1 000 MPa水电用高强钢埋弧焊材试验研究
2021-09-10任希乐万天明康丹丹
任希乐 万天明 康丹丹

摘要:随着国内用电量的不断增加,高水头大容量抽水储能电站的建设也不断增多。针对国产B950CF钢板使用自主研发的埋弧焊丝与焊剂,进行相关焊接性试验。经熔敷金属试验检测,抗拉强度为979 MPa,屈服强度为812 MPa,-40 ℃冲击吸收能量均在90 J以上,-60 ℃冲击吸收能量均在60 J以上。并且在对接接头焊接时也具有优良的性能,板厚为70 mm的弯曲试验合格率为100%。实现了高强度与高韧性的良好匹配,为国产1 000 MPa水电用钢材在工程应用上奠定了基础。
关键词:1 000 MPa水电用高强钢;埋弧焊材;国产B950CF钢;熔敷金属;力学性能
中图分类号:TG457.11 文献标志码:A 文章编号:1001-2003(2021)04-0062-05
DOI:10.7512/j.issn.1001-2303.2021.04.12
0 前言
目前,长江上游干流及金沙江、大渡河已经或即将建设的大型高水头电站项目共有33个,500万kW以上的水电站就有向家坝、溪洛渡、白鹤滩、乌东德、龙盘峡等[1]。目前压力钢管的最高水头已达到1 200 m,高强钢管壁厚度已达90 mm,高强钢月牙肋厚已为150 mm,HD值(H指蜗壳承受的内压水头,D指蜗壳进口断面的直径)已超过4 700 m2[2]。应用于工程的相应材料不断更新换代,800 MPa高强钢已经在水电领域普遍使用,1 000 MPa新材料也将逐步推广使用。