Nb521铌合金电子束焊工艺研究
2021-09-10朱冬妹梁滨王斌胡晓勇王瑞沈华马建强
朱冬妹 梁滨 王斌 胡晓勇 王瑞 沈华 马建强
摘要:对Nb521铌合金进行了电子束焊工艺试验研究,优化了工艺参数,分析了焊缝表面成形及焊接接头组织、常温和高温力学性能。结果表明:Nb521具有良好的电子束焊接性能,焊缝常温拉伸强度、屈服强度均能达到母材的95%以上,延伸率达到母材的86.7%,在1 600 ℃以下焊缝性能良好。
关键词:Nb521铌合金;电子束焊接;拉伸强度
中图分类号:TG456.3 文献标志码:A 文章编号:1001-2003(2021)04-0090-05
DOI:10.7512/j.issn.1001-2303.2021.04.18
0 前言
5BMV 合金在苏联应用于双元液体火箭发动机推力室身部的制造,在硅化钼高温抗氧化涂层的保护下推力室的工作温度可达到1 550 ℃左右,大幅减少了用于冷却燃烧室的推进剂流量,有利于提高发动机的性能[1-5]。我国研制的Nb521铌钨合金(Nb-5W-2Mo-1Zr)与5BMV 合金相似。
文中针对Nb521材料电子束焊接工艺参数以及不同温度下焊缝的力学性能进行工艺试验摸索,获得材料的焊接工艺性评价,为材料的工程化应用积累数据。
1 试验方案
1.1 试验材料
