TA2薄壁钛管双TIG焊温度场和残余应力分布对接头组织性能的影响
2021-09-10王博士孔谅王敏张跃龙
王博士 孔谅 王敏 张跃龙


摘要:针对纯钛TA2薄壁管的钨极氩弧焊(TIG)高速焊接时出现的咬边、驼峰等成形缺陷,以及焊接效率低等问题,提出采用双TIG焊接工艺,可有效提高焊接速度,改善焊缝成形的解决措施。同时采用ABAQUS对两种焊接方法建立焊接热弹塑性有限元模型,对比分析焊接温度场和焊后残余应力分布,并进一步对焊接TA2薄壁钛管进行显微组织分析及力学性能测试。试验结果表明:模拟所得的两种接头的焊缝轮廓尺寸与实际接头相近,双TIG焊接时焊缝中心温度低于TIG焊接,且双TIG焊缝附近Von Mises应力大于200 MPa的宽度小于TIG焊缝,焊后稳态时焊缝中心的Von Mises应力相近。双TIG焊缝中心及热影响区显微组织比TIG焊细小,两种接头的各项力学性能和耐海水腐蚀性能均满足相关标准要求。φ19 mm×0.7 mm的TA2钛管在获得良好焊缝成形的条件下,采用双TIG焊接工艺的焊接速度可达5 m/min。与TIG焊接工艺相比,生产效率大为提高,基本实现焊缝零缺陷。
关键词:双钨极氩弧焊(双TIG);数值模拟;温度场;焊接残余应力;纯钛TA2薄壁焊管
中图分类号:TG404 文献标志码:A 文章编号:1001-2003(2021)04-0014-06
DOI:10.7512/j.issn.1001-2303.2021.04.03
0 前言
工业纯钛TA2具有优异的耐腐蚀性、良好的塑韧性和较高的比强度,是海水淡化装置热换元件的理想材料[1]。TA2纯钛薄壁焊接管常用的焊接方法是钨极氩弧焊(Tungsten Inert Gas Welding,TIG)[2]。双钨极氩弧焊(Tandem TIG)可有效改善电弧压力分布和焊缝成形,充分抑制薄板TIG高速焊接时的咬边、驼峰或焊道不连续等缺陷,进一步提高焊接速度。此方法已成功得到应用[3-4]。