9Ni钢及其焊材发展现状
2021-09-10白建斌董海青朱海滨曲维春李佳恒李鑫利刘洋
白建斌 董海青 朱海滨 曲维春 李佳恒 李鑫利 刘洋

摘要:目前制造液化天然气LNG储罐普遍采用9Ni钢,其焊接材料及焊接技术是LNG低温储罐建造的難点和关键点,一直仅为世界上少数发达国家所掌握,9Ni钢焊接的国产化已成为行业的焦点。在近年9Ni钢及其焊接材料相关研究的基础上,总结了9Ni钢的发展及技术特性,指出9Ni钢的焊接难点,例如如何确保焊接接头的低温韧性、消除热裂纹、避免电弧的磁偏吹等,详细讨论了其焊接材料发展现状、焊接方法及工艺等方面,并展望了国内9Ni钢配套焊材的发展趋势。
关键词:9Ni钢;焊接材料;焊接工艺;ENiCrMo-6
中图分类号:TG457.11 文献标志码:A 文章编号:1001-2003(2021)04-0057-05
DOI:10.7512/j.issn.1001-2303.2021.04.11
0 前言
天然气是一种高效、优质的绿色燃料,是现在已知最为清洁的石化能源。近年来,我国天然气的消耗量逐年大幅上升,它作为绿色能源将逐步替代煤炭和石油。9Ni钢因其优良的低温韧性和较低的脆变温度,满足LNG储罐-196 ℃的工作温度,是LNG储存和运输的首选材料。9Ni钢及其配套焊材已成为行业的又一焦点。
1 9Ni钢概述
1.1 9Ni钢发展现状与应用
1944年9Ni钢由美国国际镍公司开发完成,1952 年美国建造了第一个以9Ni钢为内罐材料的LNG储罐。1956年,9Ni钢得到了ASTM认证,可用于超低温场合。1960年,在实际生产中证明了 9Ni钢在不进行焊后热处理时也能满足 LNG储罐安全性能后,9Ni 钢开始大批量应用于大型LNG储罐的制造。
20世纪70年代后期,世界范围内能源需求急剧增加,煤炭、石油等能源引发的环境污染越来越严重,天然气作为绿色能源受到了重视,LNG储罐的数量呈几何数增加,并向大型化发展。1965年,法国以9Ni钢为主要材料建造了 “ Jule Verne ”号LNG油轮。1969年日本横滨根岸港建造3.5万m3和4.5万m3的大型 LNG 储罐,日本9Ni钢的研究和应用从此开始大规模发展。1977年,日本制定了关于9Ni钢的标准JIS G3127。1982年,9Ni 钢超越Cr-Ni不锈钢成为建造LNG储罐的首选材料。2005年,韩国和意大利建造了25万m3的大型LNG储罐,这是当时最大的压力容器储罐。2016年我国也制造了20万m3的大型LNG储罐。至今,9Ni钢已作为国际上广泛使用的LNG低温用钢。
1.2 9Ni钢技术特性
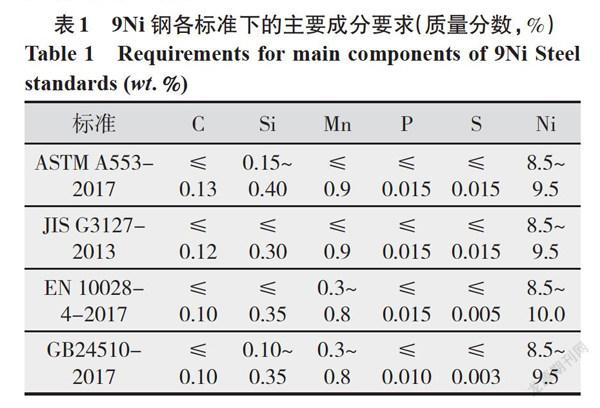
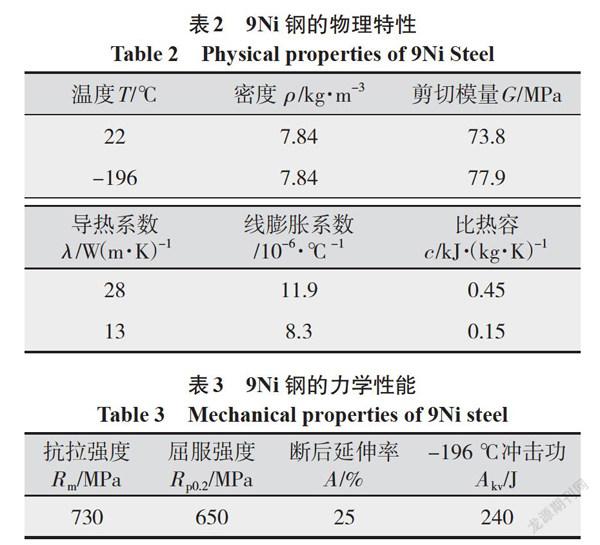
9Ni钢的合金元素总量在5%~10%,是中合金低碳马氏体钢,其主要化学成分、物理性能及力学性能分别如表1~表3所示。与一般低碳马氏体钢相比,9Ni钢在低温环境下仍具有良好的韧性,其在-196 ℃下冲击功可达200~230 J。与奥氏体不锈钢相比,9Ni钢热膨胀系数低且经济性良好,是目前-196 ℃环境下综合性能最好的材料。9Ni 钢具有体心立方结构,有明显的脆变温度,其晶粒度、元素组成、组织结构以及杂质含量等因素都对脆变温度有重要影响。