Nb521 铌钨合金板材、棒材为再结晶状态,化学成分如表1所示。
1.2 焊前工艺准备
为保证焊缝质量,更有效地消除待焊处的油污及其残余金属屑,通常采用酸洗和机械打磨的方法对零件进行焊前处理,并用无水乙醇或丙酮擦拭干净。
2 试验方法及结果
2.1 电子束焊接试验方案及结果
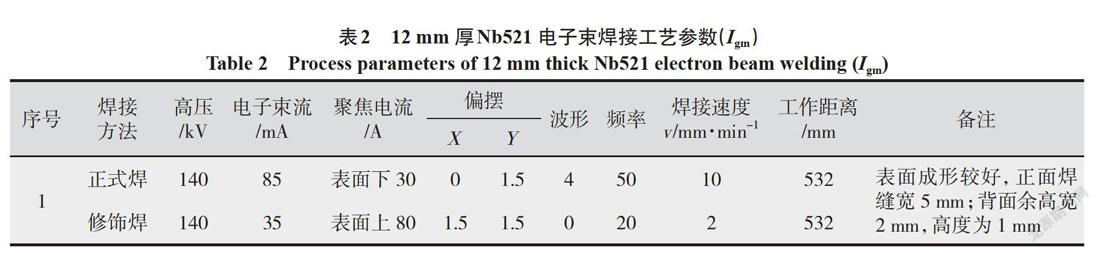
为了避免Nb521合金电子束焊接中产生裂纹、气孔,采取以下措施:加强焊前清理,通过对电子束束流、加速电压、焊接速度、聚焦电流及工作距离等参数的优化匹配来减小焊接过程中的热输入,控制焊缝形状,减少应力集中,从而实现细化焊缝组织、减小焊接应力的目的,最终消除气孔、裂纹倾向。通过焊缝成形初步判断参数的合理性,主要焊接工艺参数如表2所示。
2.2 电子束焊接试片表面质量分析
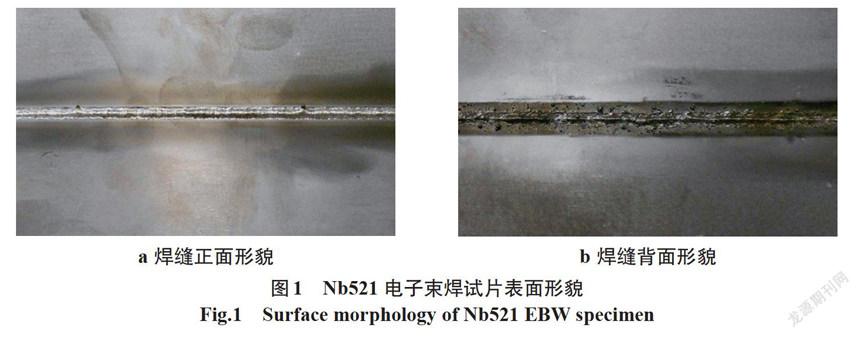
采用表2中的参数焊接一对试片,表面形貌如图1所示。可以看出,焊缝正面宽度在4.5~5.0 mm,焊缝背面宽度为2.0 mm,余高为1.0 mm。表面质量能达到GJB1718A-2005 《电子束焊接》中Ⅰ级焊缝要求。
2.3 X射线检测
为检验焊接接头是否存在裂纹、气孔、未熔合等缺陷,对其进行X射线检测,在焊前清理干净、工艺参数匹配的情况下,电子束焊接接头符合GJB1718A-2005中Ⅰ级焊缝要求。