黄九龄[3]利用高速摄影和电信号采集系统对比分析了TIG和双TIG焊接1.24 mm纯钛TA2薄板时的焊缝成形,指出焊接工艺参数、电极间距和不同焊枪倾斜角度对TA2薄板焊接焊缝缺陷形成和抑制机理。周洋[5]分析了板厚1.24 mm的纯钛 TA2 双TIG焊接接头的耐腐蚀性能,结果表明,双TIG焊提高了纯钛TA2焊缝的耐腐蚀性。何小东[6]测量发现钛合金薄板激光焊的焊缝及熔合线上的残余应力大于TIG焊缝。彭小敏[7]研究了2 mm厚BTi-62421s钛合金板的TIG焊的温度及残余应力,模拟结果表明焊接残余应力随着焊接电流的增大而增大。
目前,针对双TIG焊接薄板时的温度场和残余应力分布状态的研究文献较少。文中在纯钛TA2薄壁管的单TIG和双TIG焊接试验的基础上,采用ABAQUS有限元商业软件对纯钛TA2薄壁管的单TIG和双TIG焊接过程进行热弹塑性有限元分析,对比分析两种焊接方法焊接薄壁钛管时产生的温度场及残余应力场对接头组织性能的影响。
1 試验方法
1.1 材料及焊接方法
用于焊接钛管的钛带原材按照ASTM B265进行生产,化学成分如表 1 所示;开卷钛带宽度60 mm,厚度0.7 mm,经过压辊冷弯成形后,形成直焊缝管,规格为φ19 mm×0.7 mm。
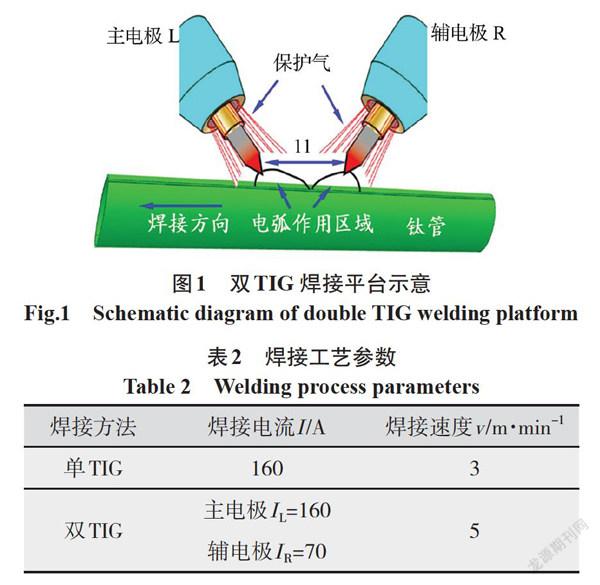
将焊接钛管分为两组进行焊接,一组采用单TIG焊,另一组采用双TIG焊接。双TIG焊接平台如图1所示,主电极L(Leading Electrode)和辅电极R(Rearing Electrode)之间的间距为11 mm。两组TIG焊接均使用MPT-500D高频脉冲焊机,采用直流反接的方式,焊接工艺参数如表 2所示。
1.2 焊接有限元模型的建立
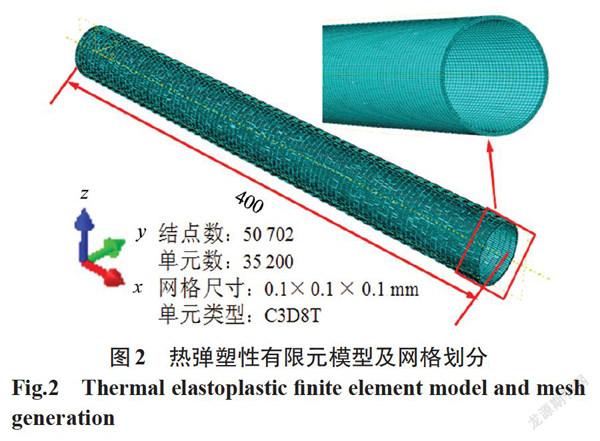
钛管在成形及焊接过程中受到两侧成形挤压辊轮的夹紧约束,焊接后受到两侧定径辊轮的约束,几乎很难发生焊接变形。所以在进行钛管焊接的热弹塑性有限元分析时,选取成形挤压辊轮部分的钛管长度来研究焊接过程中温度场和残余应力场的演变过程。利用ABAQUS软件对中间长度400 mm的φ19 mm×0.7 mm TA2薄壁钛管建立几何模型,网格尺寸为0.1 mm×0.1 mm×0.1 mm,单元类型为C3D8T,如图2所示。