围绕适用于大型水电站、抽水蓄能电站等重要部件用高塑韧性、超低焊接裂纹钢板配套焊接材料,开展国产化焊材技术研究迫在眉睫且意义重大。在工程中使用1 000 MPa高强钢材料,减少壁厚的同时也能减轻构件重量,降低施工难度,更减少了材料的使用量,在节能减排方面有着显著效果。
对于1 000 MPa水电用高强钢埋弧焊材来说,在保证高强度的同时,还需要达到一定的低温韧性。而材料的强度越高,它的裂纹敏感性就越高,在满足机械性能的同时,还需防止其产生热裂纹与冷裂纹,技术难度较大。
1 试验材料与方法
试验钢板为宝钢B950CF调制钢,试验用焊材为自主研发,焊丝牌号XY-S100SD,焊剂牌号XY-AF100SD,试验内容主要包括:熔敷金属力学性能,38 mm厚度和70 mm厚度对接接头相关试验,热影响区最高硬度试验以及断口SEM扫描与金相组织分析。
(1)熔敷金属力学性能。开发之初对新的焊丝、焊剂进行熔敷金属力学性能试验以确定设计的成分是否满足1 000 MPa水电用高强钢焊材的要求。从焊缝成形到化学成分再到力学性能,最终达到水电用高强钢焊材的标准,在满足性能的前提下对焊材进行不同线能量(25~50 kJ/cm,5个档位)的焊接试验,尽可能地提高焊接效率,得到焊接线能量范围,为今后实际应用提供有力的数据保障,并且进行了脆性转变试验。
(2)不同厚度对接接头试验。在熔敷金属力学性能满足要求之后,用母材B950CF钢进行对接接头试验,板厚分别为38 mm与70 mm,试验内容包括接头拉伸和对接接头侧向弯曲。判断该焊材在工程应用的大致情况。