2.4 常温力学性能分析
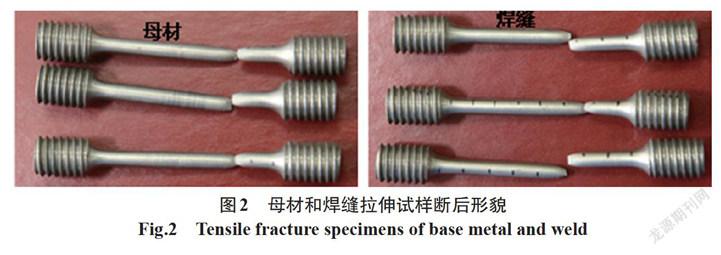
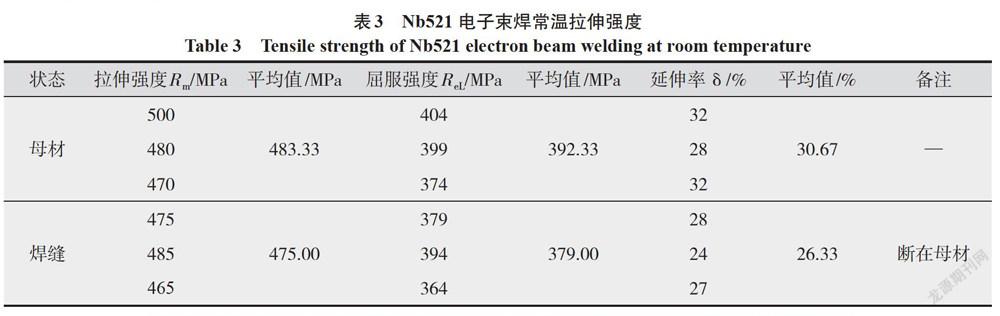
为检测焊缝常温下的力学性能,将电子束焊接试片制成拉伸试样,利用WDW-100微机控制电子万能试验机进行试验。测得的数据如表3所示,拉伸试样断后形貌如图2所示。
从试验结果来看,Nb521铌合金电子束焊缝拉伸强度、屈服强度均能达到母材的95%以上,延伸率达到母材的86.7%,焊接质量较好。
2.5 高温力学性能分析
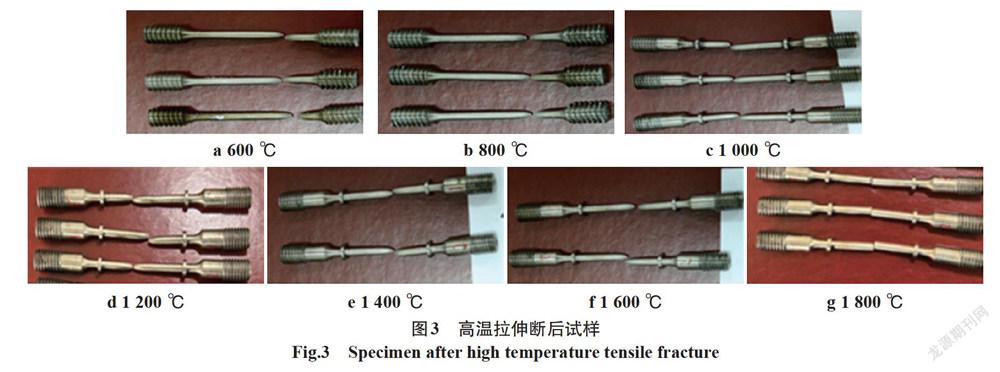
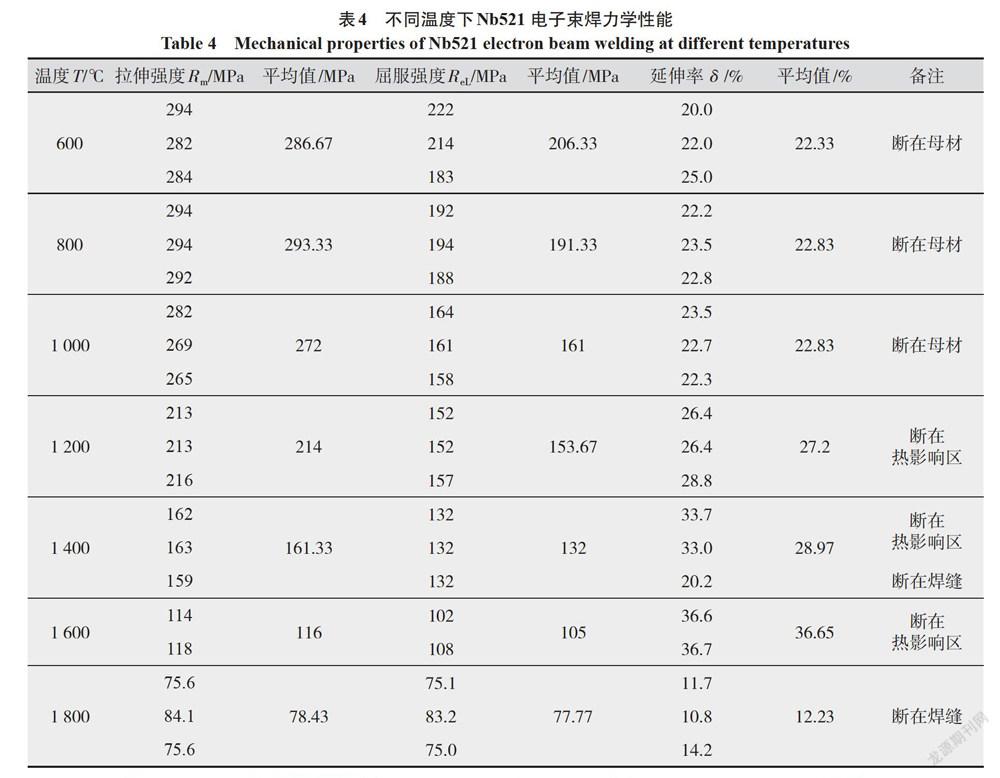
为检测焊缝在600 ℃、800 ℃、1 000 ℃、1 200 ℃、1 400 ℃、1 600 ℃、1 800 ℃等不同高温下的拉伸性能数据,在WDW-100微机控制电子万能试验机上对电子束焊接试片拉伸试样进行试验,测得的数据如表4所示,高温拉伸断后试样如图3所示。
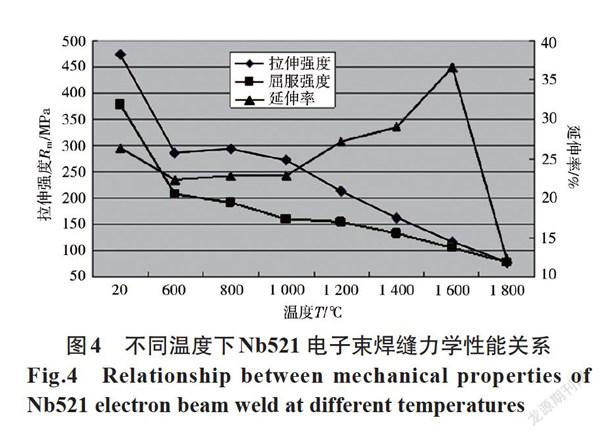