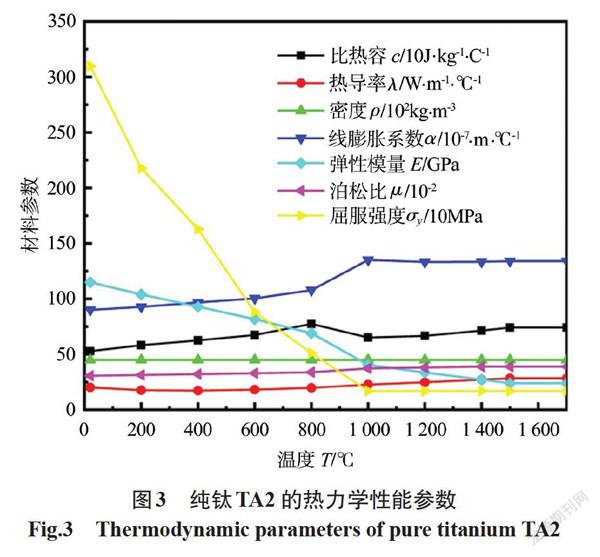
为了更加符合焊接过程中辊轮的约束情况,将有限元模型的力学边界条件设置为不存在任何方向上的位移变化,并在焊后冷却至室温的过程中一直存在。针对有限元模型的温度场边界条件,初始温度设置为20 ℃,钛管内外表面均设置为对流和辐射的换热边界,辐射系数ε为0.85, Stefan-Boltzman常数σ为5.67×10-8 W/(m2·℃4),对流换热系数h0为20 J/(m2·s·℃)。参照文献[8]和JMatPro软件计算获得有限元模型中的纯钛TA2热物理性能参数,如图3所示。
针对单TIG焊接方法,电弧加热区域分布会穿过0.7 mm的TA2形成尾焰,电弧热流分布模式符合体积热源特征,且实际焊接时,由于速度较快,熔池前沿常常较短,而熔池后端则形成较长的拖尾。常使用双椭球形体热源模型模拟该情况[9]。双椭球形体热源模型的热源前半部分和后半部分使用两个不同的椭球形作为受热区域,其模型如图4所示。文献[10]指出采用双TIG焊接1.24 mm纯钛TA2板时,两电极之间的距离为11mm时,两电弧之间未产生耦合,两电弧之间无干扰。因此,双TIG分别使用两个独立的双椭球体热源模型。参照文献[11],TIG热源焊接有效热效率为70%。
体积热源前端1/2椭球热流密度分布表达式为:
体积热源后端1/2椭球热流密度分布表达式为:
式中 Q为热源热输入有效功率;af、ar、b、c为热流分布体积参数;ff、fr为前、后椭球热量分布函数,ff+fr=2。
2 结果与分析
2.1 TA2焊管焊缝的宏观成形
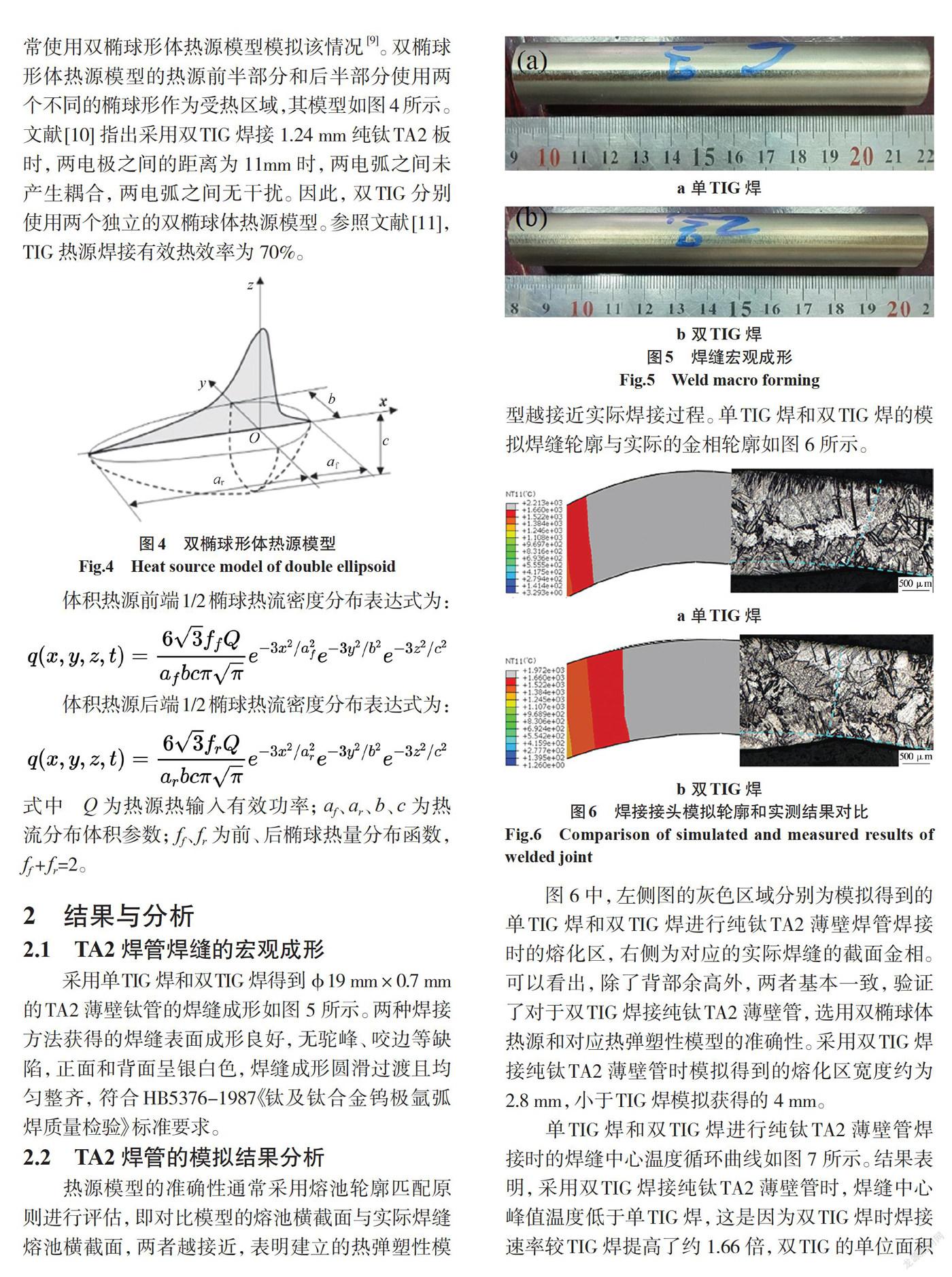
