30CrMnSi/Cu/V/TC4电子束焊接试验研究
2021-09-10魏连峰李宁王廷
魏连峰 李宁 王廷
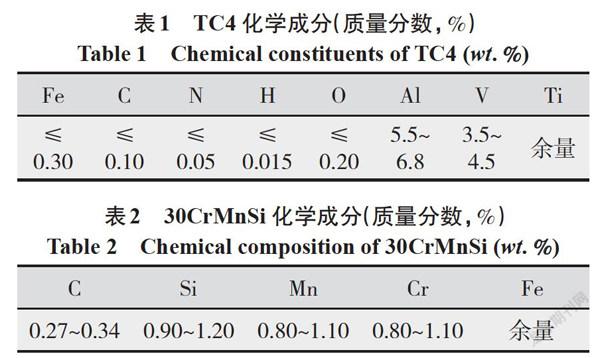

摘要:使用Cu/V中间层实现了30CrMnSi合金钢与TC4钛合金的电子束焊接,探究了接头组织和性能特征。结果表明,通过添加Cu/V过渡层金属可以避免Ti-Fe元素的直接混合反应生成脆硬的金属间化合物。焊缝不同区域分布着不同组分及性能的特征相,靠近钢侧焊缝为偏聚形成的富Fe相与富Cu相,靠近钛侧焊缝在形成Ti-V固溶体的同时也形成了少量Ti-Cu金属间化合物。接头的抗拉强度最高为418 MPa,接头失效于焊缝与30CrMnSi母材界面处的熔合线位置。
关键词:TC4钛合金;30CrMnSi合金钢;电子束焊接;微观组织
中图分类号:TG456.3 文献标志码:A 文章编号:1001-2003(2021)04-0067-05
DOI:10.7512/j.issn.1001-2303.2021.04.13
0 前言
现代科技的发展对材料的性能提出了更严苛的要求,异种材料结构因兼具两种或多种材料的优点与特性得到越来越广泛的研究和关注[1-3]。钛合金因具有较好的耐腐蚀性、比强度和热稳定性逐步成为工程材料领域中的一种常用材料,而钢材因成本较低和优异的综合性能也是工业发展不可或缺的部分[4-5]。从工程应用与科学研究的角度,实现钛/钢异种金属的高质量连接,得到兼具两者优良性能的钛/钢复合结构,有明显的研究意义和应用前景[6-7]。
钛/钢因熔点和物理化学性质差异较大以及容易产生Ti-Fe金属间化合物,二者的连接存在明显的困难[8]。为了避免Ti-Fe金属的直接接触与混合,熔化焊时通过尝试使用Cu[9]、V[10]、Nb[8,11]、Mg[12]等不同的过渡金属实现钛合金与钢的连接。杨胜等人[13]通过采用Cu作为中间过渡层实现了TC4钛合金与316L不锈钢的激光焊接,结果发现界面处脆性的Ti-Fe金属间化合物能够明显被Cu中间层抑制,TC4与焊缝界面处发现了明显的连续性Ti-Fe和非连续的Ti-Fe、Ti-Cu金属间化合物,厚度约为60μm。