(3)热影响区最高硬度试验。将焊接热影响区最高硬度作为评价金属焊接性(包括冷裂纹敏感性)的一个因子,既能反映钢种的化学成分,又能反映焊接工艺参数影响下形成的不同组织形态。
(4)断口SEM扫描与金相组织分析。了解水电用高强钢焊缝的微观断口形貌,根据形貌特征判断其性能。观察了焊缝和热影响区的微观组织。
2 试验结果与分析
2.1 主要试验材料
(1)试验用钢板为宝钢B950CF钢板,板厚为38 mm、70 mm。化学成分与力学性能如表1所示。
(2)试验用焊材。焊剂为氟碱型烧结焊剂,该焊剂配合此焊丝,焊接电弧稳定,焊缝成形良好,脱渣容易。焊丝与焊剂化学成分如表2、表3所示。
2.2 主要试验内容
2.2.1 熔敷金属力学试验
试验按照GB/T 12470-2003标准严格执行,试验设备为ESAB Aristol1000AC/DC埋弧焊机,电流种类为直流反接,焊接位置为平焊,采用多层多道焊接,每道施焊温度控制在160±10 ℃,分别采用25.0 kJ/cm,30 kJ/cm,35 kJ/cm,40 kJ/cm,50 kJ/cm五种线能量进行试验,焊接参数如表4所示。
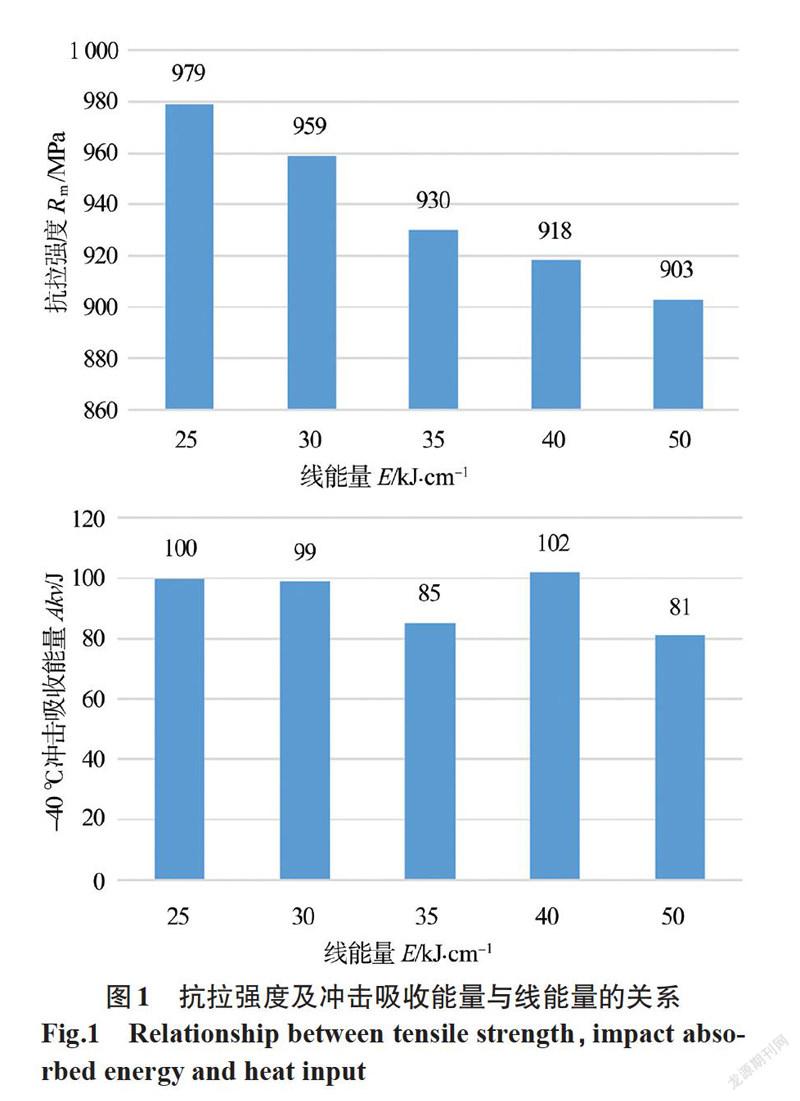
对于不同线能量,对比熔敷金属抗拉强度和低温冲击韧性,并作出曲线,如图1所示。
由图1可知,随着线能量的增大,在保证施焊温度范围一致及焊后热处理250 ℃×2 h的条件不变的情况下,抗拉强度呈下降趋势,当平均线能量为50 kJ/cm时,抗拉强度只有903 MPa;低溫冲击吸收能量随着线能量的增加总体也呈现下降趋势,但下降幅度不大,最低值也出现在50 kJ/cm时。