根据表3、表4试验结果得到不同温度下电子束焊缝的拉伸强度、屈服强度、延伸率关系示意如图4所示。可以看出,随着温度的升高,电子束焊缝拉伸强度、屈服强度均呈下降趋势。与常温相比,焊缝600 ℃时拉伸强度、屈服强度下降速度较快,而600~1 000 ℃时变化较为平缓,1 000~1 800 ℃同梯度降低。随着温度升高至1 600 ℃,电子束焊缝延伸率呈增加趋势,但在1 800 ℃时延伸率降至最小,这主要是因为在1 600 ℃以前试样均断在母材或者热影响区,而在1 800 ℃时拉伸试样断在焊缝处。
2.6 金相试验分析
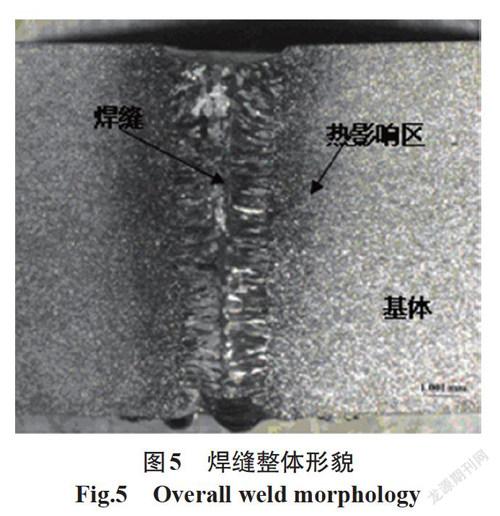
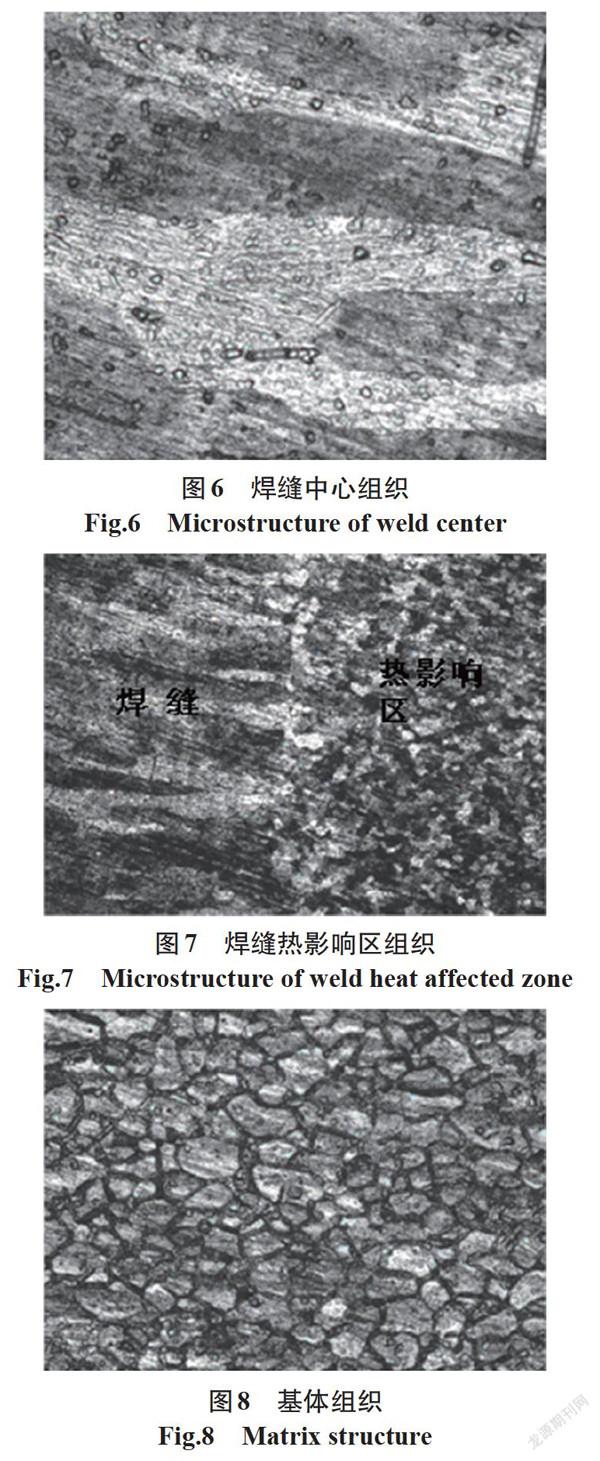
观察Nb521铌合金电子束焊缝整体形貌如图5所示。由图5可知,焊缝形成层状组织,其边缘为联生组织,其后是方向性较强的柱状晶。这主要是Nb521铌合金电子束焊接时,焊接热输入大、熔池冷却速度较快,焊缝形成方向性很强的柱状晶,经修饰焊后,柱状晶减少。焊缝中心组织如图6所示。可以看出,焊缝中心为等轴柱状晶结构,且等轴晶上有大量碳化物强化相析出。这主要是因为铌钨合金中存在MC、M2C 及M3C2等多种碳化物,微细而稳定的碳化物、氮化物和氧化物弥散相对铌合金是一种最有效的高温强化法[2]。随着电子束焊接过程中的高温熔化,强化相开始析出并聚集长大。