9Ni钢的热处理状态影响其微观组织,目前国际常用的热处理方法有[1]:NNT、QT与IHT。NNT是双正火+回火,首次900 ℃正火后进行790 ℃正火,再进行570 ℃回火,其组织为回火马氏体+贝氏体;QT是800 ℃淬火后再进行570 ℃回火,经调质后的组织为低碳马氏体;IHT是800 ℃水冷后在550~590 ℃温度区间内回火,即双相区淬火后回火。
9Ni钢的回火温度影响其组织,并进一步影响其低温韧性,一般在550~600 ℃。众所周知,残余奥氏体及逆转奥氏体可提高材料基体韧性,而9Ni钢经过回火处理会产生一定量的逆转奥氏体,并与基体中残余奥氏体共同固定9Ni钢中的有害元素,从而提升9Ni钢基体低温韧性。当9Ni钢中杂质含量特别是P含量较高时,其回火敏感性剧烈上升,韧性下降。因此,应当严格控制杂质含量。
9Ni钢的元素组成决定了其性能,其中C与Ni元素含量尤为重要。C含量过高会使其焊接性变差,并导致脆性转变温度升高,因此应控制在低碳范围内(即 0.13%)。Ni 是9Ni钢中最重要的合金元素,它固溶在基体中,增加位错的交叉滑移能力,减少位错与溶质原子之间的交互作用,从而改善基体的低温韧性,并降低脆变温度。Mn元素的加入更容易得到细小而富有韧性的铁素体晶粒,从而降低脆性转变温度。有些微量的杂质元素(如O、S和P)能使脆性转变温度升高,因此也必须严格控制。
2 9Ni钢焊接方法及材料
国际上对9Ni钢板材低温韧性要求越来越高,S、 P、O等有害杂质元素含量的要求更加严格,并明确提出:达到w(H+O+S+P)<100×10-6的超纯目标。为了满足不断提高的性能要求,焊接材料的相关标准也在不断提高,如焊材制备技术、焊接工艺性与焊缝金属力学性能要求变高。为满足9Ni钢的焊接要求,目前国际上对焊缝金属具体要求为[2]:屈服强度>430 MPa;拉伸强度:690~825 MPa ;伸长率>35% ;-196 ℃冲击韧性>34 J; -196 ℃侧向膨胀量>0.38 mm;-196 ℃剪切强度>60%;-196 ℃裂纹尖端张开位移 CTOD>0.30 mm。
实际生产过程中可用于焊接9Ni钢的焊接方法有:焊条电弧焊(SMAW)、埋弧焊(SAW)、钨极气体保护焊(GTAW)和熔化极气体保护焊(GMAW)等。当前,9Ni钢用量最大、应用最广泛的焊接方法为焊条电弧焊和埋弧自动焊。
在9Ni钢焊接中,钨极气体保护焊(GTAW)与熔化极气体保护焊(GMAW)气保焊在焊接时使用惰性气体对熔池进行保护,严峻的户外条件会危害气保焊焊接接头的质量,焊接厚板时也容易造成熔合不良。钨极氩弧焊在窄间隙焊接时能得到高质量接头,但经济性不足,焊接效率太低,只适用小规模的管道和薄板材料。
LNG储罐埋弧焊焊接材料主要采用ERNiCrMo-4焊丝及配套焊剂。埋弧焊(SAW)因其焊接效率較高,适用于焊接水平位置焊缝和横焊缝,在9Ni钢的焊接中应用较为广泛。特别是LNG储罐、管道等环焊缝焊接,使用环型焊缝焊接机械系统,焊接效率高,焊接质量稳定。
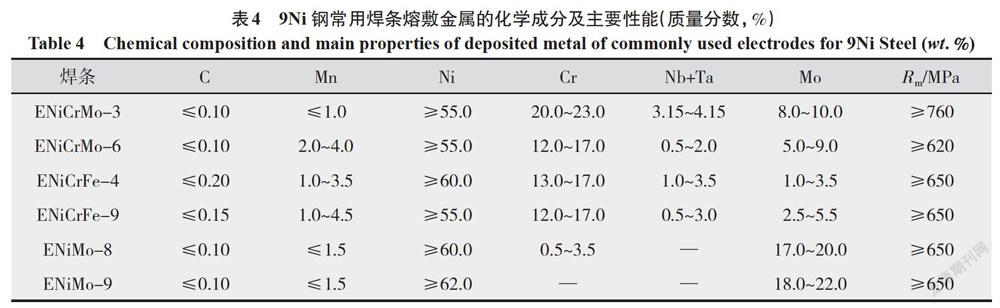