采用单TIG焊和双TIG焊得到φ19 mm×0.7 mm的TA2薄壁钛管的焊缝成形如图5所示。两种焊接方法获得的焊缝表面成形良好,无驼峰、咬边等缺陷,正面和背面呈银白色,焊缝成形圆滑过渡且均匀整齐,符合HB5376-1987《钛及钛合金钨极氩弧焊质量检验》标准要求。
2.2 TA2焊管的模拟结果分析
热源模型的准确性通常采用熔池轮廓匹配原则进行评估,即对比模型的熔池横截面与实际焊缝熔池横截面,两者越接近,表明建立的热弹塑性模型越接近实际焊接过程。单TIG焊和双TIG焊的模拟焊缝轮廓与实际的金相轮廓如图6所示。
图6中,左侧图的灰色区域分别为模拟得到的单TIG焊和双TIG焊进行纯钛TA2薄壁焊管焊接时的熔化区,右侧为对应的实际焊缝的截面金相。可以看出,除了背部余高外,两者基本一致,验证了对于双TIG焊接纯钛TA2薄壁管,选用双椭球体热源和对应热弹塑性模型的准确性。采用双TIG焊接纯钛TA2薄壁管时模拟得到的熔化区宽度约为2.8 mm,小于TIG焊模拟获得的4 mm。
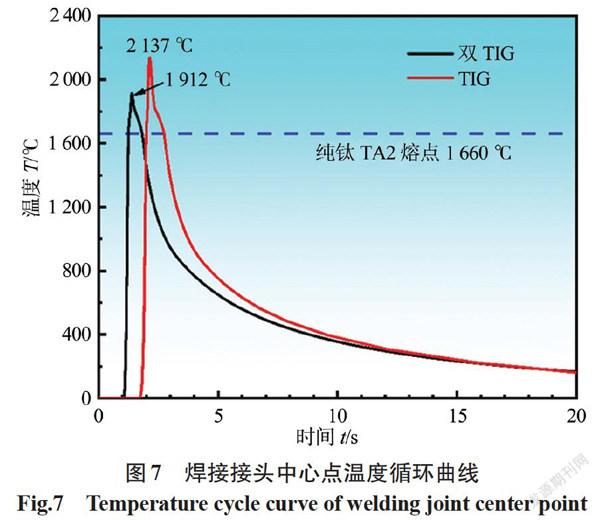
单TIG焊和双TIG焊进行纯钛TA2薄壁管焊接时的焊缝中心温度循环曲线如图7所示。结果表明,采用双TIG焊接纯钛TA2薄壁管时,焊缝中心峰值温度低于单TIG焊,这是因为双TIG焊时焊接速率较TIG焊提高了约1.66倍,双TIG的单位面积热输入量小于单TIG焊;模拟得到的焊缝中心温度为1 912 ℃,低于单TIG焊时模拟获得的2 137 ℃。这与Wu[12]采用双TIG焊接1.24 mm纯钛TA2板时的结果一致。
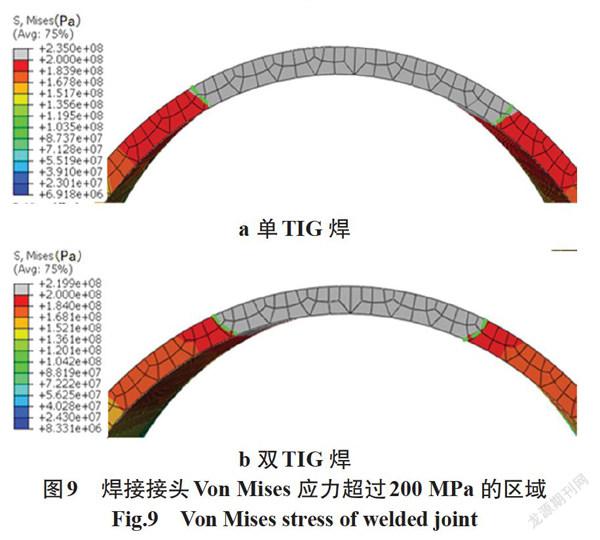
圆筒纵向焊缝引起的残余应力的分布类似于平板对接时的分布,即沿焊缝方向上的纵向残余应力远远大于垂直焊缝的横向残余应力。对于0.7 mm薄壁TA2钛板来说,不考虑内外表面上残余应力的差别。单TIG和双TIG焊接纯钛TA2薄壁管的焊缝中心Von Mises应力分布如图8所示。可以看出,焊接结束后,温度迅速降低,焊缝稳态时的Mises应力趋向一个稳定的值,两种焊接方法下焊缝中心Von Mises应力相近。