王廷等人[14]通过采用不同结构的Cu/V复合填充层实现了钛合金与不锈钢的连接,结果发现楔形结构的Cu/V填充层可以在保持接头固溶体过渡组织结构特征的同时,消除部分未熔合缺陷,使得接头抗拉强度达到385 MPa。
上述研究主要针对1~2 mm厚薄板进行。文中基于冶金相容性分析——相邻过渡层金属具有良好的互溶性及不产生脆性金属间化合物,设计了Ti-V-Cu-Fe复合结构。试验了5 mm厚TC4钛合金与30CrMnSi合金结构钢的电子束工艺,研究了焊缝组织与力学性能,对推动钛/钢异种材料结构的工业化应用具有重要意义。
1 試验方法
试验母材为TC4钛合金与30CrMnSi合金结构钢,其化学成分分别如表1、表2所示。在进行焊接前通过线切割加工成100 mm×50 mm×5 mm的板材备用。试验过程中添加的Cu/V填充层为工业纯铜与工业纯钒,试验前通过线切割加工为100 mm×0.8 mm×5 mm薄片。
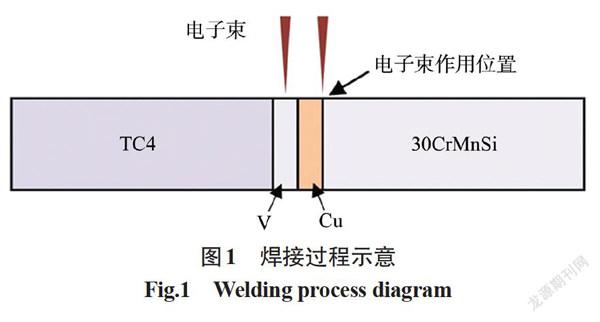
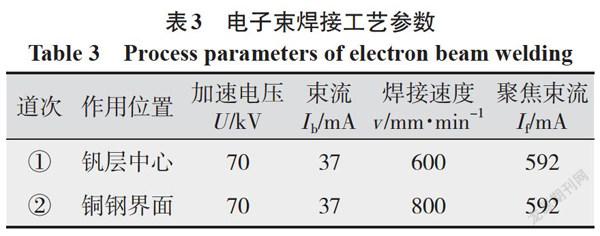
电子束焊接工艺过程及Cu/V复合中间层的装夹固定方式及电子束作用位置如图1所示,形成了TC4-V-Cu-30CrMnSi的复合结构。单道进行添加复合填充层时,过渡元素的冶金屏蔽作用会减弱,因此确定使用先后两道焊接工艺。由于钒的高熔点和铜的高导热性,两次焊接时电子束的下束位置分别优化为铜钢界面处以及纯钒层的中间位置。进行两次焊接的电子束焊接工艺如表3所示。电子束焦点聚焦于焊缝表面。
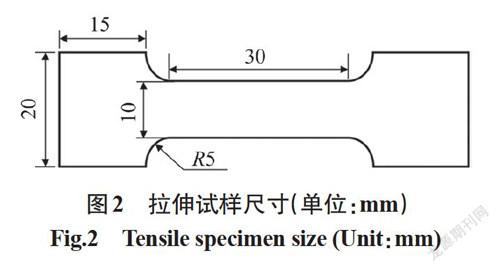
电子束焊接完成后,选择焊缝成形稳定部位使用线切割垂直焊缝方向制备金相试样及拉伸试样。通过光学显微镜(OLYMPUS)及扫描电子显微镜(MERLIN Compact)对焊缝微观组织进行分析,观察特征组织和鉴定相成分。采用Instron 5967型万能试验机对接头进行拉伸试验,拉伸速率1 mm/min,每组接头对3个试件取平均值,拉伸试样的具体尺寸如图2所示。