这是由于焊接线能量增大,焊接热循环在相变温度以上停留时间延长,尤其是焊接热循环中t8/5冷却时间延长,有助于晶粒长大,金相组织发生变化,焊缝性能会下降,并使热影响区范围增大,软化带也相应变宽[1]。所以在高强钢焊接时,必须严格控制线能量范围,避免晶粒粗大造成材料性能下降,此类高强钢焊接时线能量≤35 kJ/cm是较为合适的。
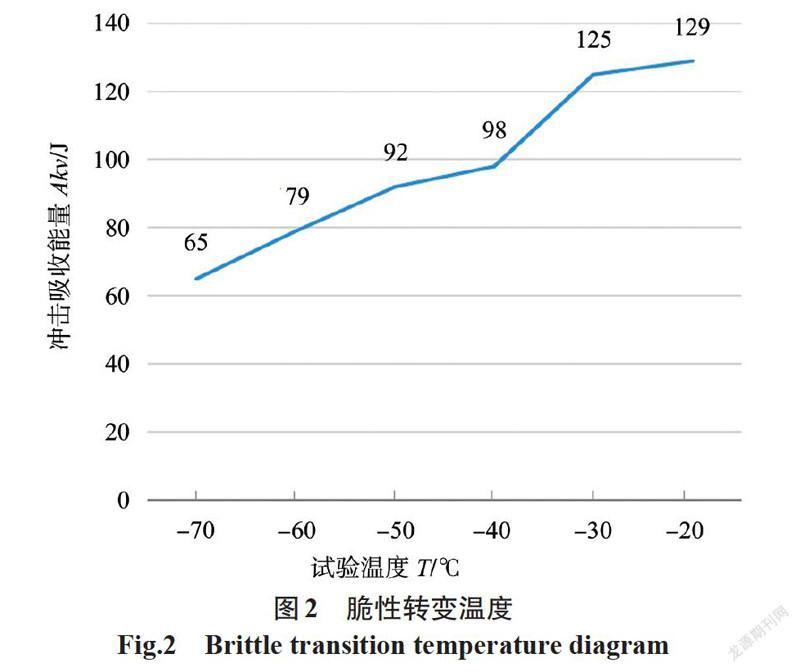
脆性转变温度试验是测定不同温度对材料低温冲击吸收能量的影响。首先进行熔敷金属试板焊接,然后在焊缝中心取冲击试样,分别进行不同温度下的冲击吸收能量试验,按GB/T 229-2007中对脆性转变温度的试验方法进行测定,试验结果如图2所示。
由图2可知,随着温度的下降,冲击吸收能量也在降低,但在-70 ℃时依然具有平均65 J的冲击吸收能量,说明该组埋弧焊焊材组合具有优秀的低温冲击吸收能量,能适应大部分地区的寒冷温度,具有更大的使用范围。
2.2.2 不同厚度母材对接接头试验
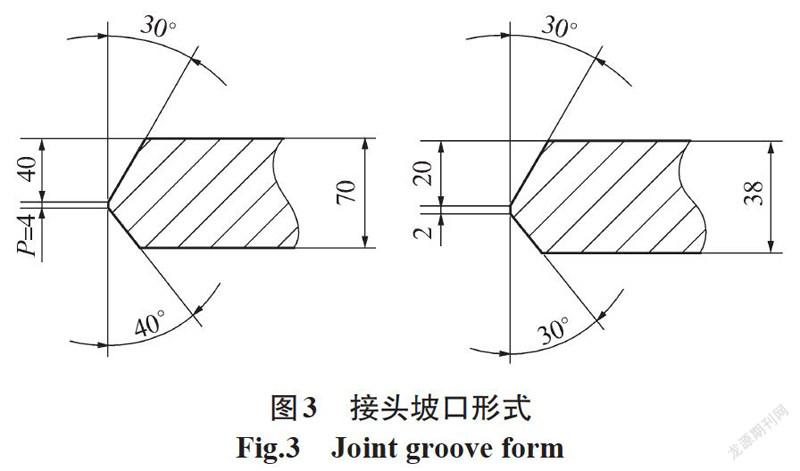
在熔敷金属力学性能满足设计要求后,采用该组焊材在母材(宝钢B950CF)上进行了焊接工艺试验,试验内容包括:焊接接头室温拉伸试验,焊接接头冲击吸收能量试验(-40 ℃和-60 ℃),热影响区最高硬度试验,焊接接头弯曲试验,试验严格按照GB/T 2651-2008、GB/T 2650-2008、GB/T 2653-2008、GB/T 2654-2008进行。焊接接头坡口形式如图3所示。试验设备为ESAB Aristol1000AC/DC埋弧焊机。