焊条电弧焊焊接灵活,适合于结构件全位置焊接,在9Ni钢项目工程实践中用量最大。在9Ni钢用焊材中,Fe-Ni基(Fe-Ni-Cr系合金)和镍基(Ni-Cr-Mo系合金)焊材熔覆金属低温韧性高,且塑性良好,抗裂性能好,线膨胀系数也接近9Ni钢,应用广泛。目前,国内外焊接9Ni钢时使用最多的是ENiCrMo-6焊条,但ENiCrMo-3、ENiCrFe-4、ENiCrFe-9、ENiMo-8、ENiMo-9等也有一定的应用。9Ni钢常用焊条熔敷金属化学成分及主要性能见表4。
无论是低温韧性、塑性还是热膨胀系数,Ni基和Fe-Ni基焊材都适用于9Ni钢的焊接。有关专家曾用Ni基和Fe-Ni基合金焊条对9Ni钢焊缝性能进行比较, ENiCrMo-6镍合金焊条焊接质量最好,最适合9Ni钢的焊接。
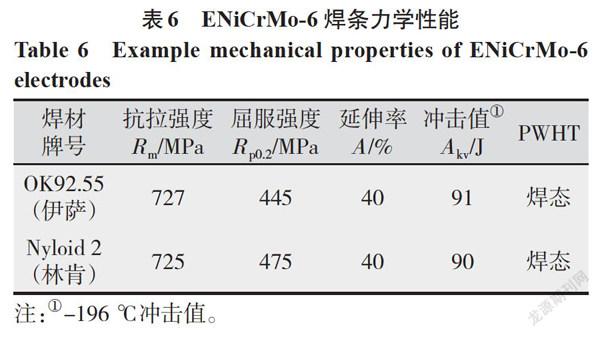
ENiCrMo-6 焊条熔敷金属的线膨胀系数最接近 9Ni 钢母材,从而可减小因受热膨胀和冷却收缩造成的内应力。ENiCrMo-6焊条熔金具有高含Ni量(约60%)、低碳性(C含量约为0.05%),在焊接9Ni钢时可保证焊缝中有足够高的奥氏体组织占比,并有效防止碳迁移,避免在熔合区附近出现脆硬组织。ENiCrMo-6焊条熔敷金属还具有高纯度和低含氢量的优势,从而保证熔合区的低温韧性。国外常用焊材熔敷金属的化学成分及力学性能分别如表5、表6所示。
3 9Ni钢焊接难点
3.1 焊接接头的低温韧性
焊接接头的低温韧性是判断 9Ni 钢焊接质量的关键指标,其主要受合金元素及焊接工艺的影响,热影响区、熔合区及焊缝金属都可能发生低温韧性下降。
在焊接9Ni钢时,如果熔覆金属C含量较高或者Ni、Cr当量搭配不当,将导致焊缝产生脆硬的马氏体组织,从而引起焊缝金属及熔合区低温韧性急剧下降;焊接工艺及参数决定焊接热循环的峰值温度及冷却速度,从而影响热影响区的微观组织。如前文所述,逆转变奥氏体的存在会改善接头的低温韧性。如果焊接过程中热影响区峰值温度过高,最终导致逆转变奥氏体含量严重降低,并产生硬脆的贝氏体组织。逆转奥氏体的减少与贝氏体组织的出现将共同导致热影响区低温韧性下降。
严春妍等人[3]研究了9Ni钢热影响区的韧化因素,焊接材料为ENiCrMo-6焊条,直径3.2 mm,经过焊接热循环后,与母材相比热影响区低温韧性显著降低,粗晶区的组织为少量残余奥氏体分布在马氏体基体上。在焊接9Ni钢时,采用小线能量,保持一定的层间温度,对9Ni钢的低温韧性等力学性能有着积极的影响。
3.2 焊接接头的热裂纹
镍基合金焊材的镍含量较高,使得焊缝多为奥氏体组织,奥氏体焊缝在焊接过程中热裂敏感性强,容易产生热裂纹。其原因是单相奥氏体组织结晶具有很强的方向性,利于杂质元素的偏析,当在焊接过程中焊缝金属存在低熔点共晶物(如P、S等)时,这些杂质熔点低,在最后阶段结晶凝固,极易形成晶间液膜,在焊缝应力和收缩力的共同作用下,熔池中这些低熔点共晶物在凝固过程中或凝固后不久被拉开,从而造成晶间开裂[4]。