2 试验结果与讨论
2.1 微观组织
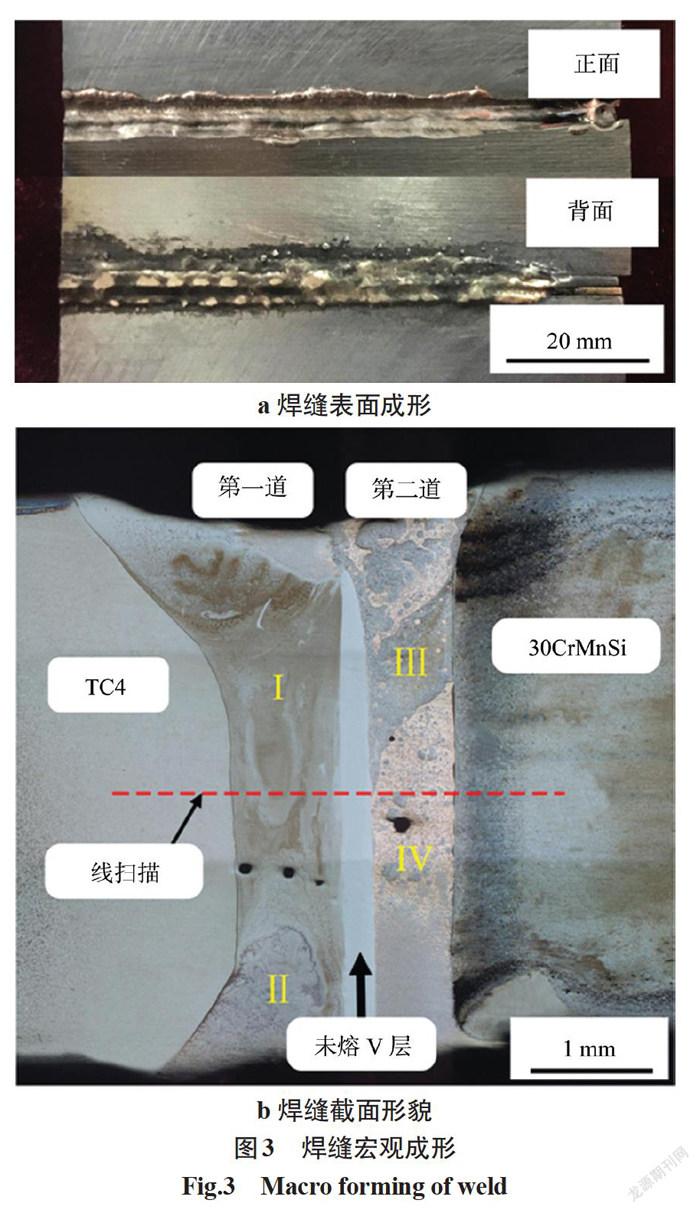
添加Cu/V复合填充层的钛/钢电子束焊接接头表面成形和横截面形貌如图3所示。由图3a可以发现焊缝具有熔透焊缝的成形特征,由于电子束冲击及熔池自身重力作用,焊缝正面产生凹陷,反面产生凸起,两道焊缝分别具有钛金属及铜金属的光泽。
焊缝截面呈现出“ 工 ”字形特征,即焊缝上下表面宽度明显大于焊缝中部,两侧的TC4钛合金母材和30CrMnSi母材存在明显的热影响区。添加Cu/V填充层进行第一道焊接时,由于Cu高导热性及纯钒的高熔点,靠近Cu的V金属薄片因热量流失未完全熔化进入熔池,导致焊缝内部残留少量未熔钒。
观察图3b可知,添加Cu/V中间层的钛/钢电子束接头因中部未熔钒层而明显地分为近钛侧及近钢侧两个区域,区域内分布着不同的组织特征,这是因为试验材料板厚较大,加之电子束焊接极快的加热及冷却速率,熔池内金属组分未能充分混合均匀,不同区域组分不同而产生不同的特征相。分别使用Ⅰ、Ⅱ、Ⅲ和Ⅳ标记焊缝内的不同特征区域。
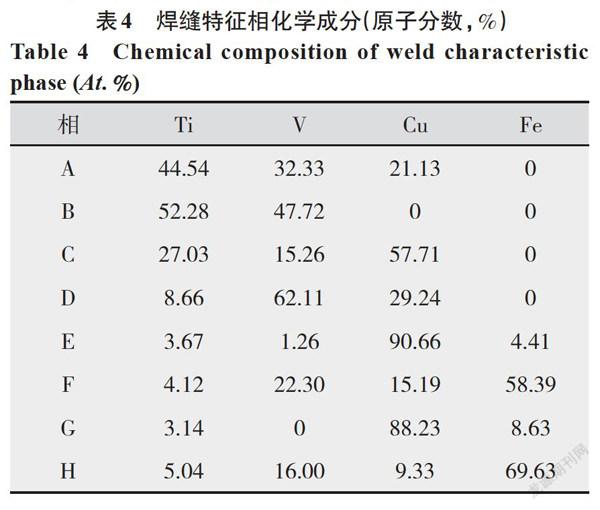
图3b所标识的不同特征区域微观组织如图4所示,不同特征相能谱分析结果见表4。第一道电子束流作用过程中,少量铜填充层熔化进入熔池内部,近钛侧焊缝Ⅰ区域主要由Ti-V形成的固溶体(B相)和晶界处掺杂少量TixCu金属间化合物(A相)组成。位于第一道焊缝底部的区域Ⅱ明显存在受第二道熔池影响的痕迹,大量铜元素进入焊缝内部,使得此区域形成了由树枝状V固溶体(D相)及树枝晶界处Ti-Cu-V的混合固溶体(C相)。