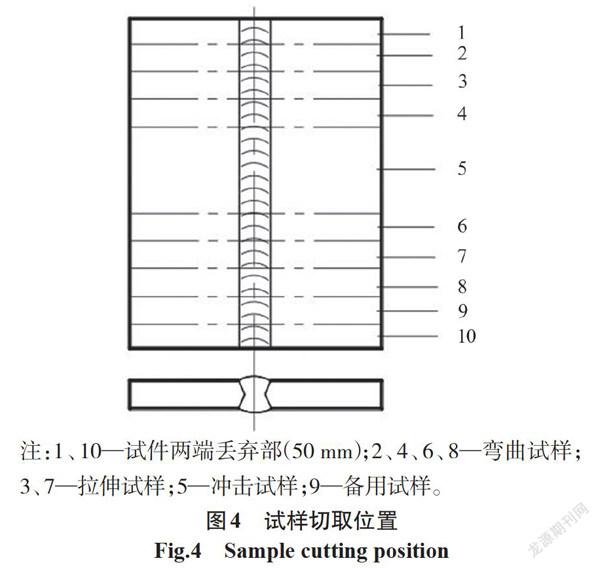
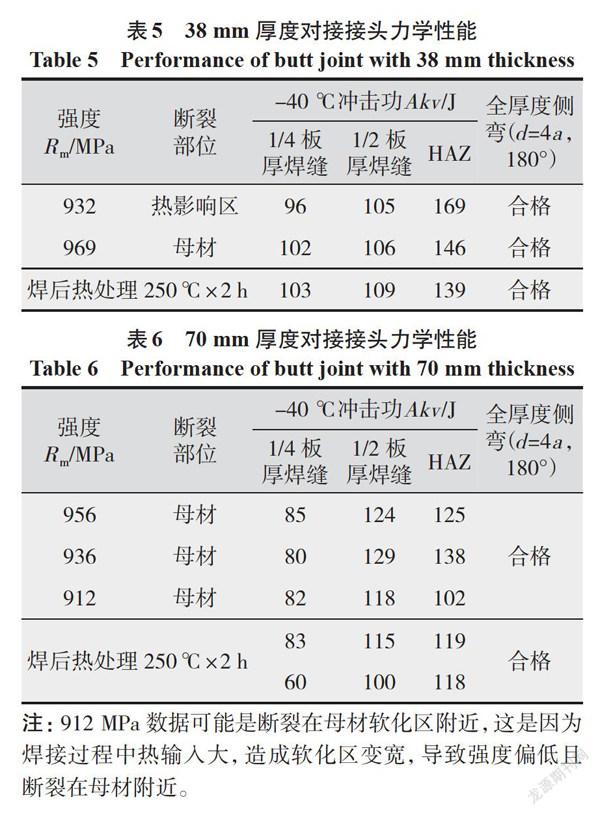
焊接前对试板进行150±10 ℃预热处理,用牛头刨床进行机械清根,清根完毕后继续将试板预热至相同温度进行施焊,焊接道温范围控制在170±15 ℃,施焊平均线能量为25 kJ/cm。进行了接头室温拉伸试验及-40℃、-60℃的冲击试验,取样位置如图4所示,试验结果见表5、表6。
2.2.3 热影响区最高硬度试验
因为硬度与强度有一定的对应关系,即强度高,对应的硬度也高。因此焊接热影响区最高硬度也反映了焊接热影响区的强度,而焊接热影响区的强度超高,会导致其塑性降低,从而易形成裂纹或裂纹易于扩展。所以焊接热影响区最高硬度也可以间接反映接头的性能与焊材的裂纹敏感性[2]。
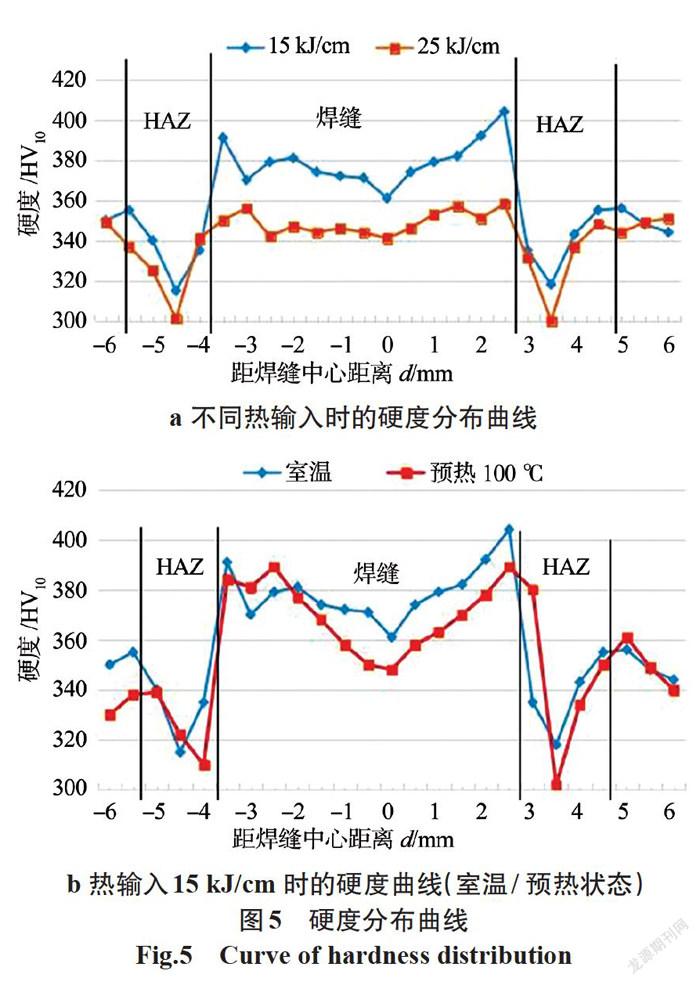
依据GB/T 4340.1-2009测定焊接接头维氏硬度,试验编号及参数如表7所示,试验结果如图5所示。
对于一般材料而言,热影响区的粗晶区由于组织与晶粒的严重长大,常常成为焊接接头的最薄弱环节[3]。由图5a可知,焊接热影响区硬度的最大值位于距焊缝中心线两侧2~4 mm。接头HAZ存在一定程度的软化,随着线能量的增大,软化区有远离熔合线的趋势,热影响区宽度增加,硬度值降低。但线能量太大时容易引起HAZ软化严重,影响接头强度,因此在实际生产中应严格控制焊接线能量。