但是,双TIG焊大大提高了焊接速度,焊接接头Von Mises应力如图9所示,采用双TIG焊接纯钛TA2薄壁管、Von Mises应力大于200 MPa时模拟得到的焊缝附近区域宽度约为12 mm,小于单TIG焊模拟得到的16 mm。由此可见,对于满足焊透要求的理想焊接接头,双TIG焊相比焊接纯钛TA2薄壁管时具有更大的优势。
2.3 TA2焊管的显微组织分析
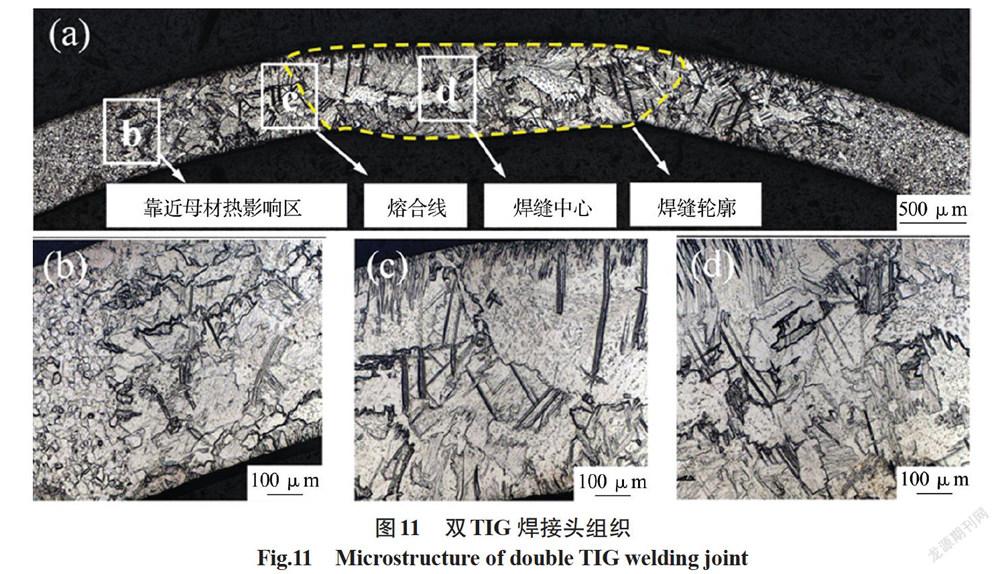
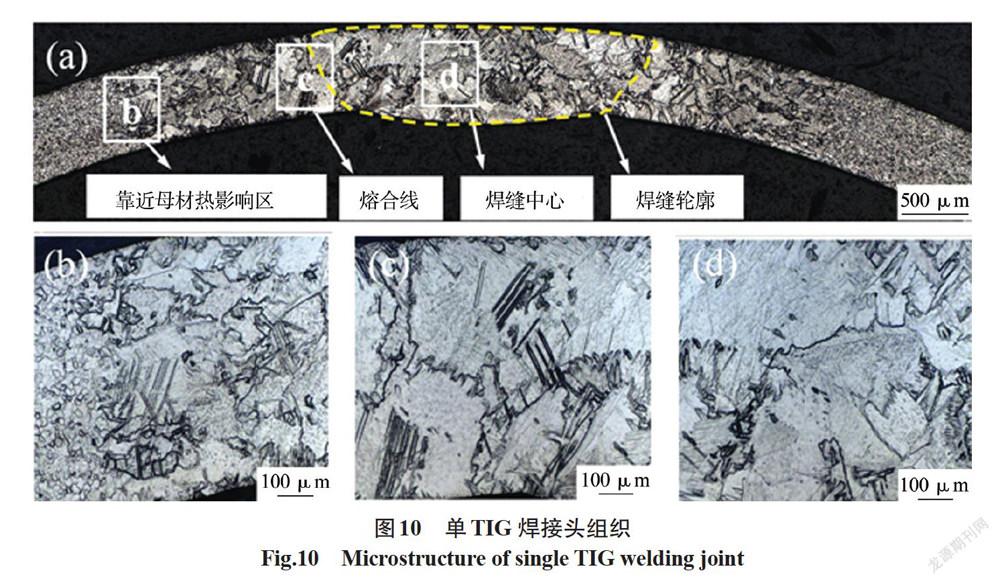
单TIG焊和双TIG焊接头的宏观形貌和各区域的显微组织分别如图10和图11所示。
图10a、图11a分别为两种焊接方法得到的焊接钛管的宏观形貌,焊缝均焊透。图10b、图11b均为靠近母材的热影响区组织,单TIG焊为细条状树枝状晶粒,有一些晶粒内部存在少量针状α相;双TIG焊为相对较小的条状晶粒,晶界處分布着较细小的晶粒。图10c、图11c为熔合线处的组织特点,单TIG焊的熔合线附近为粗大的锯齿形晶粒,平均晶粒尺寸 217 μm,且晶界处具有明显的锯齿形特征,晶粒内部包含少量的针状α相;双TIG焊的熔合线附近呈细条状为细小的锯齿形晶粒,平均晶粒尺寸 150 μm,细条状晶粒被针状α相分割为多个部分。图10d、图11d为焊缝中心的组织特点,单TIG的焊缝中心为粗大的等轴晶,晶界处包含少量细小锯齿形α相;双TIG焊缝中心的组织得到细化,晶粒更加细小,晶粒内部包含大量的针状α相。与TIG焊相比,由于双TIG过程中双电弧力对熔池内部液态金属相互扰动和搅碎枝晶的作用更强,且焊接速度快,晶粒来不及长大,最终形成细条状和较小的锯齿形晶粒。这与之前数值模拟所得的双TIG焊熔池的最高温度低于单TIG的熔池温度结果相吻合。
2.4 TA2焊管的性能分析
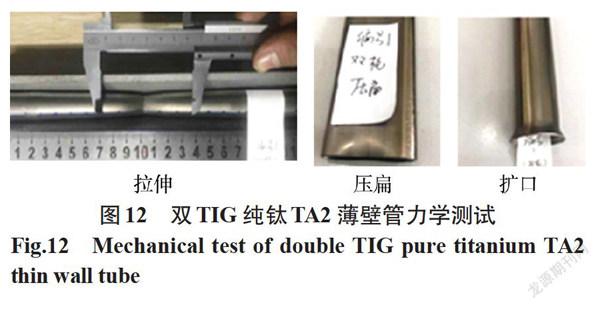