近钢侧由于Ti-Cu两种金属的非均匀混合和聚集而产生了富集Cu元素的区域Ⅲ和富集Fe元素的区域Ⅳ。由于Ti-Fe之间不产生淬硬的金属间化合物和较低的固溶度,使得区域Ⅲ和区域Ⅳ分别分布着以Cu为基体的固溶体(E、G相)和以Fe为基体的固溶体(F、H相)。同时可以发现存在少量V金属熔化进入第二道熔池内部。
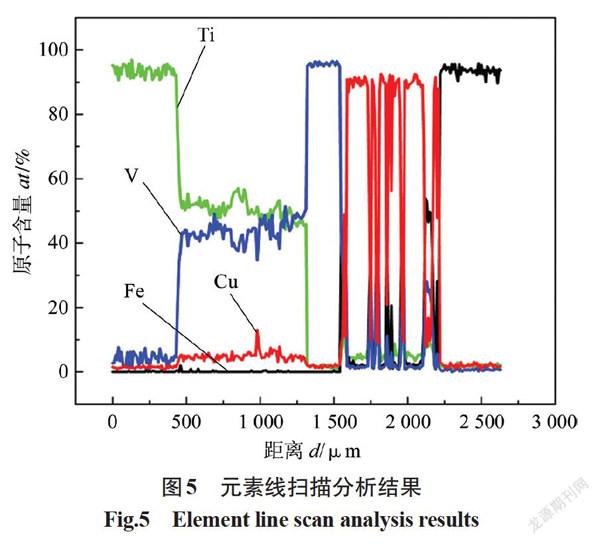
为了分析电子束焊接过程中熔池内金属元素的运动及扩散现象,使用线扫描对沿焊缝横截面方向的元素变化规律进行表征,进行扫描路径如图3b所示,结果如图5所示。通过结果可以明显发现,第一道熔池内部Ti-V含量几乎为1∶1,同时存在少量Cu元素熔化进入熔池。中间区域为未熔钒。右侧第二道焊缝结果的为富铜区域,Cu元素与Fe元素呈现明显负相关,第一道熔池少量Ti-V熔化进入第二道熔池内部。
2.2 力学性能
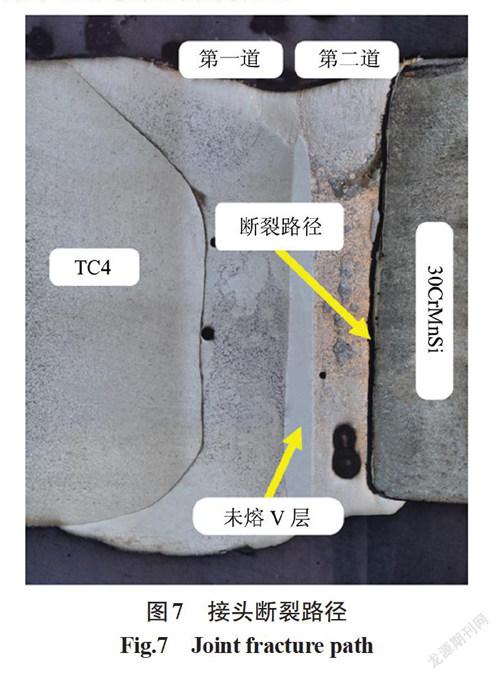
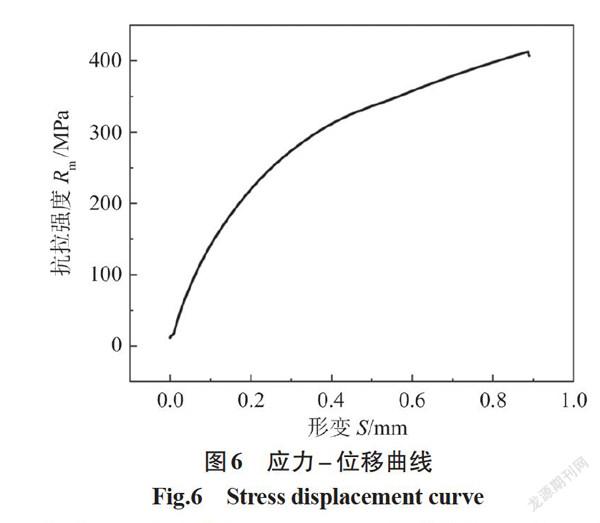
对填加Cu/V复合填充层的钛/钢电子束接头进行强度测试,获得的结果如图6所示。接头的抗拉强度为418 MPa,较好地实现了TC4钛合金与30CrMnSi合金结构钢的连接。同时由应力-位移曲线可以发现接头不存在明显的延性,经历了屈服阶段后发生脆性断裂。
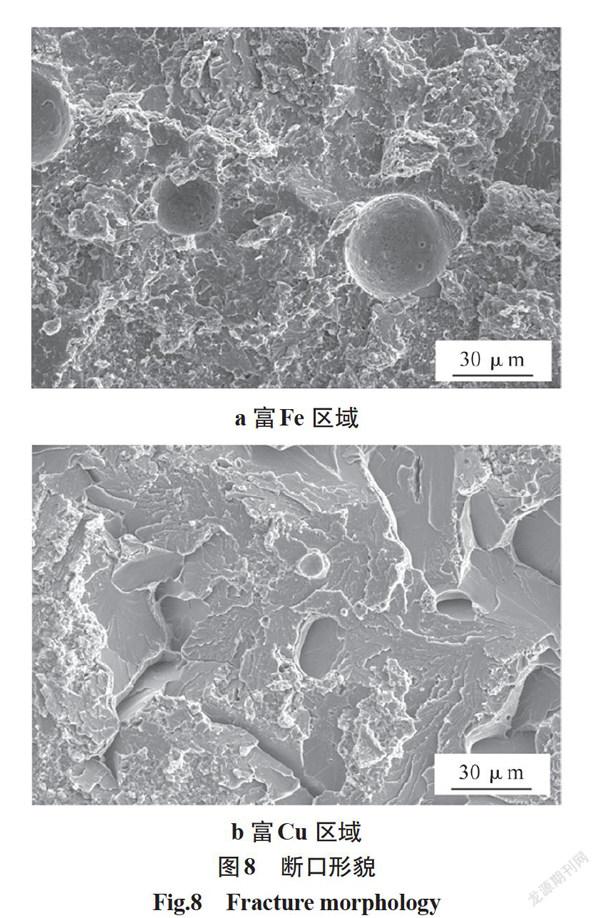
拉伸试验接头的断裂位置及延伸路径以及断口形貌分别如图7、图8所示。由图7可知,断裂发生在第二道焊缝与30CrMnSi母材的界面处,原因可能为:电子束能量密度较高,实现了熔池金属依附于未熔钒生长,结合强度较高。同时通过Cu-V两层过渡金属较好地避免了Ti-Fe金属元素的直接接触与混合,进而形成金属间化合物,影响接头承载能力。而第二道熔池内铜-钢混合剧烈,且铜-钢的物理性质存在明显差异,导致焊缝熔池与母材的结合强度较低,在受到外加载荷的条件下发生接头失效。结合图8中所示的断口形貌,印证了上述分析内容,断口形貌明显分为富Fe区域及富Cu区域。图8a中富Fe区域呈现出明显的脆性断裂特征,同时分布着少量的气孔,影响接头性能。图8b中富Cu区域分布着大量的河流状解理断裂花样,在外力作用下发生脆性穿晶断裂。