碳化物作为铌钨合金的高温强化相,只有在其弥散分布时才能起到较好的高温强化作用,但其聚集和长大将导致铌钨合金的高温强度降低。焊缝热影响区组织如图7所示,可以看出,接头热影响区产生沿晶界的局部熔化和晶粒长大,在焊缝两侧形成粗晶带,直接影响接头的拉伸性能。图8为材料基体组织,均匀而细腻,为等轴晶组织。
2.7 断口扫描电镜分析
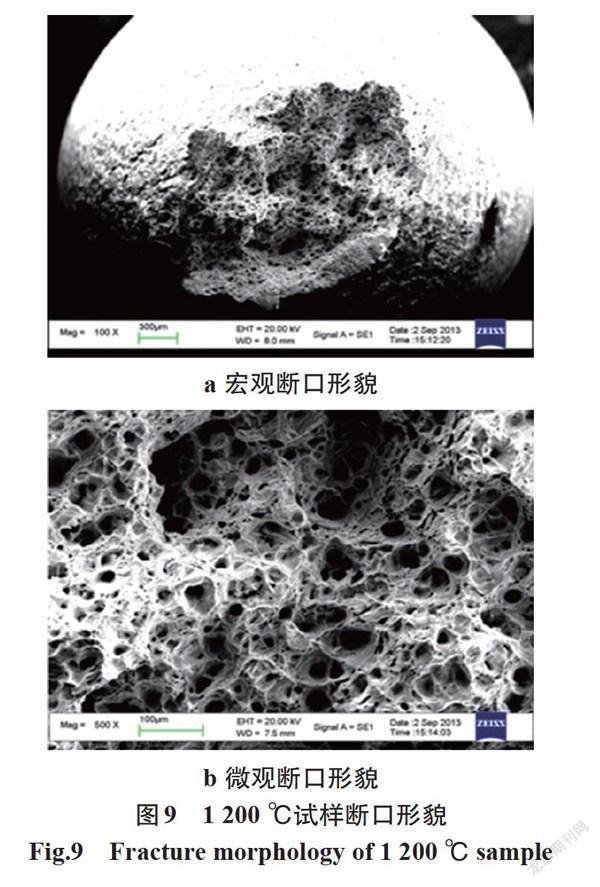
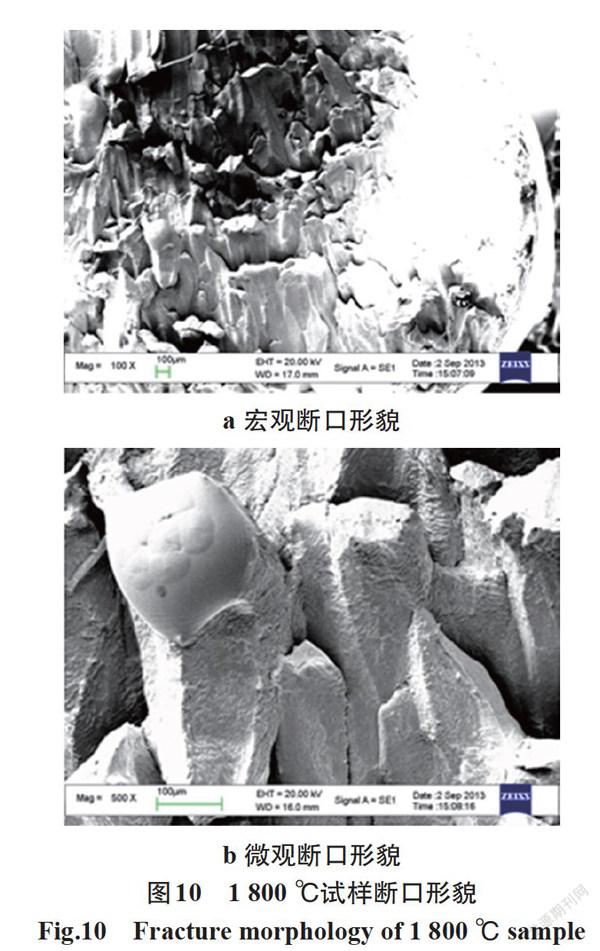
采用扫描电镜分别对1 200 ℃、1 800 ℃拉伸试验中的试样进行拉伸断口观察及分析,结果如图9、图10所示。
由圖9可知,1 200 ℃下试样断口形貌为韧性断口,其表面存在大量韧窝,因此,材料所承受的抗拉强度较强。而图10中的断口中有大量清晰可见的晶粒,为沿晶断裂形貌,在断口表面存在无结合力的光滑表面,为脆性断口形貌,所承受的抗拉强度较弱,焊缝在1 800 ℃时产生脆性断裂。因此,材料应在小于1 600 ℃情况下使用。
3 结论
(1)Nb521铌合金电子束焊缝常温拉伸强度、屈服强度均能达到母材的95%以上,延伸率达到母材的86.7%,焊接质量较好。