由图5b可知,焊接热影响区最高硬度与预热温度有关。试板经100 ℃预热后,热影响区硬度均有一定程度的下降,热影响区宽度适当增加,因此,合适的预热温度能够降低焊接冷裂敏感性,防止焊材的开裂,保证了施工的安全性。
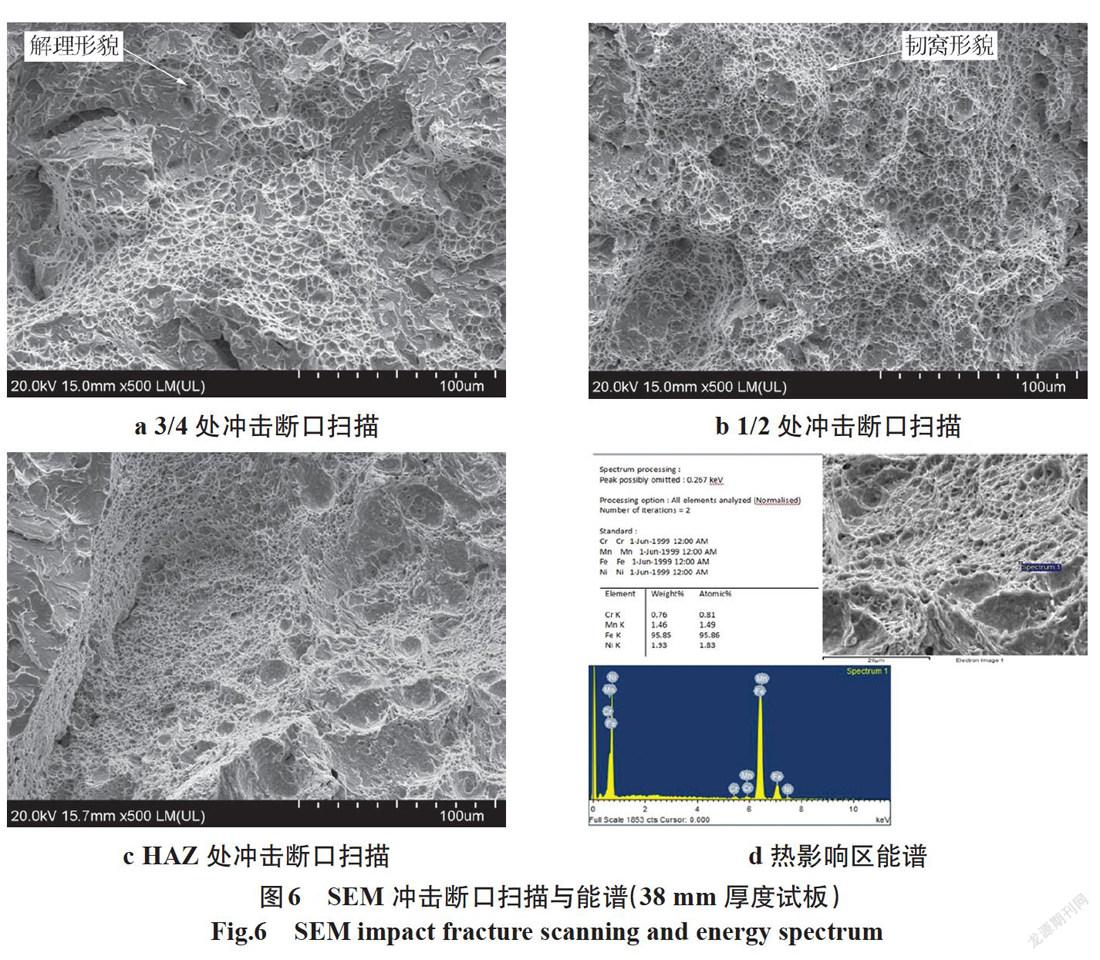
2.2.4 SEM冲击断口形貌观察及金相组织
选取38 mm厚度对接试板的-40 ℃冲击断口样进行SEM电子扫描,扫描结果如图6所示。由图6可知,冲击断口形貌主要由韧窝形貌(等轴韧窝与抛物线韧窝)组成,伴随有少量的撕裂棱和准解理形貌,该断口形貌造成冲击断裂时的吸收能力大,表现出较好的塑性。而热影响区冲击断口能谱显示韧窝区域内未含有杂质元素,断口表面纯净无杂质,也是具有良好塑性的表现。
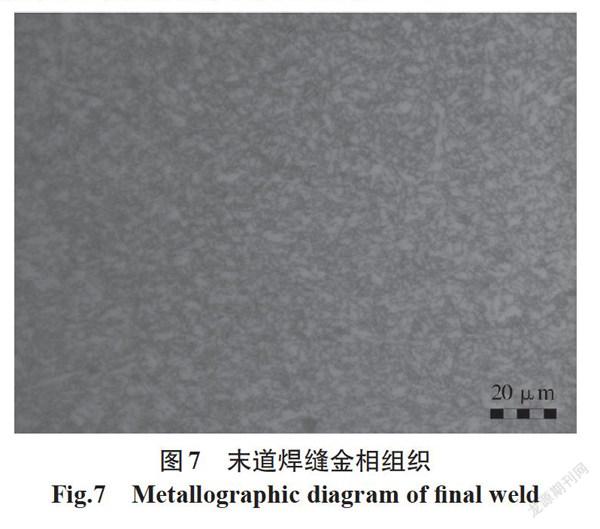
对接接头焊接区域进行微观组织观察,拍摄倍数为1 000倍,试样加工按照GB/T 13298标准进行。金相照片如图7所示。
由图7可知,金相组织主要为先共析铁素体、粒状贝氏体及少量的低碳马氏体。低碳马氏体的存在表示焊缝具有一定的裂纹敏感性,而先共析铁素体中夹杂着针状铁素体,对塑性与韧性起主要作用。粒状贝氏体阻碍了位错运动,通过弥散强化、细晶强化和位错强化提高焊缝的强度[4-5]。
3 结论
(1)自主研发的埋弧焊丝、焊剂焊接工艺优良,适应大线能量焊接。35 kJ/cm线能量焊接时,抗拉强度为930 MPa,-40 ℃冲击平均值达到85 J,在实际工程应用中有较高的工作效率。