9Ni钢焊接时应尤为注意弧坑裂纹的产生。弧坑裂纹是一种典型的在凝固时沿晶间开裂的热裂纹,尤其是在打底焊的第一层焊缝中发生率很高。在其他各层焊缝中,也有产生弧坑裂纹倾向。随着焊接层数的增加,焊接坡口增宽,收缩应力变形减小,弧坑裂纹产生几率减小。
消除热裂纹的措施主要有:严格控制焊条中的化学成分,除了减少P、S等有害杂质元素外,还要避免掺杂如 Pb等低熔点相元素;确保施焊前清洁焊接坡口;严格控制焊接工艺参数,适当降低冷却速度;选取合理的焊接顺序,以减小焊接应力;焊接时尽量减小弧坑,并注意填满弧坑,采用正确的收弧手法,并对弧坑裂纹进行打磨;清根时应打磨成U型坡口,避免出现窄而深的V型坡口。
3.3 焊接接头的冷裂纹
使用镍合金焊材焊接时,因焊缝中有足够高的奥氏体组织含量,不易产生冷裂纹。在严格执行焊条烘干、焊接规程等工艺后,可基本避免9Ni钢的焊接冷裂倾向。
3.4 焊接时电弧的磁偏吹问题
电弧的磁偏吹是指钢材的磁性导致的电弧偏吹,易造成气孔、夹渣、未焊透、未熔合等缺陷,严重影响焊接质量。9Ni钢具有很高的磁导率和剩余磁感应强度,极易在生产过程中被磁化,从而产生严重的电弧磁偏吹现象。一般来说,要求9Ni钢母材剩磁在50 GS以下。在焊接过程中应尽量避免使用碳弧气刨等磁化母材的器具,尽量避免增大工件剩磁。为克服磁偏吹,可采用磁铁排以抵消母材的磁场;应尽量采用砂轮打磨,避免用碳弧气刨清根;焊接时也可以采用交流焊接克服磁偏吹。
4 9Ni焊材研究现状及展望
国外对9Ni钢用焊材研究较早,最初世界上仅少数国家掌握9Ni钢的焊接技术,其配套焊接材料的制造技术及市场也被少数公司垄断。
近年来,国内关于9Ni 钢用焊材的研究增多,国内相关领域对9Ni钢焊接的研究突飞猛进,各项研究成果不断发表。
顾伟[5]等人采用手工氩弧焊的方式焊接9Ni钢,分别选用 ERNiCr-3和ERNiCrMo-3焊丝,通过对其接头韧性、显微组织、显微硬度以及焊接工艺进行比较发现,采用ERNiCrMo-3 焊丝,使用小线能量、适当控制层间温度得到的焊缝金属纯度高、强度高、低温冲击韧性好。
中石化第十建设公司的翁大龙[6]等人使用脉冲熔化极气保焊CMAW-P机动焊焊接工艺进行了立缝焊接9Ni钢的工艺试验。所用焊丝为φ1.2 mm的ERNiCrMo-3,电流100~150 A,显著提高了立焊缝工效,其性能指标均可满足设计要求,验证了其用于施工现场的可行性。
南通中集冯金艳[7]等人对9Ni钢药芯焊丝电弧焊的工艺进行了研究,采用14 mm厚的V型坡口钢板开钝边进行焊接,结果表面,焊缝成形良好,焊接接头具有良好的低温韧性,薄弱区域的平均冲击韧性大于100 J。
上海交通大学李宇章[8]使用药芯焊丝弧焊的焊接方法对9Ni钢接头低温断裂韧性及与微观组织关联进行了研究,焊材为日本神钢的DW-N625。实验结果表明,焊缝为奥氏体基体组织,析出相主要是Laves相和碳化物。析出相是影响焊缝低温韧性的主要因素,高热输入下接头焊缝奥氏体晶粒尺寸更大,但析出相明显减少,反而具有更高的低温韧性。
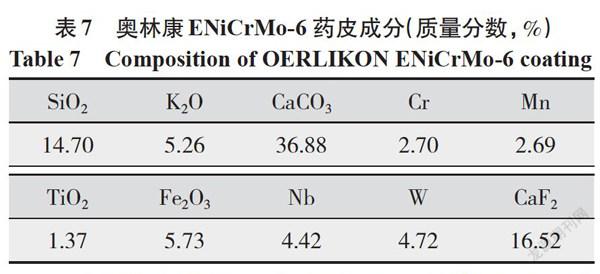