3 结论
(1)添加Cu/V复合填充层可以有效抑制Ti-Fe金属间化合物的形成,起到了很好的冶金屏蔽作用,改善了焊缝组织,实现了钛/钢异种金属的高质量连接。
(2)中厚板钛/钢接头存在明显区别于薄板连接的组织不均匀性。不同区域内元素含量差异较大,形成组分性质各异的不同特征组织。
(3)添加Cu/V复合填充层钛钢电子束焊接的接头强度最高达到418 MPa,焊缝与30crMnSi母材的界面为接头的性能薄弱区域。
参考文献:
李宁,王刚,王廷,等. Inconel 718镍基合金与304不锈钢电子束焊接[J]. 焊接学报,2019,40(2):82-85.
徐萌,李文晓,徐晓霞,等. 铜铝异种材料搅拌摩擦焊接头组织和力学性能分析[J]. 电焊机,2020,50(10):1-6.
钟素娟,张丽霞,龙伟民,等. 异质材料连接研究进展[J]. 电焊机,2020,50(9):118-133.
戴为志. 影响钢结构焊接技术进步的几个重要因素[J]. 電焊机,2020,50(9):207-212.
张可召,何超威,戚宋歌,等. 热处理对激光焊接β钛合金组织及性能的影响[J]. 电焊机,2020,50(12):59-64.
Wang T,Zhang B,Chen G,et al. High strength electron beam welded titanium-stainless steel joint with V/Cu based composite filler metals[J]. Vacuum,2013,94(Complete):41-47.
Wang T,Zhang B,Chen G,et al. Influence of Vanadium Element on Microstructure of Electron Beam Welded Titanium Alloy to Stainless Steel Joint[J]. Rare Metal Materials & Engineering,2011,40(S4):49-53.