(2)无论是38 mm还是70 mm厚度的对接接头,力学性能均优异,焊缝具有良好的低温冲击韧性。
(3)线能量增大,热影响区宽度增加,热影响区硬度下降。适当的预热温度可以降低热影响区硬度,增加热影响区宽度,降低冷裂敏感性。
(4)冲击断口呈现大量韧窝形貌,使低温韧性得到保障;而纯净无杂质的断口也使冲击值未出现低值。
参考文献:
张建中, 陈爱国,李丽丽,等.水电站用1 000 MPa级高强钢焊接性技术应用研究[J]. 焊接技术,2015(9):41-47.
许良红,陈延清,章军,等.高强度水电用钢焊接性研究[J].首钢科技,2011(2):14-18.
Neves J,Loureiro A. Fracture toughness of welds-effect of brittle zones and strength mismatch[J]. Journal of Material Processing Technology,2004(153-154):537-543.
吳昌忠,陈怀宁,范闽宁,等. 1 000 MPa级高强钢焊接热影响区组织和韧性[J].焊接学报,2011,32(5):97-100.
康丹丹,万天明,王高见,等.水电用1 000 MPa级超高强钢焊接的研究进展[J].热加工工艺,2018(15):11-13.
收稿日期:2020-12-14;修回日期:2021-02-14
作者简介:任希乐(1990—),男,学士,工程师,主要从事焊接材料的研发及焊接工艺评定的相关研究。E-mail:316865547@qq.com。