参照 GB/T3625-2007《换热器及冷凝管用钛及钛合金管》标准,对两种焊接方法下纯钛TA2薄壁管进行力学性能测试,拉伸测试结果如表3所示。结果表明,单TIG焊和双TIG焊的拉伸试样的断裂处具有明显的缩颈,两种焊接接头的强度参数相近。双TIG纯钛TA2拉伸、压扁和扩口试验结果如图12所示,压扁试验后焊缝处无裂纹,扩口试验扩大率为22%,焊缝处未发现裂纹。
φ19 mm×0.7 mm的双TIG纯钛TA2薄壁管耐
腐蚀试验检测结果表明,在2倍浓缩海水,60~70 ℃条件下,测试时间不小于120 h,年平均腐蚀速率小于0.001 mm/a,而且各效蒸发器腐蚀样管表面、焊缝处均未发生点蚀、缝隙腐蚀现象,可满足多效蒸馏海水淡化过程中海水降膜流动冲刷、海水盐雾等使用环境的要求。
3 结论
文中针对φ19 mm×0.7 mm的TA2薄壁焊接钛管,结合数值模拟和焊接试验,对比分析单TIG和双TIG两种焊接方法在焊接温度场及残余应力场的特点及其对接头组织性能的影响。
(1)采用ABAQUS建立了较为准确的单TIG和双TIG有限元模型,获得了精确的焊缝轮廓尺寸;接头模拟轮廓和实测结果相近,验证了文中选用的双椭球体热源和对应热弹塑性模型的有效性。
(2)模拟研究了薄壁焊接钛管的焊接过程中温度场分布和应力演变过程,双TIG焊的焊缝中心温度低于TIG焊;双TIG焊缝附近Von Mises应力大于200 MPa的焊缝宽度小于TIG焊;焊后稳态时,两种焊接方法在焊缝中心的Von Mises应力值相近。
(3)由于双TIG过程中双电弧力对熔池内部液态金属相互扰动、搅碎枝晶的作用,以及较快的焊接速度,导致双TIG的焊缝中心及热影响区附近显微组织较TIG焊细小;力学性能和耐海水腐蚀性能均满足相关的检测标准要求。
参考文献:
吕宏卿,王鑫,刘洪锟,等.海水淡化用薄壁卷焊钛管传热及耐蚀性能[J].化工进展,2019,38(8):3556-3561.
Short A B. Gas tungsten arc welding of α+β titanium alloys:A review[J]. Material Science and Technology,2009,25(3):309-324.