武汉理工大学杨超武[9]对奥林康的ENiCrMo-6药皮与熔敷金属进行了分析,药皮成分见表7,其焊条焊心为纯镍焊心,镍含量极高,熔敷金属中Ni含量68%,Cr含量13.53%,Mo含量 6.66%,Fe含量4.21%,焊缝合金的元素及其含量决定了焊缝性能,焊条的设计也都围绕着焊缝合金成分来设计,熔敷金属的合金体系属于 Ni-Cr-Mo-Fe,熔敷金属中出现的Nb、Mo、W、Mn 均为药皮合金的过渡,而Ni 来自焊芯。焊缝中Si含量0.35%,远低于焊条药皮的14%,略高于9Ni 钢中0.2%的含量, Si以CaSiO3等硅酸盐的形式熔化到熔渣中,保护焊缝成形。
目前国内焊材企业对9Ni钢配套焊材的研发工作相对滞后,大多数9Ni钢用焊材都依赖进口,较为认可的焊材厂家主要有德国伯乐公司、美国林肯公司、SMC国际超合金集团等。国内可提供9Ni钢用焊材的企业和产品较少,大多数处于前期研发阶段,在LNG储罐制造工程上应用的实例很少。金威焊材公司开发的9Ni钢用ENiCrMo-6焊条,其前期试验已经完成,该焊条全位置焊接工艺性能优秀,焊缝塑性、韧性和抗裂性能良好,-196 ℃低温冲击值达到80~110 J,完全满足9Ni钢的使用要求,目前处于市场推广及试用阶段。
随着LNG产业的迅速发展,用于制造液化气体储存和运输设备日渐增多,9Ni钢焊接材料的用量也随之上升。9Ni钢的焊接技术及其焊接材料是LNG低温储罐建造的关键点和难点之一,国内各大高校、制造企业及焊材企业纷纷加快各自领域的研究进度,9Ni钢焊材的国产化成为行业的焦点。可以相信,在未来1~3年内,国产9Ni钢配套焊接材料的研制及应用将有重大突破,将打破发达国家对我国 9Ni钢焊接材料的垄断,摆脱焊接材料依靠进口的现状,促进我国液化天然气(LNG)储罐的自主化进程和发展。
参考文献:
孟根巴根. 9Ni钢焊接材料及接头组织和性能研究[D].内蒙古:内蒙古工业大学,2009.
Jan Hilkes,FredNeessen. Welding 9% nickel for liquefied natural gas(LNG) applications[J].Welding and Cutting,2007,2(6):103-112.
嚴春妍,李午申,刘欢,等. 9%Ni钢焊接粗晶区的韧化因素[J].机械工程学报,2010,46(18): 96-100.
中国机械工程学会焊接学会. 焊接手册[M]. 北京:机械工业出版社,2001:75.
顾伟,王德伟. 9Ni 钢手工GTAW焊接接头性能研究[J]. 焊接技术,2019(5):31-35.
翁大龙,张胜男,唐元生,等.LNG大型储罐9 Ni钢罐壁立缝GMAW-P机动焊工艺研究及应用探讨[J] . 石油化工设备技术,2018(5):63-66.
冯金艳,包志刚,屈阳. 9Ni钢FCAW工艺研究[J].金属加工(热加工),2017(S1):123-126.
李宇章. 9Ni钢药芯焊接头低温断裂韧性及与微观组织关联的研究[D].上海:上海交通大学,2019.
杨超武. 9Ni 钢焊条焊接冶金特性和熔敷金属显微组织分析[D].湖北:武汉理工大学,2016.
收稿日期:2020-08-19;修回日期:2020-12-03
作者简介:白建斌(1995—),男,学士,主要从事焊接材料的相关研究。E-mail:540144425@qq.com。