Fang Y,Jiang X,Song T,et al. Pulsed laser welding of Ti-6Al-4V titanium alloy to AISI 316L stainless steel using Cu/Nb bilayer[J]. Materials Letters,2019(244):163-166.
吕攀. 不同中间层对钛—钢激光焊接焊缝组织与性能的影响[D]. 江苏:南京理工大学,2017.
张艳桥. 钛合金与不锈钢电子束焊接工艺优化研究[D]. 黑龙江:哈尔滨工业大学,2013.
张莹瑛. 钛合金/不锈钢TIG熔焊接头微观组织及力学性能分析[D]. 黑龙江:哈尔滨工业大学,2006.
Gao M,Mei S W,Wang Z M,et al. Characterisation of laser welded dissimilar Ti/steel joint using Mg interlayer[J]. Science and Technology of Welding and Joining,2012(17):269-276.
杨胜,李军兆,刘一搏,等.钛/钢异种金属激光焊接接头微观组织及数值模拟研究[J]. 电焊机,2020,50(8):101-105.
王廷,张秉刚,张艳桥,等. 采用不同结构Cu/V填充层的钛合金/不锈钢电子束焊接试验[J]. 焊接学报,2014,35(8):71-74.
收稿日期:2021-01-16
基金项目:国家自然科学基金(U1637104)
作者简介:魏连峰(1981—),男,硕士,高级工程师,主要从事核电焊接的相关研究。E-mail:252044665@qq.com。
通讯作者:王 廷(1984—),男,博士,副教授,主要从事高能束流焊接与设备方面的研究。E-mail:fgwangting@163.com。
