胶密封结没有密封沟槽,并且密封面精度相对较低。使用O形圈密封每台离心压缩机的需用到5~7根O形圈,每台压缩机O形圈采购成本为1100~1600元,采用胶密封的成本每台60~100元,单台压缩机直接物料成本差异大于93%。除了物料的直接成本,胶密封还能减少离心压缩机外壳机加工、质量检测、零件表面精度要求、刀具成本、安装工艺辅料等方面的工作,其成本结构如表2所示。
假设企业离心压缩机全年产量为1500台套/年,使用胶密封代替O形圈密封可以每年为企业节约直接与间接成本总计300万人民币左右。从运营成本的角度,胶密封代替O形圈密封是可行的。
2.2 质量改善 离心压缩机在制造过程中,常见的失效模式就是泄漏。根据过往5年的质量数据,排在前几位质量问题就是外壳之间的泄漏。影响O形圈密封的因素较多,O形圈材质、压缩形变、压紧力、机加工表精度、密封面清洁度等都有可能影响压缩机泄漏。使用胶密封代替O形圈,泄漏发生的根本原因就是胶没有完全固化,固化机械性能不达标。只要胶的固化强度达到设计要求,可以从根本上解决离心压缩机泄漏的问题。密封胶的使用除了对制造过程质量有很大的贡献;同时在三包期,对质量贡献也很大。使用O形圈密封,如果压缩机发生泄漏,造成冷媒泄漏,需回收冷媒拆开压缩机更换O形圈,压缩机返修的成本很高。胶密封填充间隙大、螺栓扭矩要求低、对零件表面要求低,可以实现泄漏点单独围堵,无需拆开压缩机,客户端返修容易。维修工程师不用担心O形圈缺料,影响维修工期的问题。从质量改善的角度,使用胶密封代替O形圈密封是可行的。
2.3 人机工程改善 对于制造过程使用胶密封代替O形圈,可以减少装配工序、去除O形圈安装的工艺辅料、消除操作人员频繁的弯腰、擦试等动作。人员操作安全风险更低,操作人员的动作更加简单,人机工程评审更加优化。从人机工程的角度,胶密封代替O形圈密封是可行的。
3 胶密封存在的问题及改善措施
胶密封代替O形圈密封有很多优势,在改善之前除了要完成必要的检测验证,还要确保密封胶与冷媒的兼容性,其次工艺流程的变更需保证压缩机在制造过程中不会发生泄漏。
3.1 介质兼容性问题 在压缩机制造行业,任何一种介质的使用都要通过介质与冷媒的兼容性试验。离心压缩机通常可以使用多种冷媒,密封胶需要同时满足与多种冷媒的兼容性。我司选定的法兰平面密封胶为厌氧型密封胶,在汽车空调领域有着广泛的运用案例,其固化后机械性能优良,代替O形圈样机验证合格。对于常用冷媒供应商能直接提供兼容性报告,我司只要完成特定冷媒的兼容性报告即可,根据第三方的兼容性报告,该类型密封胶与我司使用冷媒兼容。
3.2 胶密封泄漏及改善措施 实验证明采用密封胶代替O形圈密封是可行的,但是密封胶的固化需要满足特定条件,影响密封胶的固化因素很多。如果密封胶没有完全固化,离心压缩机外壳之间容易产生泄漏,特别当压缩机安装到空调主机上时,吸氣弯管焊接、冷媒管焊接、吊装作业等都会影响胶的密封性能,在主机处发现压缩机泄漏,返修的工作量会造成成本浪费。
通过大量离心压缩机泄漏数据分析,在以下情况下,离心压缩机容易发生泄漏。
①离心压缩机在环境温度低于5℃时,容易发生泄漏。②零件表面清洁度不良时,容易发生泄漏。③外壳表面粗糙度高于Ra1.6时,容易发生泄漏。④压缩机空载试车完成直接安装到空调主机上,容易发生泄漏。
除以上情况,压缩机泄漏的可能性原因,都是由于密封胶没有完全固化,导致在空调主机安装时,影响到了密封胶固化的机械性能。为了保证制造流程的可靠性与稳定性,特制定以下措施:
①离心压缩机外壳表面粗糙度为Ra3.2。
②对于环境温度,在低温的冬季或是春季,离心压缩机装配环境温度保证大于20℃,成品存放区域温度保证大于5℃。
③压缩机空载试车完成之后,需在成品区域放置6h以上。
④对于零件清洁度要求,表面清洁度小于30RFU(相对荧光单位)。
离心压缩机胶密封泄漏是多因子共同影响的结果,除了以上措施可以提升压缩机泄漏的一次通过率,人员的操作行为也很重要,对于个人操作步骤、密封胶涂的宽度都有标准化,确保离心压缩机在实际制造过程中,压缩机泄漏的一次通过率保持目标值大于99.5%。压缩机安装主机上无泄漏,100%合格。
4 结论
本文主要研究胶密封代替O形圈密封的可行性,通过对比两种密封方式的结构、成本、功能、质量、人机工程等几个方面,证明使用平面密封胶代替O形圈密封的可行性。其次说明了密封胶与冷媒的兼容性是胶密封设计的前提条件,最后论述胶密封在制造过程中面临的问题并提出了解决办法。完成密封胶代替O形圈密封整个价值工程的循环,证明在离心压缩机制造领域胶密封代替O形圈密封的可行性,也给设计开发人员一些启发。
参考文献:
[1]吴宗泽主编.机械设计实用手册(第三版)[M].化学工业出版社出版,2010.
[2]刘伟建.橡胶O 形圈静密封概述[J].液压气动与密封,2013 (11):71-72.
[3]徐志远.乐泰技术是根治内燃机“三漏”的有效方法[J].加工技术,1995(02):40-41.
[4]郑云波.乐泰密封粘接技术在大型压力机制造中的应用[J].制造技术与机床,2003 (05):49-50.