(2)随着温度的升高,Nb521铌合金电子束焊缝拉伸强度、屈服强度均呈下降趋势。电子束焊缝在600~1 000 ℃拉伸强度、屈服强度变化较为平缓,1 000~1 800 ℃同梯度降低;电子束焊缝延伸率先呈增加趋势,在1 800 ℃时延伸率降至最小。
(3)Nb521铌合金电子束焊缝在1 600 ℃之前为韧性断裂,在1 800 ℃时产生脆性断裂。因此,建议材料应在低于1 600 ℃情况下使用。
参考文献:
张春基,胡国林. Nb521铌钨合金组织性能及其应用研究[J].宇航材料工艺,2012(1):105-107.
王峰,郑欣,白润,等.低密度铌合金与Nb521合金电子束焊接性能的研究[J]. 稀有金属材料与工程,2013(S2):479-482.
何俊,张秉刚,郑坤,等.铌合金电子束表面熔覆层裂纹控制[J].焊接学报,2012(6):109-112.
张志伟,王厚勤,王永钢. Ti3Al基合金与Nb521铌合金的电子束焊接[C]. 第14届全国特种加工学术会议,2011.
郑坤.铌合金电子束熔覆成形及热作用仿真研究[D].黑龙江:哈尔滨工业大学,2012.
收稿日期:2020-07-29
基金项目:国家自然科学基金青年项目(51505321)
作者简介:朱冬妹(1978—),女,学士,高级工程师,主要从事焊接工艺及设备方面的研究。E-mail:zhusanmei1979@126.com。