黃九龄,孔谅,王敏,等.纯钛TA2薄板双无极氩弧焊焊接工艺[J].焊接学报,2019,40(9):14-18.
王树保,张海宽,冷雪松,等.双无极氩弧焊工艺及焊缝成形机理分[J]. 焊接学报,2007,28(9):21-24.
周洋,孔谅,王敏,等.工业纯钛TA2双无极氩弧焊焊接接头的腐蚀性能研究[J].电焊机,2020,50(1):47-50.
何小东,张建勋,巩水利. 钛合金薄板激光和钨极氩弧焊残余应力测试研究[J]. 材料工程,2003(12):7-10.
彭小敏,孙玮,夏长清. BTi-62421s钛合金TIG焊温度及残余应力数值模拟[J]. 矿冶工程,2014,34(6):105-107.
禹杭.中厚度工业纯钛TA2激光-MIG复合焊工艺研究[D].江苏:江苏科技大学,2019.
杨凯,王永军,云海涛,等.TC4钛合金薄壁圆管纵缝TIG焊接模拟与分析[J].焊管,2015,38(7):6-10.
黄九龄.TA2薄板双焊枪钨极氩弧焊工艺研究及机理分析[D].上海:上海交通大学,2019.
张文钺.焊接冶金学(基本原理)[M].北京:机械工业出版社 1999.
Dongsheng Wu,Jiuling Huang,Liang Kong. Coupled mech-anisms of arc,weld pool and weld microstructures in high speed tandem TIG welding[J]. International Journal of Heat and Mass Transfer,2020(154):119641.
收稿日期:2020-12-30
基金项目:国家重点研发计划(2016YFB0301205)
作者简介:王博士(1991—),男,博士,主要从事焊缝的疲劳性能分析的研究。E-mail:1036985987@qq.com。
通讯作者:孔 谅(1966—),男,博士,副研究员。E-mail:ingerkongliang@sjtu.edu.cn。
